






Paramètres de coupe
3 participants
Page 1 sur 1

 Paramètres de coupe
Paramètres de coupe
![]() SD 31 Jeu 26 Nov 2015 - 20:37
SD 31 Jeu 26 Nov 2015 - 20:37
Bonsoir
je voudrais savoir quel paramètres de coupe vous utilisez dans un cycle de poche pour de l'alu avec vos portiques en alu ou en acier.
Stéph
Merci
je voudrais savoir quel paramètres de coupe vous utilisez dans un cycle de poche pour de l'alu avec vos portiques en alu ou en acier.
Stéph
Merci

SD 31- acharné du forum

- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42

Re: Paramètres de coupe
![]() F6FCO Jeu 26 Nov 2015 - 23:59
F6FCO Jeu 26 Nov 2015 - 23:59
Pour ma part avec mon moteur de broche qui ne tourne pas vite (3000tr) pour l'alu je prends une avance de 240 et une entrée dans la matière de 50.

F6FCO- complétement accro

- Messages : 4636
Points : 6890
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

Re: Paramètres de coupe
![]() SD 31 Ven 27 Nov 2015 - 0:05
SD 31 Ven 27 Nov 2015 - 0:05
F6FCO a écrit:Pour ma part avec mon moteur de broche qui ne tourne pas vite (3000tr) pour l'alu je prends une avance de 240 et une entrée dans la matière de 50.
OK
Et pour un cycle de poche tu fais une finition ?
Merci
Steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Paramètres de coupe
![]() dh42 Ven 27 Nov 2015 - 0:51
dh42 Ven 27 Nov 2015 - 0:51
Salut,
Rotation et avances dépendent du Ø de fraise, du nb de dents, de sa longueur, de sa matière etc ....
Si ses infos ne sont pas fournies, ça n'est pas utilisable.
En plus de ça, les alu sont très différents les uns des autres en dureté et comportement à l'usinage ; donc il faudrait aussi connaitre la nuance !
Pas simple de définir des paramètres d'usinage comme ça ; il vaut mieux en passer par la méthode "réglementaire" et affiner ensuite en fonction du comportement de la machine.
http://www.metabricoleur.com/t1259p7-calcul-de-parametres-de-coupe#102612
si tu veux plus sophistiqué, il y a celui-ci, utilisable en ligne
http://zero-divide.net/index.php?page=fswizard&shell_id=199
++
David
Rotation et avances dépendent du Ø de fraise, du nb de dents, de sa longueur, de sa matière etc ....
Si ses infos ne sont pas fournies, ça n'est pas utilisable.
En plus de ça, les alu sont très différents les uns des autres en dureté et comportement à l'usinage ; donc il faudrait aussi connaitre la nuance !
Pas simple de définir des paramètres d'usinage comme ça ; il vaut mieux en passer par la méthode "réglementaire" et affiner ensuite en fonction du comportement de la machine.
http://www.metabricoleur.com/t1259p7-calcul-de-parametres-de-coupe#102612
si tu veux plus sophistiqué, il y a celui-ci, utilisable en ligne
http://zero-divide.net/index.php?page=fswizard&shell_id=199
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() SD 31 Ven 27 Nov 2015 - 1:27
SD 31 Ven 27 Nov 2015 - 1:27
dh42 a écrit:Salut,
Rotation et avances dépendent du Ø de fraise, du nb de dents, de sa longueur, de sa matière etc ....
Si ses infos ne sont pas fournies, ça n'est pas utilisable.
En plus de ça, les alu sont très différents les uns des autres en dureté et comportement à l'usinage ; donc il faudrait aussi connaitre la nuance !
Pas simple de définir des paramètres d'usinage comme ça ; il vaut mieux en passer par la méthode "réglementaire" et affiner ensuite en fonction du comportement de la machine.
http://www.metabricoleur.com/t1259p7-calcul-de-parametres-de-coupe#102612
si tu veux plus sophistiqué, il y a celui-ci, utilisable en ligne
http://zero-divide.net/index.php?page=fswizard&shell_id=199 il
++
David
Je croyais avoir résolu mon problème de détourage intérieure, mais faut croire que non. En détourage extérieur j'ai environ 3/100eme d'erreur et en intérieur 15/10eme.
Moi mes paramètres de coupes vc 250 m/min fraise de 6mm 2 dents et avance par dent de 0.02mm, ap 0.5 et ae 3.
J'ai essayé en opposition et en avalant avec finition inversé et double passe de finition.
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Paramètres de coupe
![]() dh42 Ven 27 Nov 2015 - 2:02
dh42 Ven 27 Nov 2015 - 2:02
Je croyais avoir résolu mon problème de détourage intérieure, mais faut croire que non. En détourage extérieur j'ai environ 3/100eme d'erreur et en intérieur 15/10eme.
je doute, ça fait 1.5mm !!
Ça ne peux pas être un pb de calibrage, pour une même cote l'erreur serait la même que ce soit en intérieur ou en extérieur (sur un axe donné).
Si l'erreur est proportionnelle à la taille de l'usinage, c'est un pb de calibrage machine ; si l'erreur est indépendante de la taille, c'est un pb de Ø de fraise, de flexion outil/machine, de jeu .. de pièce qui bouge ... tout ceci à condition qu'il n'y ai pas d'erreur dans le Gcode ... ni de pertes de pas ou autre pb électroniques (parasites)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() F6FCO Sam 28 Nov 2015 - 15:09
F6FCO Sam 28 Nov 2015 - 15:09
SD 31 a écrit:
Et pour un cycle de poche tu fais une finition ?
Je fais une première poche en ébauche avec une surépaisseur de 0,5 et une fraise d'ébauche. Ensuite je la refais en finition avec une fraise 4 dents pour alu et surépaisseur à 0.
F6FCO- complétement accro
- Messages : 4636
Points : 6890
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Paramètres de coupe
![]() SD 31 Mer 2 Déc 2015 - 17:21
SD 31 Mer 2 Déc 2015 - 17:21
dh42 a écrit:Je croyais avoir résolu mon problème de détourage intérieure, mais faut croire que non. En détourage extérieur j'ai environ 3/100eme d'erreur et en intérieur 15/10eme.
je doute, ça fait 1.5mm !!ça doit plutôt être 15/100 soit 0.15mm, ce qui est déjà beaucoup.
Ça ne peux pas être un pb de calibrage, pour une même cote l'erreur serait la même que ce soit en intérieur ou en extérieur (sur un axe donné).
Si l'erreur est proportionnelle à la taille de l'usinage, c'est un pb de calibrage machine ; si l'erreur est indépendante de la taille, c'est un pb de Ø de fraise, de flexion outil/machine, de jeu .. de pièce qui bouge ... tout ceci à condition qu'il n'y ai pas d'erreur dans le Gcode ... ni de pertes de pas ou autre pb électroniques (parasites)
++
David
Bonsoir
je met en pièces jointes un fichier g-code voir si ii y'a pas souci, il vient directement de ninos, apparement la FAO fonctionne avec du iso standard.
y'a un gars qui ma dit que y'a de forte chance que sa marche aussi avec mach 3.
Donc c'est une poche intérieur de 22 mm avec une passe de finition à la fin avec une fraise de 5
Stéph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Paramètres de coupe
![]() dh42 Mer 2 Déc 2015 - 20:08
dh42 Mer 2 Déc 2015 - 20:08
Salut,
Le Gcode est Ok pour ce qui est des dimensions de la pièce, mais les parcours sont de mauvaise qualité ; ce ne sont que des G1, pas un seul arc et donc il y a une multitude de petits segments droits. Si c'est comme avec CB, ça doit venir de ta forme de départ (ton cercle) qui ne dois pas être un "vrai" cercle.
ton dessin à été fait sur quel soft avant d'être utilisé pour faire un Gcode ?
++
David
Le Gcode est Ok pour ce qui est des dimensions de la pièce, mais les parcours sont de mauvaise qualité ; ce ne sont que des G1, pas un seul arc et donc il y a une multitude de petits segments droits. Si c'est comme avec CB, ça doit venir de ta forme de départ (ton cercle) qui ne dois pas être un "vrai" cercle.
ton dessin à été fait sur quel soft avant d'être utilisé pour faire un Gcode ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() SD 31 Mer 2 Déc 2015 - 20:17
SD 31 Mer 2 Déc 2015 - 20:17
Salut
Le dessin est fait avec ninos, faudrait que j'essaye avec un autre logiciel de cao ? C'est quel G qui irait bien ?
Steph
Le dessin est fait avec ninos, faudrait que j'essaye avec un autre logiciel de cao ? C'est quel G qui irait bien ?
Steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Paramètres de coupe
![]() dh42 Mer 2 Déc 2015 - 20:57
dh42 Mer 2 Déc 2015 - 20:57
en fait un cercle ou arc de cercle c'est censé être en G2 ou G3 ; sur CB un cercle est constitué de 3 arcs (donc seulement 3 lignes de Gcode en G2 ou G3)
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() SD 31 Ven 4 Déc 2015 - 20:44
SD 31 Ven 4 Déc 2015 - 20:44
Bonsoirdh42 a écrit:en fait un cercle ou arc de cercle c'est censé être en G2 ou G3 ; sur CB un cercle est constitué de 3 arcs (donc seulement 3 lignes de Gcode en G2 ou G3)
++
David
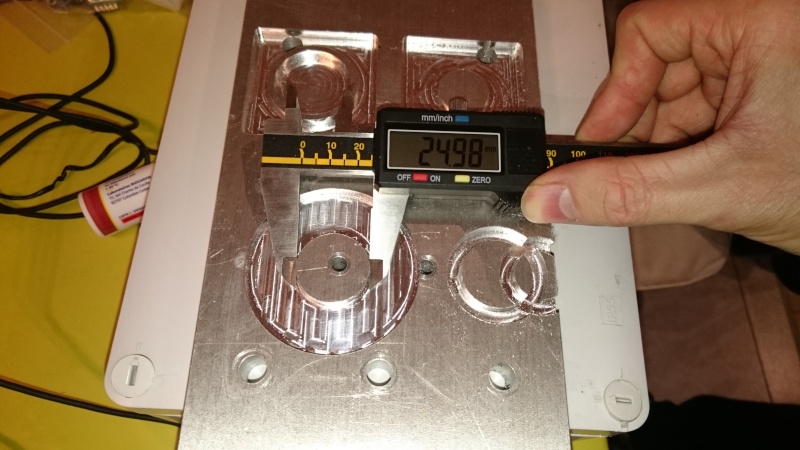
voila en photo mon souci en photo après peut être que c'est moi qui prend mal les cotes avec un pied à coulisse en intérieur ???
voila une cercle de 25 mm en exterieur mesure en horizontale et verticale
vitesse de coupe 1114 mm/min avance par dent 0.03 vitesse de rotation 19000tr, passe de 1mm, finition 0.2 mm.
 ,
, 
un cercle en intérieur de 60 mm même paramètres de coupe que ci dessus

 .
.La je vois pas trop un problème de flexion je l'aurais aussi dans les 2 cas non ?
Stéph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Paramètres de coupe
![]() dh42 Ven 4 Déc 2015 - 21:19
dh42 Ven 4 Déc 2015 - 21:19
Salut,
prendre une cote intérieur précise avec un pied à coulisse, ce n'est pas gagné, surtout si en plus c'est une pioche made in RPC (plein de jeu + finition des becs minable) .. et c'est encore plus délicat sur un alésage peu profond comme le tien.
Un pied à coulisse c'est fait pour travailler au 1/20ieme, pas au 1/100ieme. En plus de ça, tes becs doivent être parfaitement perpendiculaire au fond quand tu prends ta mesure (sur les 2 plans)
Si tu veux faire des test plus fiables, commence déjà par tester sur un carré au lieu d'un cercle, ce sera bien plus simple à mesurer et tu éliminera les 2 erreurs dut à la fois au fait que si tu a mesuré comme sur la photo, alors tes becs ne portent pas correctement, ils devraient être positionnés comme expliqué ci-dessus, et en plus tu à le défaut liée à la forme des becs eux mêmes, qui ne sont pas fait pour mesurer des cotes intérieures cylindriques.
http://www.metabricoleur.com/t4432p90-restauration-fraiseuse-syderic-sf120ub-terminee#94033

++
David
prendre une cote intérieur précise avec un pied à coulisse, ce n'est pas gagné, surtout si en plus c'est une pioche made in RPC (plein de jeu + finition des becs minable) .. et c'est encore plus délicat sur un alésage peu profond comme le tien.
Un pied à coulisse c'est fait pour travailler au 1/20ieme, pas au 1/100ieme. En plus de ça, tes becs doivent être parfaitement perpendiculaire au fond quand tu prends ta mesure (sur les 2 plans)
Si tu veux faire des test plus fiables, commence déjà par tester sur un carré au lieu d'un cercle, ce sera bien plus simple à mesurer et tu éliminera les 2 erreurs dut à la fois au fait que si tu a mesuré comme sur la photo, alors tes becs ne portent pas correctement, ils devraient être positionnés comme expliqué ci-dessus, et en plus tu à le défaut liée à la forme des becs eux mêmes, qui ne sont pas fait pour mesurer des cotes intérieures cylindriques.
http://www.metabricoleur.com/t4432p90-restauration-fraiseuse-syderic-sf120ub-terminee#94033
pas de coupe, vitesse d'avancevitesse de coupe 1114 mm/min
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() SD 31 Sam 5 Déc 2015 - 11:32
SD 31 Sam 5 Déc 2015 - 11:32
dh42 a écrit:Salut,
prendre une cote intérieur précise avec un pied à coulisse, ce n'est pas gagné, surtout si en plus c'est une pioche made in RPC (plein de jeu + finition des becs minable) .. et c'est encore plus délicat sur un alésage peu profond comme le tien.
Un pied à coulisse c'est fait pour travailler au 1/20ieme, pas au 1/100ieme. En plus de ça, tes becs doivent être parfaitement perpendiculaire au fond quand tu prends ta mesure (sur les 2 plans)
Si tu veux faire des test plus fiables, commence déjà par tester sur un carré au lieu d'un cercle, ce sera bien plus simple à mesurer et tu éliminera les 2 erreurs dut à la fois au fait que si tu a mesuré comme sur la photo, alors tes becs ne portent pas correctement, ils devraient être positionnés comme expliqué ci-dessus, et en plus tu à le défaut liée à la forme des becs eux mêmes, qui ne sont pas fait pour mesurer des cotes intérieures cylindriques.
http://www.metabricoleur.com/t4432p90-restauration-fraiseuse-syderic-sf120ub-terminee#94033pas de coupe, vitesse d'avancevitesse de coupe 1114 mm/min
++
David
Oui mon PAC c'est un premier prix, dans un carré les cotes sont bonnes...
En tous cas merci de ces infos.
pas de coupe, vitesse d'avancevitesse de coupe 1114 mm/min
vitesse d'avance pardon...
Stéph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Paramètres de coupe
![]() dh42 Sam 5 Déc 2015 - 15:37
dh42 Sam 5 Déc 2015 - 15:37
Salut,
Ok, donc c'est un pb de prise de cote ... heureusement, sinon ce serait difficile à expliquer cette différence intérieur/extérieur. Même avec le Mitu les cotes sur un alésage ça reste imprécis ; en usinage manuel ça suffit pour l'approche, mais pour faire une cote à 0.05 ou mieux il faut passer au micromètre d'intérieur, ou si c'est de la série, il faut faire ou acheter un tampon de contrôle. (une bague dans ton cas, car un tampon ne passera pas)
++
David
Oui mon PAC c'est un premier prix, dans un carré les cotes sont bonnes...
Ok, donc c'est un pb de prise de cote
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Paramètres de coupe
![]() SD 31 Sam 5 Déc 2015 - 16:34
SD 31 Sam 5 Déc 2015 - 16:34
Ok
merci
généralement je fais un interieur de 22.05 et j'arrive à rentre un roulement à la main de 22 mm en appuyant un peux.
Merci
Stéph
merci
généralement je fais un interieur de 22.05 et j'arrive à rentre un roulement à la main de 22 mm en appuyant un peux.
Merci
Stéph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42

 Sujets similaires
Sujets similaires» Paramètres de coupe
» Paramètres de coupe?
» Calcul de paramètres de coupe
» parametres de coupe coherents ?
» Recueil des paramètres de coupe des différentes CNC
» Paramètres de coupe?
» Calcul de paramètres de coupe
» parametres de coupe coherents ?
» Recueil des paramètres de coupe des différentes CNC
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum