






desactiver correction rayon d'outil
2 participants
Page 1 sur 1

 desactiver correction rayon d'outil
desactiver correction rayon d'outil
![]() pierre2410 Ven 8 Déc 2017 - 15:39
pierre2410 Ven 8 Déc 2017 - 15:39
Salut à tous
Depuis un petit moment, j'ai un problème d'offset sur ma machine (mes pieces faisaient à chaque fois 3 ou 4 dixieme de +), j'avais réinstaller mach3, c'etait de nouveau ok, mais c'est réapparu après
et là je me suis apercu que le bouton jaune "correction de rayon d'outil" etait allumé (au milieu de l'ecran, à droite de l'axe A)
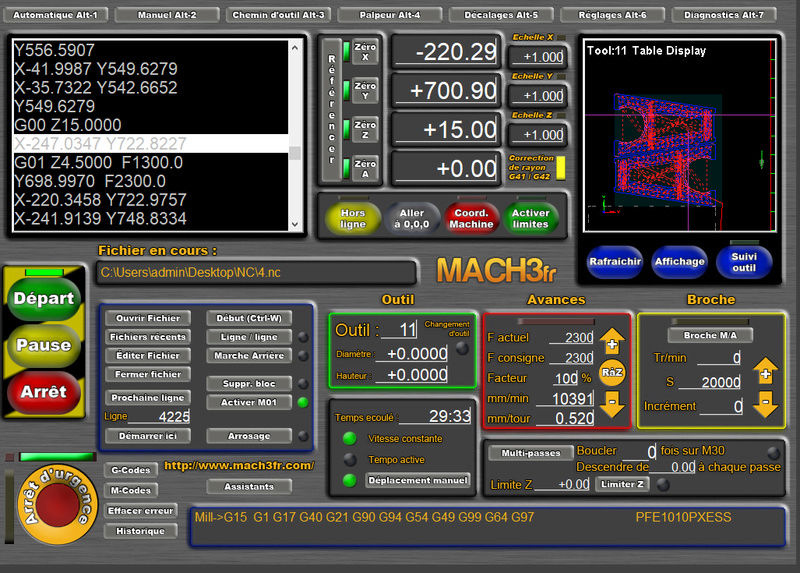
savez vous comment on le desactive ? je n'ai pas trouvé ...
merci d'avance
Pierre
Depuis un petit moment, j'ai un problème d'offset sur ma machine (mes pieces faisaient à chaque fois 3 ou 4 dixieme de +), j'avais réinstaller mach3, c'etait de nouveau ok, mais c'est réapparu après
et là je me suis apercu que le bouton jaune "correction de rayon d'outil" etait allumé (au milieu de l'ecran, à droite de l'axe A)
savez vous comment on le desactive ? je n'ai pas trouvé ...
merci d'avance
Pierre

pierre2410- très actif

- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 44
Localisation : chalon sur saone

Re: desactiver correction rayon d'outil
![]() dh42 Ven 8 Déc 2017 - 16:19
dh42 Ven 8 Déc 2017 - 16:19
Salut,
Il y a un bouton Décalage outil M/A sur l'écran Décalage ; c'est peut être ça ? ... pour ma part je ne parviens pas à l'activer, donc pas sûr.
Ton Gcode est fait avec quel soft ? ça ne ressemble pas à du Gcode fait par CamBam, la syntaxe est bizare
Trouve tu des G41/G42, G43 Hxxx dans ton Gcode ? ; en principe c'est ce qui active les décalages outils ; un G40 les désactive.
Il y a aussi un réglage dans la config générale ; assure toi que "Disable Gouge/Concavity Checks" soit coché (Désactiver vérification G41/G42 sur la VF)
++
David
Il y a un bouton Décalage outil M/A sur l'écran Décalage ; c'est peut être ça ? ... pour ma part je ne parviens pas à l'activer, donc pas sûr.
Ton Gcode est fait avec quel soft ? ça ne ressemble pas à du Gcode fait par CamBam, la syntaxe est bizare
Trouve tu des G41/G42, G43 Hxxx dans ton Gcode ? ; en principe c'est ce qui active les décalages outils ; un G40 les désactive.
Il y a aussi un réglage dans la config générale ; assure toi que "Disable Gouge/Concavity Checks" soit coché (Désactiver vérification G41/G42 sur la VF)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25112
Points : 37828
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: desactiver correction rayon d'outil
![]() dh42 Ven 8 Déc 2017 - 16:43
dh42 Ven 8 Déc 2017 - 16:43
Re
Et bien en fait, la LED à droite de la visu de l'axe A n'a rien à voir avec la correction d'outil G41/G42 ; jazial s'est planté sur son interface ; cette LED correspond à l’activation du décalage de l'axe de rotation du 4ième axe. (vu en regardant le code de la LED dans MachScreen)
Pour qu'elle s'éteigne, il faut une valeur de 0 dans Diamètre des axes rotatifs pour le A sur la page Réglages.
Pas sûr que ce soit ça qui te créé ton problème de décalage ; ça ne devrait pas avoir d'influence en 3 axes XYZ.
++
David
Et bien en fait, la LED à droite de la visu de l'axe A n'a rien à voir avec la correction d'outil G41/G42 ; jazial s'est planté sur son interface ; cette LED correspond à l’activation du décalage de l'axe de rotation du 4ième axe. (vu en regardant le code de la LED dans MachScreen)
Pour qu'elle s'éteigne, il faut une valeur de 0 dans Diamètre des axes rotatifs pour le A sur la page Réglages.
Pas sûr que ce soit ça qui te créé ton problème de décalage ; ça ne devrait pas avoir d'influence en 3 axes XYZ.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25112
Points : 37828
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: desactiver correction rayon d'outil
![]() pierre2410 Ven 8 Déc 2017 - 18:01
pierre2410 Ven 8 Déc 2017 - 18:01
merci david
j'ai regardé mais je n'ai pas de G41/G42
j'ai utilisé rhinocam pour generer le Gcode qui créé ce décalage, en effet qd j'utilise cambam, je n'ai pas ce décalage
voila mon fichier rhinocam :
(j'ai essayé de rajouté G40 apres mais ca fait pareil, bizarre je vois pas ce qui crée ce décalage)
j'ai regardé mais je n'ai pas de G41/G42
j'ai utilisé rhinocam pour generer le Gcode qui créé ce décalage, en effet qd j'utilise cambam, je n'ai pas ce décalage
voila mon fichier rhinocam :
(j'ai essayé de rajouté G40 apres mais ca fait pareil, bizarre je vois pas ce qui crée ce décalage)
- Code:
G00 G49 G40.1 G17 G80 G50 G90
G21
(int)
M6 T1
M03 S20000
G00 Z30.0000
X-11.5000 Y25.0000
G01 Z4.5000 F1500.0
Y38.5000 F3000.0
X-38.5000
Y11.5000
X-11.5000
Y25.0000
Z0.0000
Y38.5000
X-21.5000
Z2.0000
X-28.5000
Z0.0000
X-38.5000
Y11.5000
X-28.5000
Z2.0000
X-21.5000
Z0.0000
X-11.5000
Y25.0000
G00 Z30.0000
(ext)
X-25.0000 Y-1.5000
G01 Z4.5000 F1500.0
X-50.0000 F3000.0
G17
G02X-51.5000Y0.0000I0.0000J1.5000
G01 Y50.0000
G02X-50.0000Y51.5000I1.5000J0.0000
G01 X0.0000
G02X1.5000Y50.0000I0.0000J-1.5000
G01 Y0.0000
G02X0.0000Y-1.5000I-1.5000J0.0000
G01 X-25.0000
Z0.0000
X-50.0000
G02X-51.5000Y0.0000I0.0000J1.5000
G01 Y4.8333
Z2.0000
Y11.8333
Z0.0000
Y50.0000
G02X-50.0000Y51.5000I1.5000J0.0000
G01 X-28.5000
Z2.0000
X-21.5000
Z0.0000
X0.0000
G02X1.5000Y50.0000I0.0000J-1.5000
G01 Y11.8333
Z2.0000
Y4.8333
Z0.0000
Y0.0000
G02X0.0000Y-1.5000I-1.5000J0.0000
G01 X-25.0000
G00 Z30.0000
M5 M9
M30
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 44
Localisation : chalon sur saone
Re: desactiver correction rayon d'outil
![]() pierre2410 Ven 8 Déc 2017 - 18:02
pierre2410 Ven 8 Déc 2017 - 18:02
au fait j'ai bien coché "Désactiver vérification G41/G42 sur la VF" alors quil ny etait pas , il faut peut etre redemarrer mach3 pour que ce soit pris en compte nan ? je réssaierais demain
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 44
Localisation : chalon sur saone
Re: desactiver correction rayon d'outil
![]() dh42 Ven 8 Déc 2017 - 21:18
dh42 Ven 8 Déc 2017 - 21:18
Salut,
Je ne sais pas si c'est en rapport, mais Mach3 ne connais pas le code G40.1 ; il doit être remplacé par G40 ; il faut modifier ton post pro Mach3 dans ta FAO.
++
David
Je ne sais pas si c'est en rapport, mais Mach3 ne connais pas le code G40.1 ; il doit être remplacé par G40 ; il faut modifier ton post pro Mach3 dans ta FAO.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25112
Points : 37828
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: desactiver correction rayon d'outil
![]() pierre2410 Dim 10 Déc 2017 - 17:50
pierre2410 Dim 10 Déc 2017 - 17:50
j'ai remplacé G40.1 par G40 mais c'est exactement pareil, ca ne doit venir de ca, c'est bizarre ...
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 44
Localisation : chalon sur saone
Re: desactiver correction rayon d'outil
![]() dh42 Dim 10 Déc 2017 - 23:40
dh42 Dim 10 Déc 2017 - 23:40
Salut,
Dans ce cas, et vu qu'il n'y a aucun correcteur d'outil dans le Gcode (G41/42), c'est que la correction est intégrée dans les parcours d'outil, comme sur CamBam, et donc, à mon avis, c'est dans RhinoCAM que tu a un réglage qui déconne et qui ajoute cette correction.
Il faudrait faire un Gcode sur CB et un sur Rhino, avec le même dessin ; par exemple un simple contour sur un carré centré sur le 0,0 avec une fraise du même Ø, et comparer les Gcodes. Je ne peux pas savoir si le Gcode te ton précédant message est juste ou non, car je ne sais ni quelle est la taille qu'est censée avoir ta pièce, ni quel est le Ø de la fraise utilisée pour faire le Gcode.
++
David
Dans ce cas, et vu qu'il n'y a aucun correcteur d'outil dans le Gcode (G41/42), c'est que la correction est intégrée dans les parcours d'outil, comme sur CamBam, et donc, à mon avis, c'est dans RhinoCAM que tu a un réglage qui déconne et qui ajoute cette correction.
Il faudrait faire un Gcode sur CB et un sur Rhino, avec le même dessin ; par exemple un simple contour sur un carré centré sur le 0,0 avec une fraise du même Ø, et comparer les Gcodes. Je ne peux pas savoir si le Gcode te ton précédant message est juste ou non, car je ne sais ni quelle est la taille qu'est censée avoir ta pièce, ni quel est le Ø de la fraise utilisée pour faire le Gcode.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25112
Points : 37828
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: desactiver correction rayon d'outil
![]() pierre2410 Jeu 28 Déc 2017 - 17:14
pierre2410 Jeu 28 Déc 2017 - 17:14
salut david,
ca y est j'ai enfin trouvé le temps de faire le test que tu m'as dit
j'ai remplacé le G40.1 de rhino par G40 mais pareil j'ai toujours de l'offset
J'ai fait un carré de 10cmx10cm (le coin inferieur droit sur le 0) sur rhino et sur cambam pour voir la difference des Gcodes :
le gcode rhino :
le Gcode Cambam:
sur cambam, jai les bonnes cotes, et sur rhino j'ai 6/10e de mm en + (avant j'avais moins bizaremment, peut etre 4/10)
est ce que tu vois quelquechose de pas normal dans le Gcode ?
ca y est j'ai enfin trouvé le temps de faire le test que tu m'as dit
j'ai remplacé le G40.1 de rhino par G40 mais pareil j'ai toujours de l'offset
J'ai fait un carré de 10cmx10cm (le coin inferieur droit sur le 0) sur rhino et sur cambam pour voir la difference des Gcodes :
le gcode rhino :
- Code:
G00 G49 G40 G17 G80 G50 G90
G21
(ext)
M6 T2
M03 S20000
G00 Z30.0000
X-50.0000 Y-3.0000
G01 Z0.0000 F1500.0
X-100.0000 F3000.0
G17
G02X-103.0000Y0.0000I0.0000J3.0000
G01 Y100.0000
G02X-100.0000Y103.0000I3.0000J0.0000
G01 X0.0000
G02X3.0000Y100.0000I-0.0000J-3.0000
G01 Y0.0000
G02X0.0000Y-3.0000I-3.0000J0.0000
G01 X-50.0000
G00 Z30.0000
M5 M9
M30
le Gcode Cambam:
- Code:
( Made using CamBam - http://www.cambam.co.uk )
( test 12/28/2017 5:01:56 PM )
( T0 : 6.0 )
G21 G90 G64 G40
G0 Z30.0
( T0 : 6.0 )
T0 M6
( Contour1 )
G17
M3 S1000
G0 X3.0 Y0.0
G0 Z19.0
G1 F1000.0 Z0.0
G1 F3000.0 Y100.0
G3 X0.0 Y103.0 I-3.0 J0.0
G1 X-100.0
G3 X-103.0 Y100.0 I0.0 J-3.0
G1 Y0.0
G3 X-100.0 Y-3.0 I3.0 J0.0
G1 X0.0
G3 X3.0 Y0.0 I0.0 J3.0
G0 Z30.0
M5
M30
sur cambam, jai les bonnes cotes, et sur rhino j'ai 6/10e de mm en + (avant j'avais moins bizaremment, peut etre 4/10)
est ce que tu vois quelquechose de pas normal dans le Gcode ?
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 44
Localisation : chalon sur saone
Re: desactiver correction rayon d'outil
![]() dh42 Jeu 28 Déc 2017 - 22:24
dh42 Jeu 28 Déc 2017 - 22:24
Salut,
Si j'ouvre les 2 Gcode directement dans CamBam (Objet fichier Gcode > http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/BackPlotting.htm ) les parcours d'outil des 2 Gcodes se superposent exactement, donc les parcours sont OK, il doit y avoir un souci avec les codes d'initialisation de la première ligne.
Édite ton Gcode Rhino avec un éditeur de texte et supprime les codes qui ne sont pas dans le Gcode CamBam pour voir ; il s'agit des codes: G00, G49, G80 et G50 et relance un usinage. Je doute que ça fasse quelque chose, car G49, G50 et G80 sont tous des codes de RAZ (longueur outil, échelle, cycle de perçage) ; le G00 seul ne veux rien dire pour Mach3.
++
David
Si j'ouvre les 2 Gcode directement dans CamBam (Objet fichier Gcode > http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/BackPlotting.htm ) les parcours d'outil des 2 Gcodes se superposent exactement, donc les parcours sont OK, il doit y avoir un souci avec les codes d'initialisation de la première ligne.
Édite ton Gcode Rhino avec un éditeur de texte et supprime les codes qui ne sont pas dans le Gcode CamBam pour voir ; il s'agit des codes: G00, G49, G80 et G50 et relance un usinage. Je doute que ça fasse quelque chose, car G49, G50 et G80 sont tous des codes de RAZ (longueur outil, échelle, cycle de perçage) ; le G00 seul ne veux rien dire pour Mach3.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25112
Points : 37828
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: desactiver correction rayon d'outil
![]() pierre2410 Mar 9 Jan 2018 - 16:35
pierre2410 Mar 9 Jan 2018 - 16:35
jai refait quelques test cet apres midi:
En fait j'ai progressivement remplacé les éléments du fichier CB qui est bon dans celui de rhino
d'abord l'entête -> ca n'a rien changé
M6 T2 par T0 M6 -> pas de changements
tous les G01, G00 par G0 , G1 -> pas de changements
du coup j'ai copié cette partie du fichier de CB vers le fichier .nc de Rhino, et là c'est bon, mais je ne vois pas où est le problème :
PARTIE CB OK :
PARTIE RHINO QUI CREE UN OFFSET :
as tu une idée ?
En fait j'ai progressivement remplacé les éléments du fichier CB qui est bon dans celui de rhino
d'abord l'entête -> ca n'a rien changé
M6 T2 par T0 M6 -> pas de changements
tous les G01, G00 par G0 , G1 -> pas de changements
du coup j'ai copié cette partie du fichier de CB vers le fichier .nc de Rhino, et là c'est bon, mais je ne vois pas où est le problème :
PARTIE CB OK :
- Code:
G0 X3.0 Y0.0
G0 Z10.0
G1 F1000.0 Z0.0
G1 F2500.0 Y50.0
G3 X0.0 Y53.0 I-3.0 J0.0
G1 X-50.0
G3 X-53.0 Y50.0 I0.0 J-3.0
G1 Y0.0
G3 X-50.0 Y-3.0 I3.0 J0.0
G1 X0.0
G3 X3.0 Y0.0 I0.0 J3.0
G0 Z20.0
M5
M30
PARTIE RHINO QUI CREE UN OFFSET :
- Code:
X-25.0 Y-3.0
G1 Z0.0 F1000.0
X-50.0 F2500.0
G2 X-53.0Y0.0I0.0J3.0
G1 Y50.0
G2 X-50.0Y53.0I3.0J0.0
G1 X0.0
G2 X3.0Y50.0I0.0J-3.0
G1 Y0.0
G2 X0.0Y-3.0I-3.0J0.0
G1 X-25.0
G0 Z20.0
M5 M9
M30
as tu une idée ?
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 44
Localisation : chalon sur saone
Re: desactiver correction rayon d'outil
![]() dh42 Mer 10 Jan 2018 - 2:26
dh42 Mer 10 Jan 2018 - 2:26
Salut,
Tout ce qui change, c'est qu'avec le Gcode Rhino, tu usine en avalant et avec le Gcode CamBam tu usine en opposition (c'était le cas aussi sur les 2 Gcodes précédents) ; ça peut faire varier les cotes, surtout si tu usine du bois. Des essais que j'avais fait sur du massif, j'avais facilement plusieurs 1/10iemes de différence suivant le sens d'usinage.
++
David
Tout ce qui change, c'est qu'avec le Gcode Rhino, tu usine en avalant et avec le Gcode CamBam tu usine en opposition (c'était le cas aussi sur les 2 Gcodes précédents) ; ça peut faire varier les cotes, surtout si tu usine du bois. Des essais que j'avais fait sur du massif, j'avais facilement plusieurs 1/10iemes de différence suivant le sens d'usinage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25112
Points : 37828
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: desactiver correction rayon d'outil
![]() pierre2410 Mer 10 Jan 2018 - 14:47
pierre2410 Mer 10 Jan 2018 - 14:47
Merci à toi,
j'ai refait un test avec le code plus bas , (donc sans rien modifier sauf le sens d'usinage) et j'ai les bonnes côtes, j'aurais jamais pensé que ca pouvait venir de ça je n'arrive pas à comprendre pourquoi ca créé un décalage en avalant puisque la fraise attaque dans du plein et je suppose qu'elle a le meme effort de coupe qu'elle parte à droite ou à gauche.
Est ce qu'il n'y a pas un parametre dans mach3 qui créé un offset en cas de parcours en avalant ?
j'ai refait un test avec le code plus bas , (donc sans rien modifier sauf le sens d'usinage) et j'ai les bonnes côtes, j'aurais jamais pensé que ca pouvait venir de ça je n'arrive pas à comprendre pourquoi ca créé un décalage en avalant puisque la fraise attaque dans du plein et je suppose qu'elle a le meme effort de coupe qu'elle parte à droite ou à gauche.
Est ce qu'il n'y a pas un parametre dans mach3 qui créé un offset en cas de parcours en avalant ?
- Code:
G00 G49 G40 G17 G80 G50 G90
G21
(2 1/2 Axis Profiling)
M6 T2
M03 S20000
G00 Z20.0
X-25.0 Y-3.0
G01 Z0.0 F1000.0
X0.0 F2500.0
G17
G03X3.0Y0.0I-0.0J3.0
G01 Y50.0
G03X0.0Y53.0I-3.0J0.0
G01 X-50.0
G03X-53.0Y50.0I0.0J-3.0
G01 Y0.0
G03X-50.0Y-3.0I3.0J-0.0
G01 X-25.0
G00 Z20.0
M5 M9
M30
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 44
Localisation : chalon sur saone
Re: desactiver correction rayon d'outil
![]() dh42 Mer 10 Jan 2018 - 16:59
dh42 Mer 10 Jan 2018 - 16:59
Salut,
C'est dut à l'élasticité du bois ; en avalant la dent de la fraise attaque la matière perpendiculairement au mouvement et la compresse tout en coupant (et la matière revient en position après le passage de la fraise) alors qu'en opposition la dent passe "derrière" la matière et la tire vers la fraise, l'effort de coupe à l'attaque est parallèle au mouvement.
Non, c'est à toi d'en tenir compte dans la FAO ; sur CamBam tu peux utiliser le paramètre "surépaisseur" (positive ou négative) des op d'usinage pour gérer ce problème.
L'écart est bien sûr très dépendant de la matière usinée ; de l'expérience que j'ai de l'usinage du bois (brut), plus il et dur et plus les cotes sont proches de la valeur demandée.
++
David
C'est dut à l'élasticité du bois ; en avalant la dent de la fraise attaque la matière perpendiculairement au mouvement et la compresse tout en coupant (et la matière revient en position après le passage de la fraise) alors qu'en opposition la dent passe "derrière" la matière et la tire vers la fraise, l'effort de coupe à l'attaque est parallèle au mouvement.
Est ce qu'il n'y a pas un parametre dans mach3 qui créé un offset en cas de parcours en avalant ?
Non, c'est à toi d'en tenir compte dans la FAO ; sur CamBam tu peux utiliser le paramètre "surépaisseur" (positive ou négative) des op d'usinage pour gérer ce problème.
L'écart est bien sûr très dépendant de la matière usinée ; de l'expérience que j'ai de l'usinage du bois (brut), plus il et dur et plus les cotes sont proches de la valeur demandée.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25112
Points : 37828
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: desactiver correction rayon d'outil
![]() pierre2410 Mer 10 Jan 2018 - 21:03
pierre2410 Mer 10 Jan 2018 - 21:03
ok je comprend mieux !
merci pour les explications et pour m'avoir aider :-)
merci pour les explications et pour m'avoir aider :-)
pierre2410- très actif
- Messages : 359
Points : 455
Date d'inscription : 05/10/2015
Age : 44
Localisation : chalon sur saone

 Sujets similaires
Sujets similaires» Rayon fin d'arc diffère rayon début d'arc
» activer ou desactiver macropump.m1s
» Mach3fr probleme fichier
» Arc de rayon nul
» arc de rayon nul . block = N85
» activer ou desactiver macropump.m1s
» Mach3fr probleme fichier
» Arc de rayon nul
» arc de rayon nul . block = N85
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum