






Ma future CNC Plasma en cours de construction
+2
dh42
omrabder
6 participants
Page 3 sur 3
Page 3 sur 3 •  1, 2, 3
1, 2, 3

 Renseignement cablage
Renseignement cablage
![]() Freddyev Lun 24 Oct 2022 - 10:49
Freddyev Lun 24 Oct 2022 - 10:49
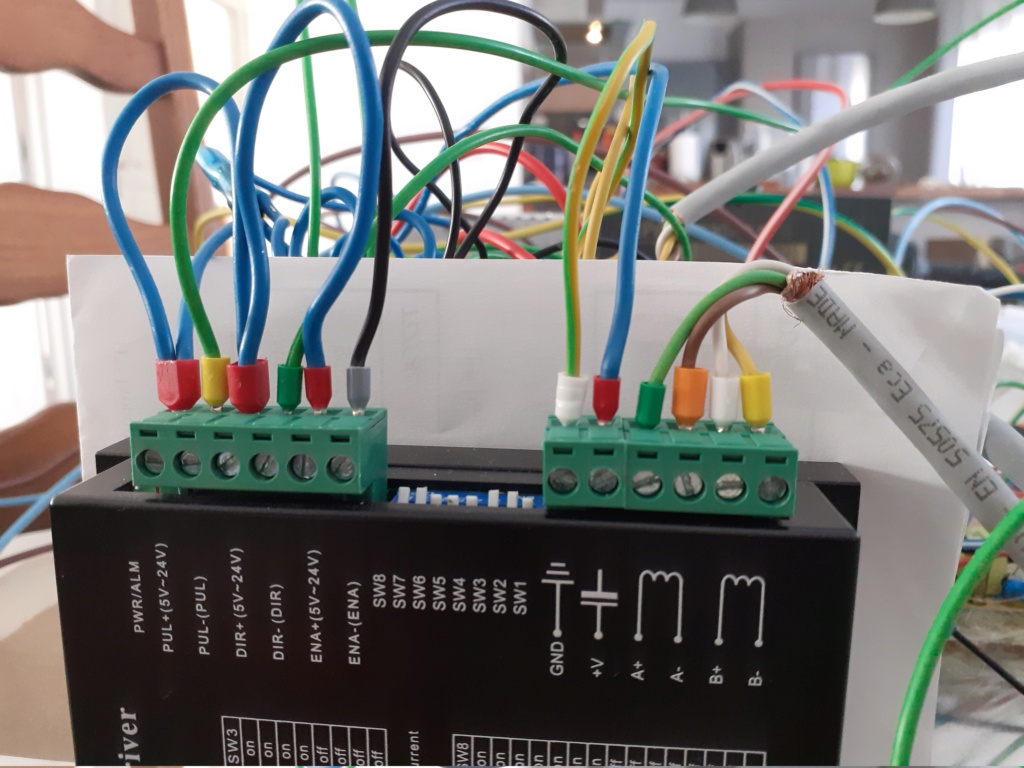
Bonjour, pour les fils de commandes PUL, DIR et NA, est-il nécessaire d'utiliser une section aussi importante ? du 0,50/mm² n'est-il pas suffisant ?
Si oui, tu pourrais utiliser du câble réseau ethernet cat6
Merci d'avance
A+
Si oui, tu pourrais utiliser du câble réseau ethernet cat6

Merci d'avance
A+
Freddyev- petit nouveau

- Messages : 12
Date d'inscription : 13/08/2017

Re: Ma future CNC Plasma en cours de construction
![]() dh42 Lun 24 Oct 2022 - 17:11
dh42 Lun 24 Oct 2022 - 17:11
Salut,
Ce n'est que du signal, du 0.5mm² ou moins ferait l'affaire, par contre il est conseillé de torsader les fils 2 par 2 pour limiter les parasites (les 2 pull ensembles, les 2 dir ensembles ...) .. ça a peut être été déjà fait car on en avait parlé plus haut sur ce sujet.
++
David
Bonjour, pour les fils de commandes PUL, DIR et NA, est-il nécessaire d'utiliser une section aussi importante ? du 0,50/mm² n'est-il pas suffisant ?
Ce n'est que du signal, du 0.5mm² ou moins ferait l'affaire, par contre il est conseillé de torsader les fils 2 par 2 pour limiter les parasites (les 2 pull ensembles, les 2 dir ensembles ...) .. ça a peut être été déjà fait car on en avait parlé plus haut sur ce sujet.
++
David
Dernière édition par dh42 le Lun 24 Oct 2022 - 18:59, édité 2 fois (Raison : typo)
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25536
Points : 38252
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Ma future CNC Plasma en cours de construction
![]() Freddyev Lun 24 Oct 2022 - 18:35
Freddyev Lun 24 Oct 2022 - 18:35
Dsl je n'ai pas fait attention et j'ai répondu alors que j'étais en fin de page 1, je n'avais pas vu la suitedh42 a écrit: ça a peut être été déjà fait car on en avait parlé plus haut sur ce sujet.


Freddyev- petit nouveau
- Messages : 12
Points : 14
Date d'inscription : 13/08/2017
Age : 65
Localisation : Belgique
Re: Ma future CNC Plasma en cours de construction
![]() omrabder Ven 4 Nov 2022 - 16:01
omrabder Ven 4 Nov 2022 - 16:01
Salut à tous, Salut David;
J'espère que vous allez tous bien!
En attendant l'arrivée du fameux convertisseur PWM et aussi du tachimètre lazer que j'ai commandé, je me suis permis qq jours de vacances.
De retour, les petits colis étaient dans la boite aux lettres.
J'ai donc branché le convertisseur suivant les instructions du constructeur:
Alimentation de fonctionnement GND-24V
Signal d'entrée entre GND et PWM (le PWM a été pris sur le Pin 1 de la Bob), comme tu me l'as suggéré David;
La tension de Sortie normalement doit être entre 0 et 5V, (sera utilisée pour controler le VFD qui nécessite une tension 0-5V).
Une fois les branchements effectués, j'ai lancé Mach3 et demandé une vitesse de Broche de 12000 Tr/min, en espérant récupérer un Signal PWM à 50%
Malheureusement, je n'ai rien obtenue en sortie du convertisseur PWM.
J'ai alors mesuré la tension du WPM sur le Pin1 de la Bob et la tension mesurée est de 0V?
Ce qui explique que la sortie du convertisseur est 0V.
Par contre la tension analogique à la sortie de la Bob, qui controle le VFD est de presque 5V, donc tout va bien de ce coté là, puisque la tension analogique de la Bob est de (0 - 10V).
Du coup je n'ai pas avancé!
Je suis resté sur la paille, car auparavant le Pin 1 de la Bob n'a pas été utilisé et donc je découvre ça pour la première fois.
Alors je fait appel à ta clairvoyance David, si tu peux m'aider à débloquer la situation.
En attendant de te lire, toutes mes salutations amicales.
A+
Abder
J'espère que vous allez tous bien!
En attendant l'arrivée du fameux convertisseur PWM et aussi du tachimètre lazer que j'ai commandé, je me suis permis qq jours de vacances.
De retour, les petits colis étaient dans la boite aux lettres.
J'ai donc branché le convertisseur suivant les instructions du constructeur:
Alimentation de fonctionnement GND-24V
Signal d'entrée entre GND et PWM (le PWM a été pris sur le Pin 1 de la Bob), comme tu me l'as suggéré David;
La tension de Sortie normalement doit être entre 0 et 5V, (sera utilisée pour controler le VFD qui nécessite une tension 0-5V).
Une fois les branchements effectués, j'ai lancé Mach3 et demandé une vitesse de Broche de 12000 Tr/min, en espérant récupérer un Signal PWM à 50%
Malheureusement, je n'ai rien obtenue en sortie du convertisseur PWM.
J'ai alors mesuré la tension du WPM sur le Pin1 de la Bob et la tension mesurée est de 0V?
Ce qui explique que la sortie du convertisseur est 0V.
Par contre la tension analogique à la sortie de la Bob, qui controle le VFD est de presque 5V, donc tout va bien de ce coté là, puisque la tension analogique de la Bob est de (0 - 10V).
Du coup je n'ai pas avancé!
Je suis resté sur la paille, car auparavant le Pin 1 de la Bob n'a pas été utilisé et donc je découvre ça pour la première fois.
Alors je fait appel à ta clairvoyance David, si tu peux m'aider à débloquer la situation.
En attendant de te lire, toutes mes salutations amicales.
A+
Abder
omrabder- posteur Régulier

- Messages : 123
Points : 160
Date d'inscription : 14/07/2020
Age : 65
Localisation : Compiègne/France
Re: Ma future CNC Plasma en cours de construction
![]() dh42 Ven 4 Nov 2022 - 16:44
dh42 Ven 4 Nov 2022 - 16:44
Salut,
Donc ça veux dire que les paramétrages sont OK coté soft.
Je n'ai pas trouvé d'infos à propos de la sortie 1 du bornier de la carte (PWM), j'ai supposé que le signal PWM envoyé sur la pin 1 du port // par Mach3 était relayé vers la borne 1 PWM pour autre utilisation, mais il n'y a rien dans la doc qui l'affirme. (comme d'hab, les docs chinoises sont plutôt succinctes !)
Je n'ai pas d'autres solution à te proposer, désolé ..
++
David
Par contre la tension analogique à la sortie de la Bob, qui controle le VFD est de presque 5V, donc tout va bien de ce coté là, puisque la tension analogique de la Bob est de (0 - 10V).
Donc ça veux dire que les paramétrages sont OK coté soft.
Je n'ai pas trouvé d'infos à propos de la sortie 1 du bornier de la carte (PWM), j'ai supposé que le signal PWM envoyé sur la pin 1 du port // par Mach3 était relayé vers la borne 1 PWM pour autre utilisation, mais il n'y a rien dans la doc qui l'affirme. (comme d'hab, les docs chinoises sont plutôt succinctes !)
Je n'ai pas d'autres solution à te proposer, désolé ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25536
Points : 38252
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma future CNC Plasma en cours de construction
![]() omrabder Ven 4 Nov 2022 - 17:40
omrabder Ven 4 Nov 2022 - 17:40
Salut Davis,
Merci pour ton retour rapide.
Il n'y a pas de problème, je vais continuer à utiliser le controleur en faisant attention sur la vitesse de la broche.
Dans Mach3, je diviserai toujours la vitesse de broche par 2, pour que la tension délivrée par la Bob reste toujours inférieure à 5V. De cette façon le VFD sera controlé par une tension 0-5V et le tour est joué.
La vitesse de la broche obtenue sera la bonne (2 fois celle demandée dans Mach3).
Peut être jour, on persera le mistère de la PWM qui sort 0V.
A+
Abder
Merci pour ton retour rapide.
Il n'y a pas de problème, je vais continuer à utiliser le controleur en faisant attention sur la vitesse de la broche.
Dans Mach3, je diviserai toujours la vitesse de broche par 2, pour que la tension délivrée par la Bob reste toujours inférieure à 5V. De cette façon le VFD sera controlé par une tension 0-5V et le tour est joué.
La vitesse de la broche obtenue sera la bonne (2 fois celle demandée dans Mach3).
Peut être jour, on persera le mistère de la PWM qui sort 0V.
A+
Abder
omrabder- posteur Régulier
- Messages : 123
Points : 160
Date d'inscription : 14/07/2020
Age : 65
Localisation : Compiègne/France
Re: Ma future CNC Plasma en cours de construction
![]() dh42 Ven 4 Nov 2022 - 21:01
dh42 Ven 4 Nov 2022 - 21:01
Il y a peut être moyen d'insérer une résistance sur la sortie 0-10V standard de la carte de façon à faire chuter la tension max à 5V, mais je ne suis pas très sur que ça puisse marcher ...
Si on suppose un courant de 10mA, pour faire chuter la tension de 10V à 5V, il faudrait essayer une résistance de 500 Ohms en série (R=5/0.01)... à tester, et à mesurer (sans que les fils soient branchés coté vario au cas ou). Si tu arrive à avoir les 5V à 24000 tr, c'est gagné.
++
David
Si on suppose un courant de 10mA, pour faire chuter la tension de 10V à 5V, il faudrait essayer une résistance de 500 Ohms en série (R=5/0.01)... à tester, et à mesurer (sans que les fils soient branchés coté vario au cas ou). Si tu arrive à avoir les 5V à 24000 tr, c'est gagné.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25536
Points : 38252
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Ma future CNC Plasma en cours de construction
![]() Carn Sam 12 Nov 2022 - 15:19
Carn Sam 12 Nov 2022 - 15:19
Bonjour, j’aimerai savoir où tu en es. Je suis en plein démarrage de ma Cnc plasma, j’ai la même carte de contrôle que toi. Je rencontre des problèmes pour allumer ma torche. J’ai aussi un soucis je viens de faire mon premier fichier gcode avec fusion 360 et j’ai les 2 moteurs synchronisés en mode manuel qui ne vont plus dans le même sens. Au plaisirs d’échanger avec toi
Tiens moi au jus.
Tiens moi au jus.
Carn- petit nouveau
- Messages : 13
Points : 17
Date d'inscription : 12/11/2022
Age : 46
Localisation : Talence
Re: Ma future CNC Plasma en cours de construction
![]() omrabder Sam 24 Déc 2022 - 18:04
omrabder Sam 24 Déc 2022 - 18:04
Bonjour Carn,
Désolé pour ce retard, je ne me suis pas connecté depuis longtemps.
Le projet plasma est mis en attente, car je suis entrain d'utiliser la table comme routeur cnc pour un besoin plus urgent, (la fabrication d'un moule en polystyrène de grande dimension). J'ai donc monté une broche à la place de la torche.
Une fois ce projet terminé, je me replongerai pour finaliser le plasma.
Voilà où j'en suit, il se trouve que tu es plus avancé que moi sur le sujet.
Joyeux Noel et bonnes fêtes de fin d'année.
A+
Abder
Désolé pour ce retard, je ne me suis pas connecté depuis longtemps.
Le projet plasma est mis en attente, car je suis entrain d'utiliser la table comme routeur cnc pour un besoin plus urgent, (la fabrication d'un moule en polystyrène de grande dimension). J'ai donc monté une broche à la place de la torche.
Une fois ce projet terminé, je me replongerai pour finaliser le plasma.
Voilà où j'en suit, il se trouve que tu es plus avancé que moi sur le sujet.
Joyeux Noel et bonnes fêtes de fin d'année.
A+
Abder
omrabder- posteur Régulier
- Messages : 123
Points : 160
Date d'inscription : 14/07/2020
Age : 65
Localisation : Compiègne/France
Page 3 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Ma nouvelle future CNC !!
» Cours pour CAP Charpente construction bois
» Découpe plasma adaptée à une CNC ou Démonter une torche plasma ?
» Vie future
» Ma future machine CNC
» Cours pour CAP Charpente construction bois
» Découpe plasma adaptée à une CNC ou Démonter une torche plasma ?
» Vie future
» Ma future machine CNC
Page 3 sur 3
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum