






Tournage - Foire aux questions
Page 4 sur 5 •  1, 2, 3, 4, 5
1, 2, 3, 4, 5 

 Re: Tournage - Foire aux questions
Re: Tournage - Foire aux questions
![]() majestic12 Dim 01 Jan 2012, 18:47
majestic12 Dim 01 Jan 2012, 18:47
A propos du tronçonnage, mon père m'a fait part d'une petite astuce de "vieux" pour éviter que la pièce vole lors de la découpe : Il faut que la pièce en question soit percée, par exemple à 8mm. On serre une morceau de rond plus petit (5mm dans mon exemple) dans le mandrin de la poupée mobile, et on l'insère dans l'alésage de la pièce. On peut ensuite tronçonner celle-ci. A la "rupture" elle sera maintenue par le rond de 6 et ne volera pas
majestic12- posteur Régulier

- Messages : 155
Date d'inscription : 04/12/2011

Re: Tournage - Foire aux questions
![]() Totem Dim 01 Jan 2012, 19:12
Totem Dim 01 Jan 2012, 19:12
En tout cas ça marche bien. Seule remarque (du vécu), si vous le faites sur un tour CN ne faites pas le dégagement outil en Z sinon...
++ Lionel

Totem- complétement accro

- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() phil63 Ven 06 Jan 2012, 22:04
phil63 Ven 06 Jan 2012, 22:04
Bonsoir,phil63 a écrit:Bonsoir à tous,
J'interviens peu sur ce forum mais là, un truc m'interpelle!!!
Personne n'a parlé que l'outil à tronçonner devait être monté derrière la pièce à tronçonner, à l'envers sur le chariot porte outils.
De ce fait, on tourne la pièce dans le sens normal, on tourne la vis du trainard sens anti-horaire pour usiner et on place l'aréte de l'outil sur l'axe de la pièce.
Différents avantages:
- on n'est pas géné par les copeaux, l'usinage, non plus!!
- la chute tombe en bas et ne va pas être propulsée vers la vitre de protection
- vu que l'on dévisse (le vernier de trainard) pour attaquer la matière, on a moins l'habitude et on va moins vite (c'est mieux!!)
- le trainard est plus rigide car pris sur la totalité de la queue d'aronde
Pour la vitesse, il faut tourner à la vitesse normale calculée sur le Ø moyen à tronçonner en fonction de la matière.
Pour avoir un état de surface correct, il faut tronçonner quelques ièmes plus loin et reprendre la cote avec un outil à dresser ou à charioter coudé à 45°.
Excusez mon retard pour les réponses à préciser.
Je fais comme ça, chez moi, car mon tour est petit et permet de déplacer la tourelle vers l'arrière (fixation par lardon dans glissière).
J'ai besoin de faire comme ça pour améliorer la rigidité en ayant le maximum de contact entre les 2 glissières du chariot.
Si je reste en configuration "avant", le chariot est trop reculé et n'a pas beaucoup de contact de glissières.
J'espère avoir répondu aux interrogations que mon intervention avait posées.

phil63- très actif

- Messages : 245
Points : 580
Date d'inscription : 23/01/2011
Age : 63
Localisation : RIOM 63 -

Re: Tournage - Foire aux questions
![]() Totem Ven 06 Jan 2012, 22:08
Totem Ven 06 Jan 2012, 22:08
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() dh42 Sam 07 Jan 2012, 01:37
dh42 Sam 07 Jan 2012, 01:37
Je fais comme ça, chez moi, car mon tour est petit et permet de déplacer la tourelle vers l'arrière (fixation par lardon dans glissière).
Raté, j'avais supposé que tu avais un gros monstre comme le Hernault de la page précédente
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() dh42 Mar 10 Jan 2012, 01:31
dh42 Mar 10 Jan 2012, 01:31
Je viens de rajouter un menu au niveau du premier sujet (page 1) de cet article pour faciliter la recherche d'info.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() brise-copeaux Mer 11 Jan 2012, 18:20
brise-copeaux Mer 11 Jan 2012, 18:20
Je viens faire une petit insertion dans votre débat sur le tronçonnage qui une des pires saloperies à exécuter sur un tour.
Là il faut oublié les vitesses de coupe et puis ici on a le temps, moi en principe je passe souvent à la moité des vitesses de coupe donner ne pas oublié plus on avance plus la vitesse de coupe diminue donc tourner plus vite vers la fin.
Souvent le tronçonnage s'exécute a la fin d'une pièce finie ou peux s'en servir aussi pour ébaucher des gorges trapézoïdales.
Quelques petites notions de pratiques à respecter avant un tronçonnage.
1- adapter la largeur de la lame selon le Ø
2- l'installer le plus court possible dans son porte lame et tourelle, pour tronçonner un Ø ---25 par exemple sortir la lame de 15mm .
3- bien régler sa perpendicularité avec un comparateur.
4- pour le problème de sa mise au centre cela à toujours fait débat moi je le met ---toujours au centre mais un grand principe ressort quand on tourne a l'endroit c'est au ---dessus du centre et quand on tourne a l'envers c'est en dessous...je pense que c'est lié ---a la flexibilité de l'outil que certain le font.
5- pour des lames HSS ne pas trop faire de dépouille grand maximum 5° vaut moins que ---plus
6- faire une bonne cuillère mais jamais en dessous de la moitié de la hauteur de lame, il ---vaut mieux faire une cuillère longue que profonde.
7- toujours attaquer le tronçonnage a sec et a la main, aussitôt le pourtour de la pièce est ---tracé par la lame commencer a bien arrosé.
8- ne pas trop laisser le copeau s'enrouler...pas plus de 20 tours si non ça craint.
9- ne jamais aller jusqu'au centre...ça c'est a vous de voir pour des petits Ø laisser un ---téton de 3mm,pour des grands Ø laisser un téton de 5 à 10mm...c'est souvent là qu'il y ---a des risque de tout pété car la pièce ondule dû a son poids.
10-toujours tronçonner le plus possible au ras des mords, bloquer son trainard ---éventuellement voir les jeux du transversal.
11-tronçonner le plus souvent a l'envers c'est là que l'on risque le moins de casse, j'ai vu ---sur des posts plus la peur par ce que sa tourelle se soulevait et bien c'est un bon signe ---car là on tronçonne en opposition donc moins de risque de planté la lame dans la pièce, ---bon je sais que cela n'est pas évident pour des petits tours don on ne peut pas mettre ---l'outil a l'envers...mais là je suis un peu moins compétant
12 quand on de gros tronçonnage a faire Ø 100mm ou plus faire du tronçonnage ---parallèle vaut mieux perde un peu de matière que la pièce ou la lame.
13 toujours couper 0.5 à 1mm plus grand que sa pièce, de toute façon un tronçonnage ---n'est jamais propre donc reprise obligatoire.
Voila en gros tout les points a respectés pour démarrer un tronçonnage dans les meilleurs conditions....j'en est peut-être oublié...n'hésiter de la rappeler.
Pour se qui est du tronçonnage avec une disqueuse sa m’offusque pas plus que ça, chaqu'un vois midi à sa porte, mais pour moi c'est a proscrire pour plusieurs raison, risque d'incendie au delà du tour, trempe la surface des pièces, impossibilité de refroidissement, pollution du tour même bien protégé surtout si il y a un bac de lubrifiant, et je le pire que vois c'est disque tournant "risque d'éclatement" en dessous du visage.
Mois je vois bien se procédé dans des cas difficiles comme couper des aciers trempés surtout en petit Ø.
Je trouve que c'est déjà difficile par des moyens classics c'est pas la peine dans rajouter.
Sur se bonne soirée.
@ +

brise-copeaux- complétement accro
- Messages : 830
Points : 1753
Date d'inscription : 09/01/2012
Age : 75
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tournage - Foire aux questions
![]() dh42 Mer 11 Jan 2012, 19:16
dh42 Mer 11 Jan 2012, 19:16
Je viens faire une petit insertion dans votre débat sur le tronçonnage qui une des pires saloperies à exécuter sur un tour.
brise-copeaux:
Si même toi tu trouve ça "galère" alors ça me rassure
Sur un petit tour de 150 à 200 Kg ça s'approche même de l'horreur et c'est vraiment stressant.
Merci pour ce rappel de toutes les règles qu'il faut essayer de ne pas oublier pour que ce ne soit pas trop la misère ..
Je rajouterais ; ne pas oublier de vérifier que les mors ne risquent pas de taper dans le porte outil avant la fin ... on a tendance à se mettre au plus près du mandrin pour tronçonner .... parfois un peu trop

Serrer les freins en Z et Z0 (trainard et chariot porte outil), et veiller à ce que le chariot porte outil ne soit pas sorti, ou le moins possible, toujours pour limiter le porte à faux.
++
David
Dernière édition par dh42 le Jeu 19 Jan 2012, 16:58, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Dan32 Jeu 12 Jan 2012, 17:26
Dan32 Jeu 12 Jan 2012, 17:26
brise-copeaux a écrit:Bonjour à tous.
9- ne jamais aller jusqu'au centre...ça c'est a vous de voir pour des petits Ø laisser un ---téton de 3mm,pour des grands Ø laisser un téton de 5 à 10mm...c'est souvent là qu'il y ---a des risque de tout pété car la pièce ondule dû a son poids.
@ +
Bonjour Brise-copeaux
Merci pour tous ces conseils biens utiles.
Pour le point 9, je suppose que tu termines à la scie à métaux?
@+ Dan32

Dan32- très actif
- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 65
Localisation : Belgique (région Charleroi)
Re: Tournage - Foire aux questions
![]() brise-copeaux Jeu 12 Jan 2012, 17:44
brise-copeaux Jeu 12 Jan 2012, 17:44
Salut Dan32,
Oui éventuellement mais bien souvent en la basculent dans les deux sens a la main elle vient tout seul.
C'est très souvent quand on arrive au centre que c'est critique car on ne peut plus atteindre la vitesse de coupe....c'est plutôt de l’arrachement de métal.
@ +
brise-copeaux- complétement accro
- Messages : 830
Points : 1753
Date d'inscription : 09/01/2012
Age : 75
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tournage - Foire aux questions
![]() brise-copeaux Jeu 12 Jan 2012, 17:55
brise-copeaux Jeu 12 Jan 2012, 17:55
Bonsoir,dh42 a écrit:Bonsoir,Je viens faire une petit insertion dans votre débat sur le tronçonnage qui une des pires saloperies à exécuter sur un tour.
brise-copeaux:
Si même toi tu trouve ça "galère" alors ça me rassure; je n'aime vraiment pas le tronçonnage..
Oui demande à tout les anciens pros, ils te dirons la même chose, maintenant avec les outils a plaquettes jetables c'est un peu moins stressant...quoique il faut faire gaffe quand même.
dh42 a écrit:
Je rajouterais ; ne pas oublier de vérifier que les mors ne risquent pas de taper dans le porte outil avant la fin ... on a tendance à se mettre au plus près du mandrin pour tronçonner .... parfois un peu trop
Serrer les freins en Z et Z0 (trainard et chariot porte outil), et veiller à ce que le chariot porte outil ne soit pas sorti, ou le moins possible, toujours pour limiter le porte à faux..
Oui tout a fait honte a moi de l'avoir oublié
@ +
brise-copeaux- complétement accro
- Messages : 830
Points : 1753
Date d'inscription : 09/01/2012
Age : 75
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tournage - Foire aux questions
![]() Totem Jeu 12 Jan 2012, 18:12
Totem Jeu 12 Jan 2012, 18:12
Oui demande à tout les anciens pros, ils te dirons la même chose, maintenant avec les outils a plaquettes jetables c'est un peu moins stressant...quoique il faut faire gaffe quand même.
En parlant de plaquettes hm, si vous avez une petite machine, je vous conseille de prendre des plaquettes pour alu pour tronçonner, même dans de l'acier. Elles dureront un peu moins longtemps il est vrai, mais les efforts de coupe et les vibrations seront moindres (angle de coupe plus faible)
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() brise-copeaux Jeu 12 Jan 2012, 20:10
brise-copeaux Jeu 12 Jan 2012, 20:10
Bonsoir,Totem a écrit:
Pour moi les cones ISO sont les mêmes que les cônes Standard Américain à la seule différence du taraudage en haut pour les cônes de fraisage, anglais ou métrique, mais le reste est identique. Je n'en suis pas sur du tout, si je me trompe, merci de me corriger!
++ Lionel
C'est les mêmes au point vu conicité, SA a une parti cylindrique taraudé au bout du cône certain ISO aussi le BT en n'a pas, il faut juste avoir une tige filetée un peu plus long mais tout ça c'est du pareil aux mêmes.
@ +
brise-copeaux- complétement accro
- Messages : 830
Points : 1753
Date d'inscription : 09/01/2012
Age : 75
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tournage - Foire aux questions
![]() dh42 Jeu 19 Jan 2012, 17:06
dh42 Jeu 19 Jan 2012, 17:06
Afin de garder sa lisibilité au sujet qui s'était quelque peu englué dans le hors sujet, j'ai déplacé les discussions dans les nouveau sujets ci-dessous
http://www.metabricoleur.com/t1731-tronconnage-a-la-disqueuse-ou-autre
http://www.metabricoleur.com/t1733-filetage-au-tourniquet
Les documents de cours fournis par Devoitine 520 ont désormais eux aussi leur sujet dédié.
http://www.metabricoleur.com/t1732-cours-et-corriges
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Totem Jeu 19 Jan 2012, 19:25
Totem Jeu 19 Jan 2012, 19:25
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() brise-copeaux Ven 20 Jan 2012, 00:09
brise-copeaux Ven 20 Jan 2012, 00:09
Lulu 21 a écrit:
petite remarque: j'ai commencé à utiliser des outils à plaquettes jetables et bien c'est pas comparable au niveau résultats par rapport au outils à plaquettes brasées et ceci même avec un petit tour dommage que leur cout soit si élevé
à+ Lulu

Bonsoir,
Souvent quand on achète un outil fileté brasé on crois qu'il utilisable tel quel et bien non même si c'est pour du bronze, laiton ou fonte il faut l'affûter.
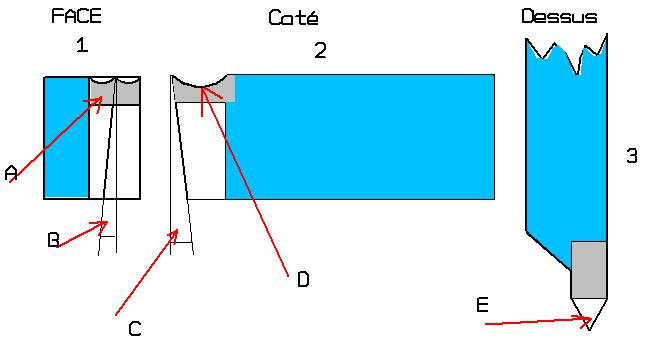
Pour fonte, laiton ou bronze il y a pas de cuillère a faire en D juste faire l'angle d'hélice en B de 5° à 8°, l'angle C de 3° a 5° et dé-talonnage en A de 1°a 3° c'est tout.
Pour les acier il faut faire une cuillère.
Les angles que je donne c'est des angles passe partout pour les acier courants il faut les réduire un peu pour les inox ou acier très dur.
Je ne suis pas trop fort en dessin et puis j'ai qu'un petit logiciel très simple mais je pense que c'est suffisant pour comprendre.
Si pas très clair dite le.
A-Angle dé-talonnage..1°a 3°
B-Angle d'hélice...5°a 8°
C-Angle d'attaque ou de dépouille..3°a 5°
D-Cuillère seulement pour acier ou inox
E-Angle du filet 55° ou 60°
Voila.
@ +
brise-copeaux- complétement accro
- Messages : 830
Points : 1753
Date d'inscription : 09/01/2012
Age : 75
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tournage - Foire aux questions
![]() dh42 Ven 20 Jan 2012, 00:33
dh42 Ven 20 Jan 2012, 00:33
Merci pour ces infos (il est très bien ton dessin
Pourrais tu nous en dire plus sur les types de meules qui doivent être utilisées pour l'affutage des outils HSS et Carbure brasé ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() brise-copeaux Ven 20 Jan 2012, 16:39
brise-copeaux Ven 20 Jan 2012, 16:39
Un petit pdf sur les abrasifs.
http://www.legrandcub.fr/fichiers/ABRASIF/INFORMATIONS%20TECHNIQUES/ABRASIFS%20AGGLOMERES.pdf
En gros meule branche pour les HSS et acier par exemple sous la plaquette brasée.
Et meule verte pour le carbure.
Moi j'ai une blanche de 80 de grains et une verte de 120 de grains, ce que est important c'est de bien entretenir ses meules ..je dirai en gros les dresser tout les 5/6 affûtages.
Il y a aussi les meules CNB dite diamant ça c'est plus pour ce qui on la chance d'avoir une affûteuse car a main levé c'est pas évident.
1- pour acier et HSS si vous travailler en HSS prenez deux grains différents
2- pour carbure
3- pour carbure sur affûteuse.
@ +

Dernière édition par brise-copeaux le Ven 20 Jan 2012, 18:56, édité 1 fois
brise-copeaux- complétement accro
- Messages : 830
Points : 1753
Date d'inscription : 09/01/2012
Age : 75
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Tournage - Foire aux questions
![]() dh42 Ven 20 Jan 2012, 18:39
dh42 Ven 20 Jan 2012, 18:39
Merci pour ces infos
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25078
Points : 37794
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Tournage - Foire aux questions
![]() Dan32 Ven 27 Jan 2012, 18:10
Dan32 Ven 27 Jan 2012, 18:10
J'ai lu que l'on pouvait fabriquer ses propres outils avec des barreaux carrés, comme la différence de prix peut aller du simple au double pour des barreaux de 10 par rapport à des barreaux de 16 ici, conseilleriez-vous d'utiliser les petits barreaux pour économiser ou au contraire favoriser la rigidité?
@+ Dan.
Dan32- très actif
- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 65
Localisation : Belgique (région Charleroi)
Re: Tournage - Foire aux questions
![]() Totem Ven 27 Jan 2012, 18:29
Totem Ven 27 Jan 2012, 18:29
Tailler des outils n'est pas vraiment une chose simple, il faut avoir le coup de main et les bonnes meules, si c'est juste pour un usage perso/tournage amateur, ce n'est pas ce qu'il y a de plus rentable! franchement si tu n'est pas sur de ton coup, je te conseille d'acheter des outils, ce n'est pas si cher.
Pour ce qui est de la taille du barreau, le problème sera le même si tu achètes des outils que si tu les tailles, je te dirais que ça dépend de ce que tu as comme machine.
Si tu as un tout petit tour d'établi, rien ne sert de prendre du 16 ou du 20, le tour sera tordu bien avant d'atteindre la limite des outils. Si en revanche c'est un bon gros tour de deux tonnes, tu sera vite décu par un barreau de 10 ou 12, cela va brider de moitié voire plus les performances de ton tour, et tu auras plus de vibrations.
En dehors de ça, pense aussi à vérifier que le barreau est compatible avec la machine, parfois les petits tours sont limités à 12, et sur les très vieux, il arrive au contraire de ne pas pouvoir monter assez le porte-outil pour mettre de petits outils.
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: Tournage - Foire aux questions
![]() Invité Ven 27 Jan 2012, 23:10
Invité Ven 27 Jan 2012, 23:10
Dan32 a écrit:Salut,
J'ai lu que l'on pouvait fabriquer ses propres outils avec des barreaux carrés, comme la différence de prix peut aller du simple au double pour des barreaux de 10 par rapport à des barreaux de 16 ici, conseilleriez-vous d'utiliser les petits barreaux pour économiser ou au contraire favoriser la rigidité?
@+ Dan.
Bonsoir
Quand tu auras appris la géométrie des outils de coupe , tu te rendras compte qu'il est difficile de fabriquer et d'affuter correctement les outils .
il faut avoir un touret spécial avec plan incliné réglable et rainure de guidage (cher ) , on peut affuter à main levée mais il faut beaucoup d'expérience , et encore on n'est pas sûr du résultat .
Il faut comparer ce qui le plus rentable :
_ barreaux + matériel d'affutage + temps perdu .
_ outils + plaquettes à jetter .
Il y a aussi le plaisir que l'on a en affutant ........
Cordialement

Invité- Invité
Re: Tournage - Foire aux questions
![]() Dan32 Sam 28 Jan 2012, 17:45
Dan32 Sam 28 Jan 2012, 17:45
@+ Dan.
Dan32- très actif
- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 65
Localisation : Belgique (région Charleroi)
Re: Tournage - Foire aux questions
![]() Dan32 Jeu 22 Mar 2012, 15:21
Dan32 Jeu 22 Mar 2012, 15:21
Petite question
J'ai constaté que la prise dans le mandrin laisse facilement des marques sur la pièce, je suppose que si l'on veut travailler les deux côtés d'une pièce vous utilisez des mords doux?
Question: en l'absence de ces mords, ne peut-on pas envisager d'enrober la partie de la pièce qui se trouve dans le mandrin avec une tôle en zinc, ou en cuivre ou plus malléable en plomb (style chute de solin)?
Merci.
@+ Dan.
Dan32- très actif
- Messages : 268
Points : 733
Date d'inscription : 09/11/2011
Age : 65
Localisation : Belgique (région Charleroi)
Re: Tournage - Foire aux questions
![]() Invité Jeu 22 Mar 2012, 17:56
Invité Jeu 22 Mar 2012, 17:56
Le principe des mors doux c'est de réaliser dans ceux ci un alésage (pour reprise sur diamètre extérieur ) ou un arbre ( pour reprise sur diamètre intérieur ) qui a les dimensions de la partie sur laquelle on serre , ainsi l'axe de la pièce se confond avec l'axe du tour donc la partie que l'on tourne apres est rigoureusement concentrique avec la partie sérrée ( celà dépend de la qualité d'usinage des mors doux ) .
je n'ai pas bien compris votre question , ni quel est le but a attendre .
rien a part les pinces ou les mandrins de reprises ne peut se substituer aux mors doux .
normalement les mors doux ne font pas de marque sur la partie sérrée .
si vous enrobez la pièce avec une matière tendre elle sera protégée , mais le faux rond des mors durs subsistera .
il est toujours possible de compenser le faux rond des mors durs avec des cales , mais c'est tres fastidieux et le résultat incertain car la pièce peut bouger pendant l'usinage .
les mors doux conviennent tres bien pour la reprise de pièces en série .
au départ dans l'équipement du tour il convient d'acheter un mandrin adapté aux mors doux qui sont moins onéreux que les autres moyen de reprise .
cordialement
Invité- Invité
Re: Tournage - Foire aux questions
![]() brise-copeaux Jeu 22 Mar 2012, 18:32
brise-copeaux Jeu 22 Mar 2012, 18:32
Dan32 a écrit:Bonjour,
Petite question:
J'ai constaté que la prise dans le mandrin laisse facilement des marques sur la pièce, je suppose que si l'on veut travailler les deux côtés d'une pièce vous utilisez des mords doux?
Salut Dan
Il faut d'abord voir si c'est possible d'usiner la pièce finie en une seul fois et couper ensuite cela est souvent possible et évite les mords doux.
Un truc super costaud et souple qui ne marque pas c'est les cannettes de se que tu veux.Dan32 a écrit:
Question: en l'absence de ces mords, ne peut-on pas envisager d'enrober la partie de la pièce qui se trouve dans le mandrin avec une tôle en zinc, ou en cuivre ou plus malléable en plomb (style chute de solin)?
@+ Dan.
@ +
brise-copeaux- complétement accro
- Messages : 830
Points : 1753
Date d'inscription : 09/01/2012
Age : 75
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Page 4 sur 5 • 1, 2, 3, 4, 5

 Sujets similaires
Sujets similaires» tournage , matière première et fabrication appareil tournage sphérique
» Taraudage M3 foiré !!
» Foire de Paris 2015
» Scie à format maison, suite et fin.