






Tournage - Foire aux questions
Page 3 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 tournage foire aux questions
tournage foire aux questions
![]() Invité Lun 19 Déc 2011 - 22:05
Invité Lun 19 Déc 2011 - 22:05
comme le dit David le sujet est lourd,encore plus depuis que la norme à changée
perso je suis resté à l'ancienne
en gros il y a les acier doux(Adx,A33,Xc18)
les aciers mi-dur(A60,Xc38,25Cd4S,30NC11)
les aciers durs(Xc65f,35Cd4,42Cd4,40Ncd18)
les aciers extra-durs(100C6)
les aciers à ressorts(Xc65f,45S8)
les aciers semi-inoxydables(8U1)
les aciers inoxydables(Z5CN18,Z10CNT18,Z30C13)
les aciers de cémentation(Xc10f,12C3,10NC6)
les aciers de nitrurations(45CAD6-06)
les aciers de soudage (Adx,Xc48,25CD4S,Z10CNT18,Z5CN18)
les aciers de décolletages(10F2)
les aciers d'emboutissage(Xc6SEDD,Z5CN18,Z10CNT18)
les aciers réfractaires(Z30C13)
les aciers à outils(100C6,60NCDV06-02)
les aciers rapides(Z80w18,Z85WK18-05)
la liste n'est pas exocive
autrement, il y a les aciers non allies d'usage courant auccune caractéristique précisé,avec une caractéristique mécanique est exigé
les aciers non allies pour moulage
les aciers non alliés spéciaux
les aciers de qualité courante pour traitement thermique
les aciers fins à caractéristiques serrées pour traitement thermique
les aciers faiblement alliés
les aciers fortement alliés
dure dure de s'y retrouver
en plus il existe les désignations propre aux fabricants (Sancy,R2C,triomphateur)
une jungle
pour savoir si un acier a subit un traitement thermique on donne un coup de lime sur une arrete,si la lime glisse il y a eu traitement,si elle mord (limaille) il n'y a pas eu traitement
il existe plusieur traitement thermique, il me semble qu'Eric en a déja parlé dans un fil
à+ Lulu
Invité- Invité

Re: Tournage - Foire aux questions
![]() dh42 Lun 19 Déc 2011 - 22:27
dh42 Lun 19 Déc 2011 - 22:27
Ah, j'ai trouvé quelque chose de pas mal dans ma biblio (papier), je vous fait un PDF dans ..... un certain temps
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Tournage - Foire aux questions
![]() dh42 Lun 19 Déc 2011 - 23:59
dh42 Lun 19 Déc 2011 - 23:59
Et voila
fichier pdf: Utilisation_des_aciers.pdf
Tiré de: Précis de construction mécanique vol. 1 (Nathan)
http://livre.fnac.com/a2429678/Collectif-Precis-de-construction-mecanique
PS: le mien est de 1985
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Dan32 Ven 30 Déc 2011 - 18:02
Dan32 Ven 30 Déc 2011 - 18:02
A la lecture de vos intervention, j'ai remarqué que vous aviez certaines réticences ou craintes lorsqu'il s'agit de tronçonner une pièce sur un tour

@+ Dan32

Dan32- très actif

- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 65
Localisation : Belgique (région Charleroi)
Re: Tournage - Foire aux questions
![]() Totem Ven 30 Déc 2011 - 18:10
Totem Ven 30 Déc 2011 - 18:10
Pas de difficulté d'un point de vue technique, après ça dépend surtout de la machine, sur un gros tour >500kg avec avance auto il n'y aura absolument aucun problème, sur un petit tour d'établi ça va vibrer, et l'état de surface risque de ne pas être terrible. Parfois même, tu obtiens un "cône" car l'outil descend un peu sous l'effort, ce qui le tord légèrement. Dans ce cas, tu peux toujours retourner la pièce et faire un simple dressage, pense à laisse un peu de matière en rab!
Perso, pour un tour d'établi j'ai un jour retravaillé un outil à tronçonner HSS en réduisant sa largeur à 1.2mm, afin de réduire les efforts de coupe.
N'étant pas du tout spécialiste de tournage, je suppose que d'autres te donneront une réponse plus complète.
++ Lionel

Totem- complétement accro

- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() majestic12 Ven 30 Déc 2011 - 18:32
majestic12 Ven 30 Déc 2011 - 18:32
Pour cela, personnellement quand j'ai une pièce à tronçonner, je fais le plus gros sur le tour, et vers 10 à 5mm restants, je le fais dans l'étau à la scie à métaux. Enfin, je replace la pièce dans le mandrin pour refaire une face propre.
majestic12- posteur Régulier

- Messages : 155
Points : 375
Date d'inscription : 04/12/2011
Age : 40
Localisation : Ardennes (08)
Re: Tournage - Foire aux questions
![]() Totem Ven 30 Déc 2011 - 18:59
Totem Ven 30 Déc 2011 - 18:59
quand il ne reste presque plus de matière, le morceau coupé risque de partir dans n'importe quelle direction
C'est aussi vrai, mais franchement, je n'ai jamais vu aucune pièce partir assez violemment pour faire mal, même au boulot cet été sur des séries de 1000 en CN, au pire ça cogne la vitre du tour mais pas fort, et ça tombe.
A l'école sur le tour conventionnel, vu que les vitesses utilisées sont plus faibles (max 2000 tours au lieu de 18000 sur le CN) la pièce tombe dans le bon sens, presque toujours, ou au pire, tombe derrière les glissières, dans le bac à copeaux.
Non franchement, pas de risque à ce niveau là, en dehors d'un possible désagrément quand il faut fouiller derrière le tour pour retrouver ta pièce
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() dh42 Ven 30 Déc 2011 - 21:32
dh42 Ven 30 Déc 2011 - 21:32
Pas de problème avec une pièce qui part, on tourne doucement en tronçonnage.
Par contre, très gros efforts de coupe, les petites machines n'aime pas trop, surtout dans de l'acier.
Le plus courant, c'est une casse de l'outil, ça m'est arrivé il y a quelques jours, j'ai même carrément cassé le porte plaquette en 2.
Le plus gros problème, c'est qu'a moins d'avoir un tour "De luxe" dont la vitesse de rotation varie au fur et à mesure que le Ø usiné diminue, tu dois changer régulièrement de vitesse de rotation entre le début et la fin du tronçonnage, sinon ça vibre au début (V de coupe trop élevée) et ça ne coupe plus lorsque le Ø diminue (V de coupe trop faible) ; à la fin le Ø est tellement petit que ça ne coupe plus et que l'outil risque de passer "par dessus" (ou par dessous suivant le sens de montage de l'outil) le bout de pièce restant. En général, tu casse l'outil dans ce cas la.
Normalement, on ne tronçonne pas en automatique, mais en manuel, justement pour pouvoir adapter l'avance en fonction du Ø. Il est également préférable d'arrêter lorsque la pièce est descendu à 4 ou 5mm de Ø ; pas parce qu'elle peut partir, mais parce que ça ne coupe presque plus et qu'il y a de grandes chances de casse.
Plus la machine est rigide, moins il y a de problèmes.
Il vas de soi, que l'affutage de l'outil et très important, de même que son réglage (hauteur d'outil et // par rapport à la face du mandrin)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Totem Ven 30 Déc 2011 - 21:43
Totem Ven 30 Déc 2011 - 21:43
Je suis surpris David que tu arrêtes à 4 ou 5 mm sur ton gros tour, sur le HQ400 ok j'aurais compris, mais là?
A l'école, on coupe de l'acier de 25 sur le tour Ernault de 2 tonnes, en une passe sans changer de vitesse, et avec l'avance auto. En général il reste juste un téton de 0.3/0.5mm au milieu quand ça tombe.
Sauf les mauvais élèves qui règlent mal la hauteur d'outil, là évidemment ils cassent les plaquettes...
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() dh42 Ven 30 Déc 2011 - 21:55
dh42 Ven 30 Déc 2011 - 21:55
Bon, c'est vrai que sur une petite pièce de 25mm, il n'est pas vraiment nécessaire de changer de vitesse, je pensais à des pièces plus grosses (celle sur laquelle j'ai cassé le porte plaquette faisait 80mm de Ø).
4 ou 5mm, j'exagère un peu, je descend peut être plus bas, je n'ai pas vraiment mesuré ; j'arrête quand ça broute plus que ça coupe.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Totem Ven 30 Déc 2011 - 22:04
Totem Ven 30 Déc 2011 - 22:04
Il est si léger, ton tour? Il me paraissait bien plus massif!
Oui le Ernault est "indéformable", c'est de la famille à ta fraiseuse! Il n'est plus tout jeune, mais il tient la forme! et dire, qu'il est revendu au poids à la fin de l'année
Malheureusement, je ne peux pas me le payer... Il y en a un petit (550kg, 500mm d'EP) qui part à la jaille aussi, je vais essayer de le négocier! mais il va falloir que mon père veuille bien m'avancer un peu d'argent, seul je ne pourrai pas.
Je n'ai jamais usiné de pièce de 80mm en acier
En tout cas, dans l'alu ça passe bien les 80mm... mais c'est de l'alu, justement!
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
tournage foire aux questions
![]() Invité Ven 30 Déc 2011 - 22:16
Invité Ven 30 Déc 2011 - 22:16
j'espére qu'il y a un erreur de frappe quand je lis la vitesse de tronçonnage à 2000 trs sur un tour classique
Ok tout augmente,ça fait 40 ans que j'ai fais mon apprentissage je ne me souviens pas de tout,mais là j'ai un doute!méme un gros
et si je me souviens bien il y à deux écoles l'arette de l'outil réglée au centre et en dessous du centre,les partisants de l'une ou l'autre méthode ne se sont jamais mis d'accord
à+ Lulu

Invité- Invité
Re: Tournage - Foire aux questions
![]() dh42 Ven 30 Déc 2011 - 22:26
dh42 Ven 30 Déc 2011 - 22:26
2000 tr en tronçonnage, pour le beurre fondu ça doit le faire
pour exemple (pour les débutants qui suivent le fil), sur du Ø 80 acier avec pastille carbure, je tournais à 70 tr/min au départ, pour finir au environs de 250 à la fin.
Autre "école", le coté tranchant de l'outil vers le haut ou vers le bas. Je préfère vers le haut ; l'effort de coupe plaque la tourelle porte outil sur le chariot ; dans l'autre sens il n'est pas rare que toute la tourelle se soulève sur un petit tour
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Totem Ven 30 Déc 2011 - 22:30
Totem Ven 30 Déc 2011 - 22:30
Il n'y a pas d'erreur de frappe!
Seulement j'avais oublié de dire que c'était dans de l'alu

Pour de l'acier de 25, avec un outil en carbure, de mémoire la dernière fois j'avais passé 650 tours ce qui est déjà beaucoup. 200 de plus, et ça tirerait des étincelles.
Nous au lycée on apprend à régler l'outil bien au centre de la pièce, sauf dans un cas particulier, pour les alliages de cuivre (le bronze en particulier) qui nécessitent un angle de coupe négatif dans la mesure du possible. Dans ce cas on descend l'outil pour avoir une meilleure finition.
J'ai connu en stage, un patron qui mettait toujours l'outil plus bas, ça marche aussi c'est vrai, mais le revers de la médaille, c'est qu'il te reste un téton au milieu.
Sans prétendre trancher parce que ce débat est né bien avant moi, je considère que la méthode de descendre l'outil n'est valable que si la pièce est percée, pour la raison ci-dessus.
++ Lionel
EDIT: je viens de voir la réponse de David, pourquoi si peu? tu ne vas quand même pas me dire que tu utilisais un outil HSS ???!!
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() dh42 Ven 30 Déc 2011 - 22:36
dh42 Ven 30 Déc 2011 - 22:36
EDIT: je viens de voir la réponse de David, pourquoi si peu? tu ne vas quand même pas me dire que tu utilisais un outil HSS ???!!
Non insert carbure.
80m/min, divisé par 2 pour le tronçonnage -> 40m/min sur un Ø de 80 -> 160 tr/min ; mais impossible, ça vibrait systématiquement, à 70 ça passait sans vibrations.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Totem Ven 30 Déc 2011 - 22:41
Totem Ven 30 Déc 2011 - 22:41
Sur l'Ernault on ne divise pas la vitesse par 2
Un prof me disait l'autre jour, que si j'avais un petit tour (ou une petite fraiseuse d'ailleurs) il fallait utiliser les plaquettes alu même dans l'acier, pour diminuer les vibrations. (l'angle de coupe étant plus positif, moins d'effort de coupe)
Bon @+, cette fois je vais aller roupiller je suis crevé

Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() phil63 Sam 31 Déc 2011 - 0:05
phil63 Sam 31 Déc 2011 - 0:05
J'interviens peu sur ce forum mais là, un truc m'interpelle!!!
Personne n'a parlé que l'outil à tronçonner devait être monté derrière la pièce à tronçonner, à l'envers sur le chariot porte outils.
De ce fait, on tourne la pièce dans le sens normal, on tourne la vis du trainard sens anti-horaire pour usiner et on place l'aréte de l'outil sur l'axe de la pièce.
Différents avantages:
- on n'est pas géné par les copeaux, l'usinage, non plus!!
- la chute tombe en bas et ne va pas être propulsée vers la vitre de protection
- vu que l'on dévisse (le vernier de trainard) pour attaquer la matière, on a moins l'habitude et on va moins vite (c'est mieux!!)
- le trainard est plus rigide car pris sur la totalité de la queue d'aronde
Pour la vitesse, il faut tourner à la vitesse normale calculée sur le Ø moyen à tronçonner en fonction de la matière.
Pour avoir un état de surface correct, il faut tronçonner quelques ièmes plus loin et reprendre la cote avec un outil à dresser ou à charioter coudé à 45°.

phil63- très actif
- Messages : 245
Points : 580
Date d'inscription : 23/01/2011
Age : 63
Localisation : RIOM 63 -
Re: Tournage - Foire aux questions
![]() dh42 Sam 31 Déc 2011 - 0:20
dh42 Sam 31 Déc 2011 - 0:20
Personne n'a parlé que l'outil à tronçonner devait être monté derrière la pièce à tronçonner, à l'envers sur le chariot porte outils.
De ce fait, on tourne la pièce dans le sens normal, on tourne la vis du trainard sens anti-horaire pour usiner et on place l'aréte de l'outil sur l'axe de la pièce.
Je ne suis pas sur d'avoir compris ; l'outil serait donc à l'opposé de la pièce par rapport à l'utilisateur ?
Dans le cas d'un tour comme le mien, ce ne serait pas possible, le transversal ne vas pas assez loin pour passer l'outil derrière. J'avoue que je n'ai jamais vu personne tronçonner de cette manière au boulot.
J'ai plusieurs modèles d'outils à tronçonner ; certain sont prévus pour être montés tranchant vers le bas (portes lames HSS), d'autres tranchant vers le haut (insert carbure)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Totem Sam 31 Déc 2011 - 10:54
Totem Sam 31 Déc 2011 - 10:54
La plupart des tours ne vont pas assez loin en X-, comme dit David! j'en connais qu'un qui le peut, et c'est un tour CN!
En revanche il y en a beaucoup qui utilisent l'outil vers le bas, pour ne pas être gêné par les copeaux. c'est une bonne solution, à condition d'avoir un tour très rigide sinon la tourelle se soulève.
Généralement, je le fais dans l'alu et le plastique, pour voir ce que je fais, mais dans l'acier pas, même sur l'Ernault, ça vibre.
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() Dan32 Sam 31 Déc 2011 - 13:50
Dan32 Sam 31 Déc 2011 - 13:50
Salut,Totem a écrit:
En revanche il y en a beaucoup qui utilisent l'outil vers le bas, pour ne pas être gêné par les copeaux. c'est une bonne solution
++ Lionel
Merci pour toutes ces réponses rassurantes et explicites.
Peut-être quelques explications concernant l'outil vers le bas
@+ Dan32
Dan32- très actif
- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 65
Localisation : Belgique (région Charleroi)
Re: Tournage - Foire aux questions
![]() Totem Sam 31 Déc 2011 - 14:53
Totem Sam 31 Déc 2011 - 14:53
Ben en fait, tu montes l'outil à l'envers, c'est à dire avec l'arête de coupe vers la bas, mais dans on porte outil normal.
Évidemment, tu fais tourner ta pièce à l'envers, de manière à ce que la surface "monte" du coté ou elle attaque l'arrête.
Mais la plupart du temps sur les petites machines qui n'ont pas de PO rapide à queue d'aronde, ce n'est même pas possible car tu ne peux pas monter l'outil assez haut (à moins d'avoir une barre de 8 dans un PO de 16 mais les barres de 8 ne permettent pas de couper de gros diamètres)
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() dh42 Sam 31 Déc 2011 - 20:04
dh42 Sam 31 Déc 2011 - 20:04
Totem: Sur l'Hernault que j'avais au boulot ça devait être possible, car il y avait 2 emplacements pour monter la tourelle.

Deux méthodes de tronçonnage, outil orienté vers le haut ou vers le bas.

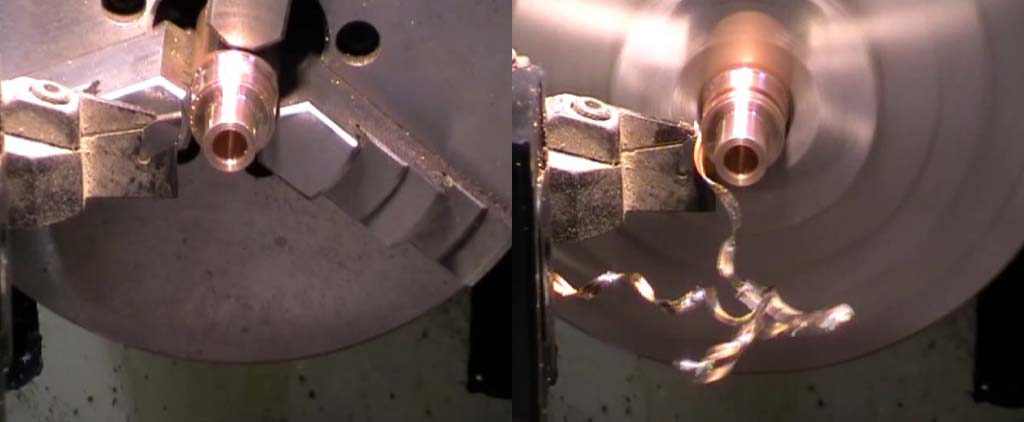
C'est extrait de deux de mes vidéos
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Totem Dim 1 Jan 2012 - 11:40
Totem Dim 1 Jan 2012 - 11:40
En effet sur ce tour ça semble possible, mais au lycée on ne peut pas, le tour ressemble un peu mais n'a pas ce 2 ème emplacement.
Merci pour les photos, moi je n'ai pas pu en faire, je n'ai pas de tour chez moi et c'est les vacances...
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() Dan32 Dim 1 Jan 2012 - 13:26
Dan32 Dim 1 Jan 2012 - 13:26
Tout de suite, une petite vidéo vaut toutes les explications
A propos du moletage, tu es en avance automatique ou tu le fais en manuel?
Pour la pression des molettes sur la pièce, tu commences "juste contre" puis un petit quart de tour de serrage à chaque passe en changeant le sens de rotation du tournage sans débrayer jusqu'à l'obtention de l'effet désiré ou c'est plus élaboré?
Encore merci.
@+ Dan32
Ps: tous mes vœux pour cette année 2012

Dan32- très actif
- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 65
Localisation : Belgique (région Charleroi)
Re: Tournage - Foire aux questions
![]() dh42 Dim 1 Jan 2012 - 17:45
dh42 Dim 1 Jan 2012 - 17:45
Dan32 a écrit:Salut,
Tout de suite, une petite vidéo vaut toutes les explications
A propos du moletage, tu es en avance automatique ou tu le fais en manuel?
Pour la pression des molettes sur la pièce, tu commences "juste contre" puis un petit quart de tour de serrage à chaque passe en changeant le sens de rotation du tournage sans débrayer jusqu'à l'obtention de l'effet désiré ou c'est plus élaboré?
Encore merci.
@+ Dan32
Ps: tous mes vœux pour cette année 2012
Salut Dan,
Je suis en avance auto ; je crois qu'il y a une formule pour calculer la valeur d'avance en fonction du pas des molettes, mais je ne m'en souvient plus, je fait au "feeling"
Pour ce qui est de la pression des molettes, la aussi c'est au feeling ; si je serre trop, mon appareil se déforme, c'est donc dépendant de la matière.
Sur du laiton ou de l'alu, un allez retour suffit avec un seul serrage; sur de l'acier il en faut 2 ou 3. Je serre au début de la passe, puis un A/R avec le même serrage. J'arrête en foncton du résultat obtenu.
J'obtiens facilement un bon résultat sur le laiton ou l'acier, c'est plus délicat dans l'alu, parfois ça fait un gros "caca"
Il est très important de bien arroser pour évacuer les copeaux (ou plutôt la poudre !) afin de ne pas les recompresser sur la pièce. (de plus, ça chauffe pas mal sur de l'acier)
Meilleurs vœux à toi aussi.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() majestic12 Dim 1 Jan 2012 - 18:47
majestic12 Dim 1 Jan 2012 - 18:47
A propos du tronçonnage, mon père m'a fait part d'une petite astuce de "vieux" pour éviter que la pièce vole lors de la découpe : Il faut que la pièce en question soit percée, par exemple à 8mm. On serre une morceau de rond plus petit (5mm dans mon exemple) dans le mandrin de la poupée mobile, et on l'insère dans l'alésage de la pièce. On peut ensuite tronçonner celle-ci. A la "rupture" elle sera maintenue par le rond de 6 et ne volera pas
majestic12- posteur Régulier
- Messages : 155
Points : 375
Date d'inscription : 04/12/2011
Age : 40
Localisation : Ardennes (08)
Page 3 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» tournage , matière première et fabrication appareil tournage sphérique
» Taraudage M3 foiré !!
» Foire de Paris 2015
» Scie à format maison, suite et fin.