






AUTOLEVELLER
3 participants
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 1

 AUTOLEVELLER
AUTOLEVELLER
![]() DANIEL60 Jeu 25 Jan 2018 - 17:27
DANIEL60 Jeu 25 Jan 2018 - 17:27
Bonjour,
Après avoir résolu mon problème de palpeur, grâce à la précieuse aide de David, car seul je pense que je n’aurais jamais trouvé. Je pensais que cela réglerais mon problème avec le logiciel AUTOLEVELLER .
Ci-dessous explication du site de AUTOLEVELLER.
Un problème existe lorsque l'on tente de créer des produits finement gravés avec une machine CNC où le matériau de la pièce n'est pas uniformément à la même hauteur (et c'est presque toujours le cas). Même de légères variations de hauteur peuvent provoquer une pointe de gravure trop élevée à certains endroits et trop faible dans d'autres à travers la pièce, ce qui entraîne des effets désastreux à des degrés divers.
Pour résoudre ce problème, j'ai créé un outil logiciel pour adapter un script GCode et utiliser les fonctions de langage plus avancées telles que les paramètres et les expressions mathématiques pour que le script sondera d'abord la carte à graver puis utiliser les valeurs ajuster en continu la hauteur dans l'étape de fraisage.
- Bien évidement il y a des problèmes avec les CNC USB et en particulier avec le palpage automatique à différents endroit du PCB.
Sur le site d’AUTOLEVELLER il y a un moyen de détourner ce problème, mais je bloque juste sur un point.
Je dois ajouter une macro routine contenant "SetVar (2002, getoemdro (802))" au répertoire de macros actif de mach3 et appelez-le M2002.m1s
Je ne sais pas où se trouve le répertoire de macros actif de mach3
Si quelqu’un pouvait m’aider sur cette dernière manipulation.
Merci d’avance
Daniel
Après avoir résolu mon problème de palpeur, grâce à la précieuse aide de David, car seul je pense que je n’aurais jamais trouvé. Je pensais que cela réglerais mon problème avec le logiciel AUTOLEVELLER .
Ci-dessous explication du site de AUTOLEVELLER.
Un problème existe lorsque l'on tente de créer des produits finement gravés avec une machine CNC où le matériau de la pièce n'est pas uniformément à la même hauteur (et c'est presque toujours le cas). Même de légères variations de hauteur peuvent provoquer une pointe de gravure trop élevée à certains endroits et trop faible dans d'autres à travers la pièce, ce qui entraîne des effets désastreux à des degrés divers.
Pour résoudre ce problème, j'ai créé un outil logiciel pour adapter un script GCode et utiliser les fonctions de langage plus avancées telles que les paramètres et les expressions mathématiques pour que le script sondera d'abord la carte à graver puis utiliser les valeurs ajuster en continu la hauteur dans l'étape de fraisage.
- Bien évidement il y a des problèmes avec les CNC USB et en particulier avec le palpage automatique à différents endroit du PCB.
Sur le site d’AUTOLEVELLER il y a un moyen de détourner ce problème, mais je bloque juste sur un point.
Je dois ajouter une macro routine contenant "SetVar (2002, getoemdro (802))" au répertoire de macros actif de mach3 et appelez-le M2002.m1s
Je ne sais pas où se trouve le répertoire de macros actif de mach3
Si quelqu’un pouvait m’aider sur cette dernière manipulation.
Merci d’avance
Daniel

DANIEL60- petit nouveau

- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX

Re: AUTOLEVELLER
![]() MCrevot Jeu 25 Jan 2018 - 18:09
MCrevot Jeu 25 Jan 2018 - 18:09
Daniel,
réponse indirecte, j'utilise beaucoup Autoleveler avec une sonde diy afin de pouvoir palper sans contact électrique ; jusqu'à il y a peu, je devais un peu charcuter le fichier de sondage, mais dans la dernière version (9.4), aucune manip supplémentaire, que ce soit dans Mach3 ou dans le fichier de sondage n'est nécessaire ...
Sinon, il me semble que le répertoire des macros est situé dans le répertoire de ton profil, dans le repertoire macros du repertoire mach3.
Michel
réponse indirecte, j'utilise beaucoup Autoleveler avec une sonde diy afin de pouvoir palper sans contact électrique ; jusqu'à il y a peu, je devais un peu charcuter le fichier de sondage, mais dans la dernière version (9.4), aucune manip supplémentaire, que ce soit dans Mach3 ou dans le fichier de sondage n'est nécessaire ...
Sinon, il me semble que le répertoire des macros est situé dans le répertoire de ton profil, dans le repertoire macros du repertoire mach3.
Michel

MCrevot- je prends du galon

- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -

DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Autoleveler
![]() MCrevot Ven 26 Jan 2018 - 16:49
MCrevot Ven 26 Jan 2018 - 16:49
Bonjour Daniel,
à date, j'utilise le port parallèle, migration en cours vers NVEM Ethernet, mais je n'arrive pas à faire fonctionner le second axe esclave de X ... (https://www.usinages.com/threads/cnc-en-profiles-alu.82791/ ; mais pour avoir un peu décortiqué le GCode de sondage généré par Autoleveller (au demeurant, vraiment rien de sorcier) je n'ai pas l'impression que la nature de la liaison intervienne dans ta problématique ...
Michel
à date, j'utilise le port parallèle, migration en cours vers NVEM Ethernet, mais je n'arrive pas à faire fonctionner le second axe esclave de X ... (https://www.usinages.com/threads/cnc-en-profiles-alu.82791/ ; mais pour avoir un peu décortiqué le GCode de sondage généré par Autoleveller (au demeurant, vraiment rien de sorcier) je n'ai pas l'impression que la nature de la liaison intervienne dans ta problématique ...
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
AUTOLEVELLER
![]() DANIEL60 Ven 26 Jan 2018 - 17:54
DANIEL60 Ven 26 Jan 2018 - 17:54
Bonjour Michel
Voici la réponse sur le forum d’AUTOLLEVER.
Re: MACH3FR CNC USB
• Signaler ce message
• Citation
Posté par daedelus » dim 21 janv. 2018 10:58
Je comprends très bien.
Malheureusement, il y a eu beaucoup de problèmes avec USB et Mach3. Ceci est principalement dû au fait que la plupart des cartes USB ne supportent pas la commande de sonde G31 Mach3. Voir: http://www.autoleveller.co.uk/faqs/#qe-faq-6966
:Solution de contournement USB Mach3
Changements dans le fichier de sortie AL:
Remplacez les deux entrées G92 Z0 par G52 Z0, avec G92, le contrôleur ne déplace pas le Z inférieur à Z0.
Après chaque commande G31, ajoutez un appel à la routine de macro M2002. (Vous avez cette idée de gskular sur cnczone.com, le contrôleur ne mettra pas les valeurs correctes en 2002 par lui-même)
Ajoutez une macro routine contenant "SetVar (2002, getoemdro (802))" au répertoire de macros actif de mach3 et appelez-le M2002.m1s
Cela obtient la valeur correcte du contrôleur et le stocke en 2002.
Je pense avoir réussi à suivre jusqu’au bout le tuto ci-dessus qui permettrait de pallier au problème rencontré avec les CNC USB mais cela ne fonctionne toujours pas. Pendant l’exécution du processus de palpage ma fraise survole le PCB à Z=2 sans jamais descendre pour prendre la valeur de la hauteur de réctification .
J’ai un doute ou il dit ajouter une macro routine contenant SetVar (2002, getoemdro (802))" au répertoire de macros actif de mach3 et appelez-le M2002.m1s.
Cela veut-il dire que je crée un fichier que j’appelle M2002.m1s en utilisant dans MASCH3 onglet opérateur/éditeur de macro VB et que dans ce fichier je note simplement SetVar (2002, getoemdro (802)) et que je copie ce fichier dans c:/mach3/macro/Mach3Fraisage ?
A++
Daniel
Voici la réponse sur le forum d’AUTOLLEVER.
Re: MACH3FR CNC USB
• Signaler ce message
• Citation
Posté par daedelus » dim 21 janv. 2018 10:58
Je comprends très bien.
Malheureusement, il y a eu beaucoup de problèmes avec USB et Mach3. Ceci est principalement dû au fait que la plupart des cartes USB ne supportent pas la commande de sonde G31 Mach3. Voir: http://www.autoleveller.co.uk/faqs/#qe-faq-6966
:Solution de contournement USB Mach3
Changements dans le fichier de sortie AL:
Remplacez les deux entrées G92 Z0 par G52 Z0, avec G92, le contrôleur ne déplace pas le Z inférieur à Z0.
Après chaque commande G31, ajoutez un appel à la routine de macro M2002. (Vous avez cette idée de gskular sur cnczone.com, le contrôleur ne mettra pas les valeurs correctes en 2002 par lui-même)
Ajoutez une macro routine contenant "SetVar (2002, getoemdro (802))" au répertoire de macros actif de mach3 et appelez-le M2002.m1s
Cela obtient la valeur correcte du contrôleur et le stocke en 2002.
Je pense avoir réussi à suivre jusqu’au bout le tuto ci-dessus qui permettrait de pallier au problème rencontré avec les CNC USB mais cela ne fonctionne toujours pas. Pendant l’exécution du processus de palpage ma fraise survole le PCB à Z=2 sans jamais descendre pour prendre la valeur de la hauteur de réctification .
J’ai un doute ou il dit ajouter une macro routine contenant SetVar (2002, getoemdro (802))" au répertoire de macros actif de mach3 et appelez-le M2002.m1s.
Cela veut-il dire que je crée un fichier que j’appelle M2002.m1s en utilisant dans MASCH3 onglet opérateur/éditeur de macro VB et que dans ce fichier je note simplement SetVar (2002, getoemdro (802)) et que je copie ce fichier dans c:/mach3/macro/Mach3Fraisage ?
A++
Daniel
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: AUTOLEVELLER
![]() dh42 Sam 27 Jan 2018 - 2:29
dh42 Sam 27 Jan 2018 - 2:29
Salut,
Oui, c'est ça.
En fait cette macro fait la même correction que celle que je t'ai fait faire dans la macro de palpage de ton screenset.
Dans la macro de palpage du screen set, j'utilise directement ce que retourne la DRO du Z (la visu) à l'aide de GETOEMDRO(802) car justement la var 2002 n'est pas mise à jour.
la macro M2002.m1s à créer quand à elle lis la valeur de la DRO Z et la copie dans cette fameuse variable 2002 qui n'est pas mise à jour par la carte USB à l'aide de la commande Setvar(n° de la variable, valeur à y mettre)
si on décompose la ligne de programmation SetVar (2002, getoemdro (802)) on pourrait écrire:
valeur = getoemdro (802) -> valeur va contenir la valeur affichée par la visu Z
SetVar(2002, valeur) -> valeur sera écrite dans la variable n°2002
donc cette ligne sert à mettre à jour la variable 2002 avec le contenu de la visu Z, ce qui permet de contourner le problème, même si ce n'est pas parfait(*).
* Dans la réalité, quand ça fonctionne normalement (port // ou carte USB/Ethernet 100% compatible), la variable 2002 est mise à jour avec la position en Z au moment du contact avec le palpeur, mais comme l'axe Z ne peut pas s’arrêter instantanément lors du contact (inertie, distance de freinage liée au réglage de l'accélération de l'axe Z) la visu Z contiendra une valeur un peu plus faible, qui correspondra à la distance de freinage entre le point de contact avec le palpeur et la position ou l'axe s'est effectivement arrêté.
par exemple, pour une V de palpage de 100mm/min et une accélération du Z de 200mm/s² (réglée dans les paramètres moteur) le calcul théorique donne une "distance de freinage" de 0.0069mm, donc si on lis la valeur de la visu Z, elle sera plus faible de 0.0069mm par rapport à celle qui devrait se trouver dans var 2002.
++
David
J’ai un doute ou il dit ajouter une macro routine contenant SetVar (2002, getoemdro (802))" au répertoire de macros actif de mach3 et appelez-le M2002.m1s.
Cela veut-il dire que je crée un fichier que j’appelle M2002.m1s en utilisant dans MASCH3 onglet opérateur/éditeur de macro VB et que dans ce fichier je note simplement SetVar (2002, getoemdro (802)) et que je copie ce fichier dans c:/mach3/macro/Mach3Fraisage ?
Oui, c'est ça.
En fait cette macro fait la même correction que celle que je t'ai fait faire dans la macro de palpage de ton screenset.
Dans la macro de palpage du screen set, j'utilise directement ce que retourne la DRO du Z (la visu) à l'aide de GETOEMDRO(802) car justement la var 2002 n'est pas mise à jour.
la macro M2002.m1s à créer quand à elle lis la valeur de la DRO Z et la copie dans cette fameuse variable 2002 qui n'est pas mise à jour par la carte USB à l'aide de la commande Setvar(n° de la variable, valeur à y mettre)
si on décompose la ligne de programmation SetVar (2002, getoemdro (802)) on pourrait écrire:
valeur = getoemdro (802) -> valeur va contenir la valeur affichée par la visu Z
SetVar(2002, valeur) -> valeur sera écrite dans la variable n°2002
donc cette ligne sert à mettre à jour la variable 2002 avec le contenu de la visu Z, ce qui permet de contourner le problème, même si ce n'est pas parfait(*).
* Dans la réalité, quand ça fonctionne normalement (port // ou carte USB/Ethernet 100% compatible), la variable 2002 est mise à jour avec la position en Z au moment du contact avec le palpeur, mais comme l'axe Z ne peut pas s’arrêter instantanément lors du contact (inertie, distance de freinage liée au réglage de l'accélération de l'axe Z) la visu Z contiendra une valeur un peu plus faible, qui correspondra à la distance de freinage entre le point de contact avec le palpeur et la position ou l'axe s'est effectivement arrêté.
par exemple, pour une V de palpage de 100mm/min et une accélération du Z de 200mm/s² (réglée dans les paramètres moteur) le calcul théorique donne une "distance de freinage" de 0.0069mm, donc si on lis la valeur de la visu Z, elle sera plus faible de 0.0069mm par rapport à celle qui devrait se trouver dans var 2002.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25156
Points : 37872
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
AUTOLEVELLER
![]() DANIEL60 Sam 27 Jan 2018 - 13:09
DANIEL60 Sam 27 Jan 2018 - 13:09
Bonjour David
J’avance doucement mais j’avance, ce n’est pas simple lorsqu’on débute.
Pourrais-tu me dire quel code fait remonter la fraise lorsqu’elle rentre en contact avec le PCB lors du palpage par AUTOLEVELLER.
Car pour descendre maintenant elle descend mais ne s’arrête pas (c’est juste pour AUTOLEVELLER se nous avons fait précédemment fonctionne toujours bien).
J’ai une petite astuce pour éviter de casser une fraise, je mets une fraise à l’envers et sous le PCB une éponge cela me permet d’avoir le temps d’arrêter avec le bouton d’urgence avant de tout casser.
G90 G21 S20000 G17
M0 (Attach probe wires and clips that need attaching)
(Initialize probe routine)
G0 Z25 (Move clear of the board first)
G1 X1.9146 Y0.6446 F600 (Move to bottom left corner)
G0 Z2 (Quick move to probe clearance height)
G31 Z-1 F100 (Probe to a maximum of the specified probe height at the specified feed rate)
M2002
G52 Z0 (Touch off Z to 0 once contact is made)
G0 Z2 (Move Z to above the contact point)
G31 Z-1 F50 (Repeat at a more accurate slower rate)
M2002
G52 Z0
G0 Z2
G0 Z2
G1 X1.9146 Y0.6446 F600
G31 Z-1 F100
M2002
#500=#2002
G0 Z2
G1 X7.37368 Y0.6446 F600
G31 Z-1 F100
M2002
#501=#2002
G0 Z2
G1 X12.83276 Y0.6446 F600
G31 Z-1 F100
M2002
#502=#2002
G0 Z2
G1 X18.29184 Y0.6446 F600
G31 Z-1 F100
M2002
#503=#2002
A++
Daniel
J’avance doucement mais j’avance, ce n’est pas simple lorsqu’on débute.
Pourrais-tu me dire quel code fait remonter la fraise lorsqu’elle rentre en contact avec le PCB lors du palpage par AUTOLEVELLER.
Car pour descendre maintenant elle descend mais ne s’arrête pas (c’est juste pour AUTOLEVELLER se nous avons fait précédemment fonctionne toujours bien).
J’ai une petite astuce pour éviter de casser une fraise, je mets une fraise à l’envers et sous le PCB une éponge cela me permet d’avoir le temps d’arrêter avec le bouton d’urgence avant de tout casser.
G90 G21 S20000 G17
M0 (Attach probe wires and clips that need attaching)
(Initialize probe routine)
G0 Z25 (Move clear of the board first)
G1 X1.9146 Y0.6446 F600 (Move to bottom left corner)
G0 Z2 (Quick move to probe clearance height)
G31 Z-1 F100 (Probe to a maximum of the specified probe height at the specified feed rate)
M2002
G52 Z0 (Touch off Z to 0 once contact is made)
G0 Z2 (Move Z to above the contact point)
G31 Z-1 F50 (Repeat at a more accurate slower rate)
M2002
G52 Z0
G0 Z2
G0 Z2
G1 X1.9146 Y0.6446 F600
G31 Z-1 F100
M2002
#500=#2002
G0 Z2
G1 X7.37368 Y0.6446 F600
G31 Z-1 F100
M2002
#501=#2002
G0 Z2
G1 X12.83276 Y0.6446 F600
G31 Z-1 F100
M2002
#502=#2002
G0 Z2
G1 X18.29184 Y0.6446 F600
G31 Z-1 F100
M2002
#503=#2002
A++
Daniel
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: AUTOLEVELLER
![]() dh42 Sam 27 Jan 2018 - 14:07
dh42 Sam 27 Jan 2018 - 14:07
re
G31 Z-1 F100 ' fait descendre la fraise ; le mouvement s'arrête dès détection du contact avec la pièce métallique (je suppose que tu relie la surface cuivrée du pcb au fil du palpeur ?)
M2002 'met la valeur de la dro Z dans la variable 2002
G52 Z0 ' met la coord Z à 0 (comme le bouton RAZ du Z, mais valable uniquement pour le temps du programme)
G0 Z2 ' remonte à Z = 2
si ça ne s’arrête pas, c'est que le contact (électrique) ne se fait pas entre la fraise et le bloc du palpeur ou le PCB relié au fil du palpeur (du bloc, pas de la pince)
vérifie que la LED palpeur de Mach3 s'allume bien au moment du contact.
++
David
G31 Z-1 F100 ' fait descendre la fraise ; le mouvement s'arrête dès détection du contact avec la pièce métallique (je suppose que tu relie la surface cuivrée du pcb au fil du palpeur ?)
M2002 'met la valeur de la dro Z dans la variable 2002
G52 Z0 ' met la coord Z à 0 (comme le bouton RAZ du Z, mais valable uniquement pour le temps du programme)
G0 Z2 ' remonte à Z = 2
si ça ne s’arrête pas, c'est que le contact (électrique) ne se fait pas entre la fraise et le bloc du palpeur ou le PCB relié au fil du palpeur (du bloc, pas de la pince)
vérifie que la LED palpeur de Mach3 s'allume bien au moment du contact.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25156
Points : 37872
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
AUTOLEVELLER
![]() DANIEL60 Dim 28 Jan 2018 - 19:18
DANIEL60 Dim 28 Jan 2018 - 19:18
Bonsoir DAVID
Oui la sonde est bien reliée au PCB
Lorsque je tape dans l’écran manuel G31 Z-1 F100 la fraise descend et s’arrête bien au contact du PCB.
A condition que j’ai fait le zéro de Z sous la valeur ou se trouve le PCB ? Si le Zéro de Z est au-dessus du PCB la fraise descend a -1 et s’arrête sans avoir fait contact avec le PCB.
Je ne sais si je suis bien clair dans mon explication…
Par contre la CNC ne tiens pas compte de la ligne G31 Z-1 F100 lorsque je lance le fichier AUTOLEVELLER.
C’est quoi la valeur de la dro Z ‘’c’est quoi dro’’
A++
Daniel
Oui la sonde est bien reliée au PCB
Lorsque je tape dans l’écran manuel G31 Z-1 F100 la fraise descend et s’arrête bien au contact du PCB.
A condition que j’ai fait le zéro de Z sous la valeur ou se trouve le PCB ? Si le Zéro de Z est au-dessus du PCB la fraise descend a -1 et s’arrête sans avoir fait contact avec le PCB.
Je ne sais si je suis bien clair dans mon explication…
Par contre la CNC ne tiens pas compte de la ligne G31 Z-1 F100 lorsque je lance le fichier AUTOLEVELLER.
C’est quoi la valeur de la dro Z ‘’c’est quoi dro’’
A++
Daniel
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: AUTOLEVELLER
![]() dh42 Dim 28 Jan 2018 - 19:24
dh42 Dim 28 Jan 2018 - 19:24
G31 Z-1 F100 signifie que le palpage vas se faire vers le bas et sur une longueur de 1mm ; si il ne détecte rien au bout de 1mm il s’arrête.
DRO = Digital Read Out = la visu (l'afficheur du Z)
++
David
C’est quoi la valeur de la dro Z ‘’c’est quoi dro’’
DRO = Digital Read Out = la visu (l'afficheur du Z)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25156
Points : 37872
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
AUTOLEVELLER
![]() DANIEL60 Lun 29 Jan 2018 - 11:20
DANIEL60 Lun 29 Jan 2018 - 11:20
Bonjour David,
Je viens de trouver une chose intéressante, lorsque j’exécute le programme AUTOLEVELLER ligne par ligne c’est à dire que je clic manuellement ligne par ligne AUTOLEVELLER prend bien en compte la ligne G31 Z-1 F100 si je laisse se dérouler le programme automatiquement il ne prend plus en compte la ligne G31 Z-1 F100.
As-tu une idée ?
Cordialement,
Daniel
Je viens de trouver une chose intéressante, lorsque j’exécute le programme AUTOLEVELLER ligne par ligne c’est à dire que je clic manuellement ligne par ligne AUTOLEVELLER prend bien en compte la ligne G31 Z-1 F100 si je laisse se dérouler le programme automatiquement il ne prend plus en compte la ligne G31 Z-1 F100.
As-tu une idée ?
Cordialement,
Daniel
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: AUTOLEVELLER
![]() dh42 Lun 29 Jan 2018 - 19:01
dh42 Lun 29 Jan 2018 - 19:01
Salut,
Strange ..
peux tu essayer en enlevant les M2002 ?
++
David
Strange ..
peux tu essayer en enlevant les M2002 ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25156
Points : 37872
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: AUTOLEVELLER
![]() dh42 Lun 29 Jan 2018 - 19:15
dh42 Lun 29 Jan 2018 - 19:15
les lignes M2002 dans le programme ; le fichier de scan sera faux (pas les bonnes valeurs) mais ça permettra de voir si c'est la macro qui perturbe.
(si je comprends bien, ce GCode fait une cartographie de la pièce ? )
(si je comprends bien, ce GCode fait une cartographie de la pièce ? )
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25156
Points : 37872
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
AUTOLEVELLER
![]() DANIEL60 Mar 30 Jan 2018 - 11:35
DANIEL60 Mar 30 Jan 2018 - 11:35
Bonjour DAVID
Oui ce GCODE fait une cartographie de la pièce en l’occurrence la gravure de circuit imprimé, il rectifie les erreurs de surfaçage du circuit imprimé.
J’ai fait le test en supprimant les renvoye à la macro2002, j’ai fait également le test en supprimant la macro, cela ne change rien. MACH3 ignore la ligne G31 Z-1 F100.
Je viens de voir en bas de la fenêtre de messages de MACH 3 le message suivant.
‘’ Repeat at a more accurate slower rate’’ en français ‘’ Répéter à un taux plus lent et plus précis’’
Je te joins une copie d’écran.
Il semblerait que l’exécution du programme soit trop rapide pour MACH3, c’est bien mon impression puisque en le faisant manuellement ligne par ligne ça fonctionne.
Y a-t-il moyen de ralentir l’exécution du programme pour tester ?

A++
Daniel
Oui ce GCODE fait une cartographie de la pièce en l’occurrence la gravure de circuit imprimé, il rectifie les erreurs de surfaçage du circuit imprimé.
J’ai fait le test en supprimant les renvoye à la macro2002, j’ai fait également le test en supprimant la macro, cela ne change rien. MACH3 ignore la ligne G31 Z-1 F100.
Je viens de voir en bas de la fenêtre de messages de MACH 3 le message suivant.
‘’ Repeat at a more accurate slower rate’’ en français ‘’ Répéter à un taux plus lent et plus précis’’
Je te joins une copie d’écran.
Il semblerait que l’exécution du programme soit trop rapide pour MACH3, c’est bien mon impression puisque en le faisant manuellement ligne par ligne ça fonctionne.
Y a-t-il moyen de ralentir l’exécution du programme pour tester ?
A++
Daniel
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
AUTOLEVELLER
![]() DANIEL60 Mar 30 Jan 2018 - 15:15
DANIEL60 Mar 30 Jan 2018 - 15:15
Bonjour David,
Je commence à comprendre un peu le GCODE, pour moi il s’agit d’un problème de vitesse exécution j’ai donc cherché comment faire une pose en GCODE.
J’ai donc inclus une ligne G4P1 juste au-dessus de la ligne de commande G31 Z-1 F10 maintenant ma CNC USB avec MACH3 prend bien compte G31 Z-1 F10.
J’ai demandé au créateur du logiciel si c’est-il possible d’inclure cette ligne dans le CUSTOM ?
J’ai encore un petit problème avec le retour de Z qui se trouve à 2 au moment du palpage à régler.
A++
Daniel
Je commence à comprendre un peu le GCODE, pour moi il s’agit d’un problème de vitesse exécution j’ai donc cherché comment faire une pose en GCODE.
J’ai donc inclus une ligne G4P1 juste au-dessus de la ligne de commande G31 Z-1 F10 maintenant ma CNC USB avec MACH3 prend bien compte G31 Z-1 F10.
J’ai demandé au créateur du logiciel si c’est-il possible d’inclure cette ligne dans le CUSTOM ?
J’ai encore un petit problème avec le retour de Z qui se trouve à 2 au moment du palpage à régler.
A++
Daniel
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
AUTOLEVELLER
![]() DANIEL60 Mar 30 Jan 2018 - 16:11
DANIEL60 Mar 30 Jan 2018 - 16:11
Voilà la solution dans le CUSTOM d’AUTOLEVELLER pour ralentir l’exécution du programme.
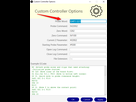
il y a encore un petit problème avec la hauteur de Z aprés le palpagea régler
il y a encore un petit problème avec la hauteur de Z aprés le palpagea régler
DANIEL60- petit nouveau
- Messages : 27
Points : 35
Date d'inscription : 23/10/2017
Age : 68
Localisation : FEIGNEUX
Re: AUTOLEVELLER
![]() dh42 Mer 31 Jan 2018 - 3:17
dh42 Mer 31 Jan 2018 - 3:17
Salut,
Ok, ta carte USB doit avoir du mal à suivre le rythme.
Cool si ça marche
++
David
Ok, ta carte USB doit avoir du mal à suivre le rythme.
Cool si ça marche
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25156
Points : 37872
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
métabricoleur :: FAO, Pilotage Machine CNc, Gcode, réalisations en CNC :: Autres logiciels de pilotage
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum