






(Métrologie)-- Unités et instruments de mesure linéaires part 2-- (tutoriel)
Page 1 sur 1

 (Métrologie)-- Unités et instruments de mesure linéaires part 2-- (tutoriel)
(Métrologie)-- Unités et instruments de mesure linéaires part 2-- (tutoriel)
![]() Zarkann Dim 4 Sep 2011 - 0:35
Zarkann Dim 4 Sep 2011 - 0:35
Ce tutoriel introduit des notions de concepts métrologiques dans la démarche de contrôle.
il permettra de situer votre méthode de contrôle par rapport aux normes en vigueur et de comprendre pourquoi il est possible de trouver des erreurs au cours d'opérations de mesure (surtout pour la série)
Sommaire
1- La Métrologie
2- Mesurage
3- Grandeur Mesurable
4- Méthode de mesure
5- Dimension
6- Mesurande
7- Résultat du mesurage
8- Contrôle dimensionnel
9- L'incertitude de mesure
10- La valeur vrai
11- La valeur conventionnellement vrai
12- Étalon
13- Gestion des moyens de mesure
14- Liens internes
15- liens externes
1-La Métrologie est la " science des mesurages " elle englobe aussi bien l'aspect théorique que pratique et est développé sous trois grandes familles
a) Métrologie fondamental qui as pour but de définir les unités de mesure ainsi que de réaliser les étalons nationaux ou internationaux
b) la métrologie industriel dont la finalité est de transférer les unités de mesure vers les utilisateurs finaux que sont les industriels, les commerçants, les artisans et, en gros, tous ceux qui utilisent des instruments de mesure
c) Métrologie légale dont l'objectif est de définir les règles concernant les unités instruments de mesure tombant pour notamment des raisons commerciale sous le cout de la loi ou encore bien pour définir une taxe ou une amande (étalonnage des radars)
Exemple pour le volume d'essence, le poids des lettres, etc..
Le plus important est de retenir que la métrologie est en réalité une chaine sous la forme d'un organigramme qui permet de transmettre et de raccorder le concept d'unité de mesure a tout les niveaux de la méthode de production, depuis la conception jusqu'au contrôle final
2- Mesurage :
C’est l’ensemble des opérations Conduisant à l’attribution une valeur à la grandeur mesuré.
3- Grandeur Mesurable :
C'est l'ensemble des caractéristiques mesurables d'un corps ou d'entités géométrique (ex:axe)
Susceptible d'être défini qualitativement par un nom (en métrologie dimensionnelle : Distance, Angle..)
et déterminé quantitativement par une valeur (nombre exprimé dans l’unité choisie).
4- Méthode de mesure :
C’est une suite d’opérations permettant de la mise en œuvre de mesurage.
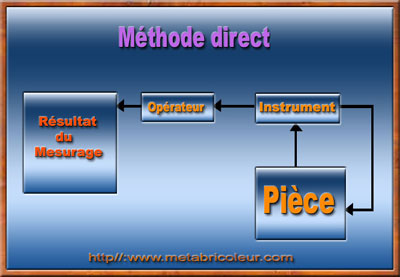
a)- Méthode direct :
Directement lié au choix de l'instrument de mesure, cette méthode exploite les caractéristiques d'un instrument dont la référence est connue lord de sa mise en service
Appareil à trait : Mètre, réglet
Appareil à vernier : Pied à coulisse
Appareil à vis micrométrique : Micromètre, micromètre intérieur trois touches, jauge micrométrique
Nota: certain micromètre dispose d'une lecture avec un système Vernier permettant d'affiner la résolution de l’instrument

b)- Méthode indirect :
Cette méthode suggère la comparaison d'une pièce avec un étalon
Vérificateur d'alésage
Montage de contrôle spécifique
Trusquin plus comparateur ou colonne de mesure + comparateur + étalon
Vous remarquerez que cette méthode implique forcément l'usage d'un comparateur


5- Dimension :
C’est la distance la plus courte entre deux points réelles ou fictifs
Exp. : Un diamètre, un entraxe, etc....
6- Mesurande :
C’est la grandeur particulière soumise du mesurage (Exp. :
Température, Pression, Dimension…)
7- Résultat du mesurage :
C’est la valeur attribué au grandeur (à la mesurande)
obtenue par mesurage. Une expression complète doit contenir la valeur et une
information sur l’incertitude.
8- Contrôle dimensionnel :
C’est l’ensemble des opérations permettant de déterminer si la valeur d’une grandeur se trouve bien entre les limites de tolérance qui lui sont imposées. On distingue deux types de contrôle :
le contrôle par attribut:
le principe du contrôle par attribut consiste, à l'aide d'un "vérificateur", a s'assurer de la conformité d'une côte
par le principe du " rentre / ne rentre pas "
Exemple: Calibre, Tampons , bague , bague fileté , Calibre a mâchoires

le contrôle par mesurage:
Cette méthode consiste a procéder a une ou plusieurs mesures de façon a quantifier l'ordre de grandeur puis a faire une comparaison statistique (ex:moyenne, écart type) afin de déterminé les variations due à d'éventuelles erreurs de mesure ou incertitude de mesure et ainsi de déterminer si le résultat est conforme aux spécifications de conception (Bureau d’Étude) .
on nomme ces spécifications " tolérances "
(Tutoriel) tolérances dimensionnelles
(Tutoriel) tolérances géométriques
LA norme ISO 14253-1 préconise de déduire de la tolérance les spécifications incertitudes de
mesure
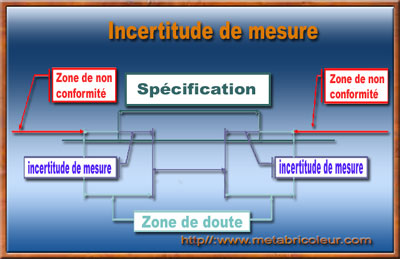
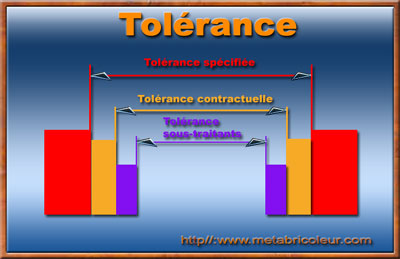
On constate que les tolérances sont réduites à différents niveau en prenant en en compte l'incertitude de mesure de façon a garantir le niveau de qualité exigé par le client final
9- L'incertitude de mesure :
C'est l'ensemble des paramètres influant sur le mesurage
on distingue deux type de paramètres:
L'erreur systématique: єB
Une erreur est systématique lorsqu'elle contribue à toujours surévaluer (ou toujours sous-évaluer) la valeur mesurée.
Exemple: Un exemple d'erreur systématique est celui où l'on utiliserait une règle dont il manque le premier centimètre : toutes les mesures seraient surévaluées.
L'erreur accidentelle ou aléatoire: єA
Une erreur est aléatoire lorsque, d'une mesure à l'autre, la valeur obtenue peut être surévaluée ou sous-évaluée par rapport à la valeur réelle.
Exemple: l'opérateur plaçant son pied a coulisse légèrement de travers obtiendra un valeur erroné, la multiplication des mesurages permettront de réduire cet écart
Par contre, l'erreur systématique ne sera pas diminuée par une série de mesures. Elle doit être repérée par l'expérimentateur et éliminée.
Les différents type d'erreur peuvent être classé selon 5 familles
- Environnement,
- Méthode de mesurage
- Opérateur,
- Pièce à mesurer,
- Appareil de Mesure.
On peut aussi rédiger le tableau ci-dessus par un "Diagramme Causes-Effet"
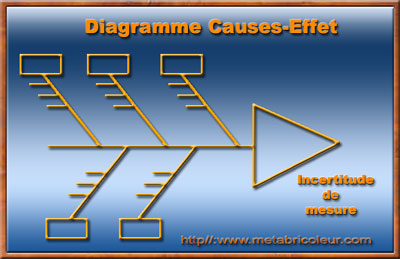
On peut voir que la température est un facteur important que l'on retrouve à plusieurs niveau de la chaine d'opérations (y compris pendant la fabrication)
10- La valeur vrai :
La valeur vrai se défini par une valeur théorique ne pouvant être connue exactement et ceci quelque soit la précision des moyens métrologiques utilisés.
11- La valeur conventionnellement vrai :
C’est la valeur d’une grandeur que l’on substitue par convention à la valeur vraie (Étalon)
12- Étalon :
C'est la valeur attribuer par un service métrologique à un objet physique (Cale, bague étalon)
il sert a conserver ou reproduire une unité de valeur connue (valeur conventionnellement vrai) afin de la transmettre par comparaison à d'autres instruments de mesure
Un étalon fiable, doit être répertoriés et contrôlé périodiquement par un Laboratoire accrédité de façon a le relier a l'ensemble des organismes métrologique ( voir > 13 Gestion des moyens de mesure)
Lien Externe: Evaluation des dispositifs de mesurage par comparaison pour cales étalons

13- Gestion des moyens de mesure :
Tout moyens de mesure sont la reproduction d'une référence, cette référence est de façon législative affilié a un organigramme composé de différents organismes métrologiques :

14- Liens internes
(Tutoriel) tolérances dimensionnelles
(Tutoriel) tolérances géométriques
15- Liens Externe
La mesure et la présentation des résultats
Métrologie francaise
Erreur (métrologie)
Evaluation des dispositifs de mesurage par comparaison pour cales étalons
il permettra de situer votre méthode de contrôle par rapport aux normes en vigueur et de comprendre pourquoi il est possible de trouver des erreurs au cours d'opérations de mesure (surtout pour la série)
Sommaire
1- La Métrologie
2- Mesurage
3- Grandeur Mesurable
4- Méthode de mesure
5- Dimension
6- Mesurande
7- Résultat du mesurage
8- Contrôle dimensionnel
9- L'incertitude de mesure
10- La valeur vrai
11- La valeur conventionnellement vrai
12- Étalon
13- Gestion des moyens de mesure
14- Liens internes
15- liens externes
1-La Métrologie est la " science des mesurages " elle englobe aussi bien l'aspect théorique que pratique et est développé sous trois grandes familles
a) Métrologie fondamental qui as pour but de définir les unités de mesure ainsi que de réaliser les étalons nationaux ou internationaux
b) la métrologie industriel dont la finalité est de transférer les unités de mesure vers les utilisateurs finaux que sont les industriels, les commerçants, les artisans et, en gros, tous ceux qui utilisent des instruments de mesure
c) Métrologie légale dont l'objectif est de définir les règles concernant les unités instruments de mesure tombant pour notamment des raisons commerciale sous le cout de la loi ou encore bien pour définir une taxe ou une amande (étalonnage des radars)
Exemple pour le volume d'essence, le poids des lettres, etc..
Le plus important est de retenir que la métrologie est en réalité une chaine sous la forme d'un organigramme qui permet de transmettre et de raccorder le concept d'unité de mesure a tout les niveaux de la méthode de production, depuis la conception jusqu'au contrôle final
2- Mesurage :
C’est l’ensemble des opérations Conduisant à l’attribution une valeur à la grandeur mesuré.
3- Grandeur Mesurable :
C'est l'ensemble des caractéristiques mesurables d'un corps ou d'entités géométrique (ex:axe)
Susceptible d'être défini qualitativement par un nom (en métrologie dimensionnelle : Distance, Angle..)
et déterminé quantitativement par une valeur (nombre exprimé dans l’unité choisie).
4- Méthode de mesure :
C’est une suite d’opérations permettant de la mise en œuvre de mesurage.
a)- Méthode direct :
Directement lié au choix de l'instrument de mesure, cette méthode exploite les caractéristiques d'un instrument dont la référence est connue lord de sa mise en service
Appareil à trait : Mètre, réglet
Appareil à vernier : Pied à coulisse
Appareil à vis micrométrique : Micromètre, micromètre intérieur trois touches, jauge micrométrique
Nota: certain micromètre dispose d'une lecture avec un système Vernier permettant d'affiner la résolution de l’instrument
b)- Méthode indirect :
Cette méthode suggère la comparaison d'une pièce avec un étalon
Vérificateur d'alésage
Montage de contrôle spécifique
Trusquin plus comparateur ou colonne de mesure + comparateur + étalon
Vous remarquerez que cette méthode implique forcément l'usage d'un comparateur
5- Dimension :
C’est la distance la plus courte entre deux points réelles ou fictifs
Exp. : Un diamètre, un entraxe, etc....
6- Mesurande :
C’est la grandeur particulière soumise du mesurage (Exp. :
Température, Pression, Dimension…)
7- Résultat du mesurage :
C’est la valeur attribué au grandeur (à la mesurande)
obtenue par mesurage. Une expression complète doit contenir la valeur et une
information sur l’incertitude.
8- Contrôle dimensionnel :
C’est l’ensemble des opérations permettant de déterminer si la valeur d’une grandeur se trouve bien entre les limites de tolérance qui lui sont imposées. On distingue deux types de contrôle :
le contrôle par attribut:
le principe du contrôle par attribut consiste, à l'aide d'un "vérificateur", a s'assurer de la conformité d'une côte
par le principe du " rentre / ne rentre pas "
Exemple: Calibre, Tampons , bague , bague fileté , Calibre a mâchoires
le contrôle par mesurage:
Cette méthode consiste a procéder a une ou plusieurs mesures de façon a quantifier l'ordre de grandeur puis a faire une comparaison statistique (ex:moyenne, écart type) afin de déterminé les variations due à d'éventuelles erreurs de mesure ou incertitude de mesure et ainsi de déterminer si le résultat est conforme aux spécifications de conception (Bureau d’Étude) .
on nomme ces spécifications " tolérances "
(Tutoriel) tolérances dimensionnelles
(Tutoriel) tolérances géométriques
LA norme ISO 14253-1 préconise de déduire de la tolérance les spécifications incertitudes de
mesure
On constate que les tolérances sont réduites à différents niveau en prenant en en compte l'incertitude de mesure de façon a garantir le niveau de qualité exigé par le client final
9- L'incertitude de mesure :
C'est l'ensemble des paramètres influant sur le mesurage
on distingue deux type de paramètres:
L'erreur systématique: єB
Une erreur est systématique lorsqu'elle contribue à toujours surévaluer (ou toujours sous-évaluer) la valeur mesurée.
Exemple: Un exemple d'erreur systématique est celui où l'on utiliserait une règle dont il manque le premier centimètre : toutes les mesures seraient surévaluées.
L'erreur accidentelle ou aléatoire: єA
Une erreur est aléatoire lorsque, d'une mesure à l'autre, la valeur obtenue peut être surévaluée ou sous-évaluée par rapport à la valeur réelle.
Exemple: l'opérateur plaçant son pied a coulisse légèrement de travers obtiendra un valeur erroné, la multiplication des mesurages permettront de réduire cet écart
Par contre, l'erreur systématique ne sera pas diminuée par une série de mesures. Elle doit être repérée par l'expérimentateur et éliminée.
Les différents type d'erreur peuvent être classé selon 5 familles
- Environnement,
- Méthode de mesurage
- Opérateur,
- Pièce à mesurer,
- Appareil de Mesure.
| Méthode | Nombre de mesure, Durée de la mesure,Choix de la méthode, Choix du révérenciel, Choix de l’appareillage,Nombre d'opérateur, |
| Opérateur | Pression de la mesure, Expérience, Formation, Vue, Température (main) |
| Appareil | Erreur de justesse, Erreur de fidélité, Résolution, Incertitude d'étalonnage, Choix de 'appareil |
| Environnement | Température, Hygrométrie,Vibration, Pression, Poussière, Magnétisme, Gravitation, Rayonnement ( lumière visible ou infrarouge), Poussé d' Archimède |
| Produit a mesurer | Température, État de surface, Matière, Défaut géométrique, positionnement (déformation poids), Traces de chocs, Conditionnement (propreté, magnétisme) |
On peut aussi rédiger le tableau ci-dessus par un "Diagramme Causes-Effet"
On peut voir que la température est un facteur important que l'on retrouve à plusieurs niveau de la chaine d'opérations (y compris pendant la fabrication)
10- La valeur vrai :
La valeur vrai se défini par une valeur théorique ne pouvant être connue exactement et ceci quelque soit la précision des moyens métrologiques utilisés.
11- La valeur conventionnellement vrai :
C’est la valeur d’une grandeur que l’on substitue par convention à la valeur vraie (Étalon)
12- Étalon :
C'est la valeur attribuer par un service métrologique à un objet physique (Cale, bague étalon)
il sert a conserver ou reproduire une unité de valeur connue (valeur conventionnellement vrai) afin de la transmettre par comparaison à d'autres instruments de mesure
Un étalon fiable, doit être répertoriés et contrôlé périodiquement par un Laboratoire accrédité de façon a le relier a l'ensemble des organismes métrologique ( voir > 13 Gestion des moyens de mesure)
Lien Externe: Evaluation des dispositifs de mesurage par comparaison pour cales étalons
13- Gestion des moyens de mesure :
Tout moyens de mesure sont la reproduction d'une référence, cette référence est de façon législative affilié a un organigramme composé de différents organismes métrologiques :
14- Liens internes
(Tutoriel) tolérances dimensionnelles
(Tutoriel) tolérances géométriques
15- Liens Externe
La mesure et la présentation des résultats
Métrologie francaise
Erreur (métrologie)
Evaluation des dispositifs de mesurage par comparaison pour cales étalons
- Fichiers joints

- tutometrologie2.pdf Vous n'avez pas la permission de télécharger les fichiers joints.(217 Ko) Téléchargé 360 fois
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin

- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -



 Sujets similaires
Sujets similaires» (Métrologie)- Unités et instruments de mesure linéaires part 5 --(tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 4 --(tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 3 --(tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 1-- (tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires --( annonce tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 4 --(tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 3 --(tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires part 1-- (tutoriel)
» (Métrologie)-- Unités et instruments de mesure linéaires --( annonce tutoriel)
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum