






Relation Cambam/Mach3
2 participants
Page 1 sur 1

 Relation Cambam/Mach3
Relation Cambam/Mach3
![]() Papyblues Mer 28 Oct 2015 - 18:00
Papyblues Mer 28 Oct 2015 - 18:00
Bonsoir,
Je suis un récent adepte de CNC maison j'utilise Cambam et Mach3 à l'issue d'un apprentissage laborieux. Après avoir construit un semblant de machine j'ai réalisé quelques fraisages simples. J'ai ensuite installé des contacts "home" qui fonctionnent (merci pour le post) et procédé à un calibrage fin. Patatras ! depuis lors je connais des difficultés à graver correctement ; à savoir la gravure ne respecte pas l'échelle du dessin (au moins X2) , et le texte se grave ''à l'envers'' (miroir). De plus en cours d'exécution certaines lettres sont omises et d'autres gravées les unes sur les autres de plus en plus profondément (merci les arrêts d'urgence!).. Bref c'est n'importe quoi...
j'aurais besoin de l'aide des "pros" pour me sortir de ce mauvais pas car j'ai re-vérifié à peu près tout et je ne détecte pas l'origine du phénomène...
Sinon je renonce à graver !
merci à tous pour votre aide.....
Papyblues
Je suis un récent adepte de CNC maison j'utilise Cambam et Mach3 à l'issue d'un apprentissage laborieux. Après avoir construit un semblant de machine j'ai réalisé quelques fraisages simples. J'ai ensuite installé des contacts "home" qui fonctionnent (merci pour le post) et procédé à un calibrage fin. Patatras ! depuis lors je connais des difficultés à graver correctement ; à savoir la gravure ne respecte pas l'échelle du dessin (au moins X2) , et le texte se grave ''à l'envers'' (miroir). De plus en cours d'exécution certaines lettres sont omises et d'autres gravées les unes sur les autres de plus en plus profondément (merci les arrêts d'urgence!).. Bref c'est n'importe quoi...
j'aurais besoin de l'aide des "pros" pour me sortir de ce mauvais pas car j'ai re-vérifié à peu près tout et je ne détecte pas l'origine du phénomène...
Sinon je renonce à graver !
merci à tous pour votre aide.....
Papyblues

Papyblues- je prends du galon

- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -


Re: Relation Cambam/Mach3
![]() dh42 Mer 28 Oct 2015 - 22:00
dh42 Mer 28 Oct 2015 - 22:00
Salut,
Je pense que tu est confrontés à plusieurs problèmes distincts ; il faudrait que tu mette ton fichier Cambam en pièce jointe (le fichier .cb, compressé en .zip) afin de s'assurer, dans un premier temps, que le programme est OK.
Si tu n'a pas touché au facteur d'échelle dans Mach3 (juste à droite des visu, toutes les valeur d'échelle doivent être sur +1.0), ça ressemble à un problème de calibrage (le step per = pas/mm n'est pas bon)
pour déterminer la valeur du step per, il faut connaitre:
- le pas de ta vis
- la valeur de la démultiplication si tes moteurs ne sont pas en prise direct sur la vis
- le réglage du mode micro pas sur tes drivers.
Inversion du sens de rotation d'un ou des 2 moteurs X et Y ; dans Mach3, Menu config/homing limits ; dans la première colonne, coche ou décoche "reversed" pour X et refait un test de gravure (tu peux utiliser un simple stylo à la place d'une fraise) ... il faudra peut être inverser les 2 axes ... à tester

Ça par contre, ça ressemble à des pertes de pas, c.a.d que lorsque ta machine passe en rapide d'une lettre à l'autre, ça "bloque" sur un axe (vitesse trop rapide ou accélération trop violente, ou blocage mécanique) et comme Mach3 ne peut pas savoir si l'axe s'est bel et bien déplacé, tout ton usinage est décalé.
Pour savoir si ça vient de la, il faudrait essayer avec une vitesse plus lente pour le rapide ; dans Mach3, tu peux limiter la vitesse du rapide (sans toucher aux réglages moteur) sur l'écran "Réglages Alt-6" - avec "spécifier les rapides" ; met une valeur plus faible que celle réglé pour ta V maxi dans la case à droite, puis clique sur spécifier les rapide pour allumer la LED (note, ça ne concerne que les rapides du Gcode, en manuel c'est sans effet)
Plus d'infos sur ta machines et les réglages moteur dans Mach3 serait utiles pour faire un diagnostique plus fiable .. n'hésite pas à ouvrir un sujet pour la présenter.
.. n'hésite pas à ouvrir un sujet pour la présenter.
pour poster des photos sur MB, voir ce tuto
http://www.metabricoleur.com/t570-poster-une-image
++
David
Je pense que tu est confrontés à plusieurs problèmes distincts ; il faudrait que tu mette ton fichier Cambam en pièce jointe (le fichier .cb, compressé en .zip) afin de s'assurer, dans un premier temps, que le programme est OK.
la gravure ne respecte pas l'échelle du dessin
Si tu n'a pas touché au facteur d'échelle dans Mach3 (juste à droite des visu, toutes les valeur d'échelle doivent être sur +1.0), ça ressemble à un problème de calibrage (le step per = pas/mm n'est pas bon)
pour déterminer la valeur du step per, il faut connaitre:
- le pas de ta vis
- la valeur de la démultiplication si tes moteurs ne sont pas en prise direct sur la vis
- le réglage du mode micro pas sur tes drivers.
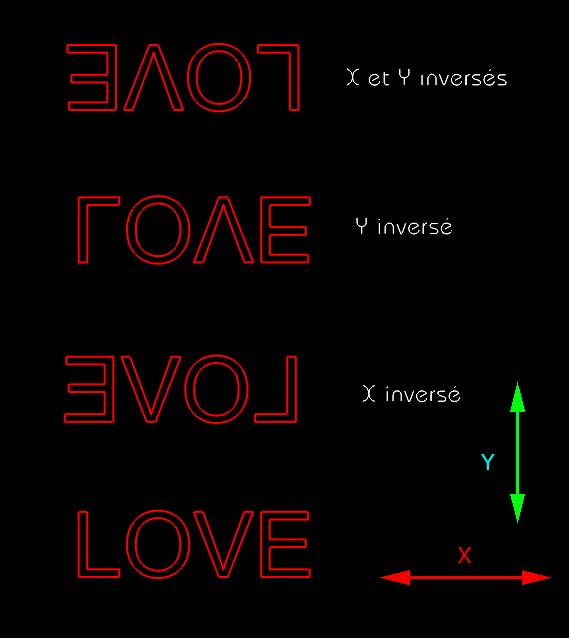
le texte se grave ''à l'envers'' (miroir)
Inversion du sens de rotation d'un ou des 2 moteurs X et Y ; dans Mach3, Menu config/homing limits ; dans la première colonne, coche ou décoche "reversed" pour X et refait un test de gravure (tu peux utiliser un simple stylo à la place d'une fraise) ... il faudra peut être inverser les 2 axes ... à tester
De plus en cours d'exécution certaines lettres sont omises et d'autres gravées les unes sur les autres de plus en plus profondément
Ça par contre, ça ressemble à des pertes de pas, c.a.d que lorsque ta machine passe en rapide d'une lettre à l'autre, ça "bloque" sur un axe (vitesse trop rapide ou accélération trop violente, ou blocage mécanique) et comme Mach3 ne peut pas savoir si l'axe s'est bel et bien déplacé, tout ton usinage est décalé.
Pour savoir si ça vient de la, il faudrait essayer avec une vitesse plus lente pour le rapide ; dans Mach3, tu peux limiter la vitesse du rapide (sans toucher aux réglages moteur) sur l'écran "Réglages Alt-6" - avec "spécifier les rapides" ; met une valeur plus faible que celle réglé pour ta V maxi dans la case à droite, puis clique sur spécifier les rapide pour allumer la LED (note, ça ne concerne que les rapides du Gcode, en manuel c'est sans effet)
Plus d'infos sur ta machines et les réglages moteur dans Mach3 serait utiles pour faire un diagnostique plus fiable
pour poster des photos sur MB, voir ce tuto
http://www.metabricoleur.com/t570-poster-une-image
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Relation Cambam/Mach3
![]() Papyblues Mer 28 Oct 2015 - 22:58
Papyblues Mer 28 Oct 2015 - 22:58
Merci infiniment pour cette réponse détaillée,
je vois le travail à effectuer je m'y mets dès demain soir et je rendrai compte des résultats avec pièces jointes ( il faut que je familiarise avec le fonctionnement du forum mais ça va aller)...
Encore merci à très bientôt pour un retour...
Papyblues ...
je vois le travail à effectuer je m'y mets dès demain soir et je rendrai compte des résultats avec pièces jointes ( il faut que je familiarise avec le fonctionnement du forum mais ça va aller)...
Encore merci à très bientôt pour un retour...
Papyblues ...
Papyblues- je prends du galon
- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -
Quelques réponses
![]() Papyblues Lun 2 Nov 2015 - 23:49
Papyblues Lun 2 Nov 2015 - 23:49
Cher dh42
Désolé pour le délai mais il y a eu le WE et nous devons faire face à une invasion de sangliers en provenance du Parc Naturel de Calanques qui dévastent nos jardins.....donc pose de clôtures électriques (achetées dans le 71!) ...
Voici quelques réponses sachant que je n'ai pu faire qu'une série de tests et que je vais recommencer cette semaine ,
1) Je joins un zip du fichier test, que j'ai réalisé en 5' pour vérifier la précision de la machine puisque je venais de procéder au calibrage selon la méthode Mach3
2) Je n'ai pas changé les rapports d'échelle ils sont à + 1 sur les 3 axes,
3) J'ai essayé plusieurs combinaisons en ''reverse" pour les axes X et Y , je n'ai pas encore réussi à écrire ''droit pour l'oeil'... faut que j'insiste...
4) J'ai monté des VAB chinoise 16X05, et si j'annule les résultats du calibrage en revenant au calcul manuel des steps/mm, je ne retrouve pas l'échelle 1. avant ma tentative de calibrage, les cercles et figures géométriques respectaient l'échelle. J'ai voulu améliorer...
5) J'ai baissé les vitesses en général et j'ai réduit le "rapide"... apparemment ça se passe bien mais je ferai un essai complet (+long) dès que j'aurais redressé cette fichue gravure...
C'est à ce stade que je dois faire un plus grand nombre de tentatives en ne changeant qu'un paramètre à la fois... Le mouvement général est fluide et j''ai testé les axes X et Y à grande vitesse. Ce n'est que lorsque j'impose une accélération violente que j'entend les pertes de pas.
Je me aussi suis posé la question de faire une mise à zéro générale de Mach3 et de ressaisir mes paramètres ...
Voilà, je persévère dès que j'ai 5' et je te tiens au courant...
Encore merci pour ton aide,
Papyblues
Désolé pour le délai mais il y a eu le WE et nous devons faire face à une invasion de sangliers en provenance du Parc Naturel de Calanques qui dévastent nos jardins.....donc pose de clôtures électriques (achetées dans le 71!) ...
Voici quelques réponses sachant que je n'ai pu faire qu'une série de tests et que je vais recommencer cette semaine ,
1) Je joins un zip du fichier test, que j'ai réalisé en 5' pour vérifier la précision de la machine puisque je venais de procéder au calibrage selon la méthode Mach3
2) Je n'ai pas changé les rapports d'échelle ils sont à + 1 sur les 3 axes,
3) J'ai essayé plusieurs combinaisons en ''reverse" pour les axes X et Y , je n'ai pas encore réussi à écrire ''droit pour l'oeil'... faut que j'insiste...
4) J'ai monté des VAB chinoise 16X05, et si j'annule les résultats du calibrage en revenant au calcul manuel des steps/mm, je ne retrouve pas l'échelle 1. avant ma tentative de calibrage, les cercles et figures géométriques respectaient l'échelle. J'ai voulu améliorer...
5) J'ai baissé les vitesses en général et j'ai réduit le "rapide"... apparemment ça se passe bien mais je ferai un essai complet (+long) dès que j'aurais redressé cette fichue gravure...
C'est à ce stade que je dois faire un plus grand nombre de tentatives en ne changeant qu'un paramètre à la fois... Le mouvement général est fluide et j''ai testé les axes X et Y à grande vitesse. Ce n'est que lorsque j'impose une accélération violente que j'entend les pertes de pas.
Je me aussi suis posé la question de faire une mise à zéro générale de Mach3 et de ressaisir mes paramètres ...
Voilà, je persévère dès que j'ai 5' et je te tiens au courant...
Encore merci pour ton aide,
Papyblues
- Fichiers joints

- COEURlove.nc.zip Fichier en test gravure...Vous n'avez pas la permission de télécharger les fichiers joints.(2 Ko) Téléchargé 8 fois
Papyblues- je prends du galon
- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -
OUPS! Omission
![]() Papyblues Mar 3 Nov 2015 - 18:57
Papyblues Mar 3 Nov 2015 - 18:57
En complément:... j'ai oublié de préciser que je suis sur un entrainement direct des Nema 23 et que mes drivers sont réglés sur 400 micro pas .
Désolé;
Demain je pense pouvoir m'y re-coller... je tenterai également une présentation rapide de la bêêête....
merci
Désolé;
Demain je pense pouvoir m'y re-coller... je tenterai également une présentation rapide de la bêêête....
merci
Papyblues- je prends du galon
- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -
Re: Relation Cambam/Mach3
![]() dh42 Mar 3 Nov 2015 - 19:01
dh42 Mar 3 Nov 2015 - 19:01
Salut,
Pour le step per (pas/mm) si tu a une vis de 5 en prise directe sur le moteur alors il ne reste plus qu'à connaitre ton réglage de micro-pas sur les drivers.
en pas entier, ça ferais un step per de: 40 ... de 80 si tu est en 1/2 pas, 160 en 1/4 pas, 320 en 1/8 etc.
(ensuite l'affinage se joue sur des décimales en principe, il n'y a pas de grosse variations de la valeur du step per ... à faire en dernier avec un comparateur et une cale étalon ou avec avec cette méthode si tu n'est pas équipé )
Edit: Ok donc tu est en 1/2 pas, ton step per devrait être de 80.
Évite, tu devra tout refaire ; la ça marche, il ne manque que de petits réglages.
Pour faire tes tests, un cœur ce n'est pas l'idéal pour prendre des cotes ; remplace le par un carré de 100x100
Pour les axes inversés, regarde cette image et compare avec ce que tu obtiens ; petit rappel ; quand tu est devant la machine (ce que toi tu considère comme l'avant) l'axe X va de gauche à droite (0 à gauche), l'axe Y va d'avant en arrière (0 vers toi) .. autrement dit c'est comme sur Cambam, si tu regardait ta machine de dessus.
++
David
Pour le step per (pas/mm) si tu a une vis de 5 en prise directe sur le moteur alors il ne reste plus qu'à connaitre ton réglage de micro-pas sur les drivers.
en pas entier, ça ferais un step per de: 40 ... de 80 si tu est en 1/2 pas, 160 en 1/4 pas, 320 en 1/8 etc.
(ensuite l'affinage se joue sur des décimales en principe, il n'y a pas de grosse variations de la valeur du step per ... à faire en dernier avec un comparateur et une cale étalon ou avec avec cette méthode si tu n'est pas équipé )
En complément:... j'ai oublié de préciser que je suis sur un entrainement direct des Nema 23 et que mes drivers sont réglés sur 400 micro pas .
Edit: Ok donc tu est en 1/2 pas, ton step per devrait être de 80.
Je me aussi suis posé la question de faire une mise à zéro générale de Mach3 et de ressaisir mes paramètres ...
Évite, tu devra tout refaire ; la ça marche, il ne manque que de petits réglages.
Pour faire tes tests, un cœur ce n'est pas l'idéal pour prendre des cotes ; remplace le par un carré de 100x100
Pour les axes inversés, regarde cette image et compare avec ce que tu obtiens ; petit rappel ; quand tu est devant la machine (ce que toi tu considère comme l'avant) l'axe X va de gauche à droite (0 à gauche), l'axe Y va d'avant en arrière (0 vers toi) .. autrement dit c'est comme sur Cambam, si tu regardait ta machine de dessus.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Le soleil à l'horizon...
![]() Papyblues Ven 6 Nov 2015 - 19:38
Papyblues Ven 6 Nov 2015 - 19:38
Bonsoir,
Bonne nouvelle tout est rentré dans l'ordre...la machine écrit bien comme il faut dans le bon sens et sans se marcher sur les pieds... Merci pour tes bons conseils car à l'occasion de la pose des contacts "home" j'avais fait une belle salade d'axes !...
Maintenant que mon programme se déroule "normalement" il me reste à référencer X et Y puisque seul Z n'a pas été affecté par les modifications...Je vais affiner mes réglages et augmenter un peu la vitesse d'usinage même si je ne suis pas spécialement pressé.
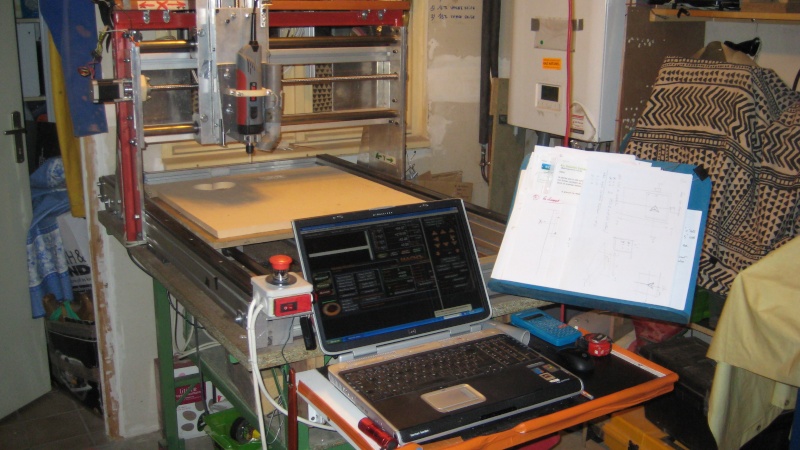
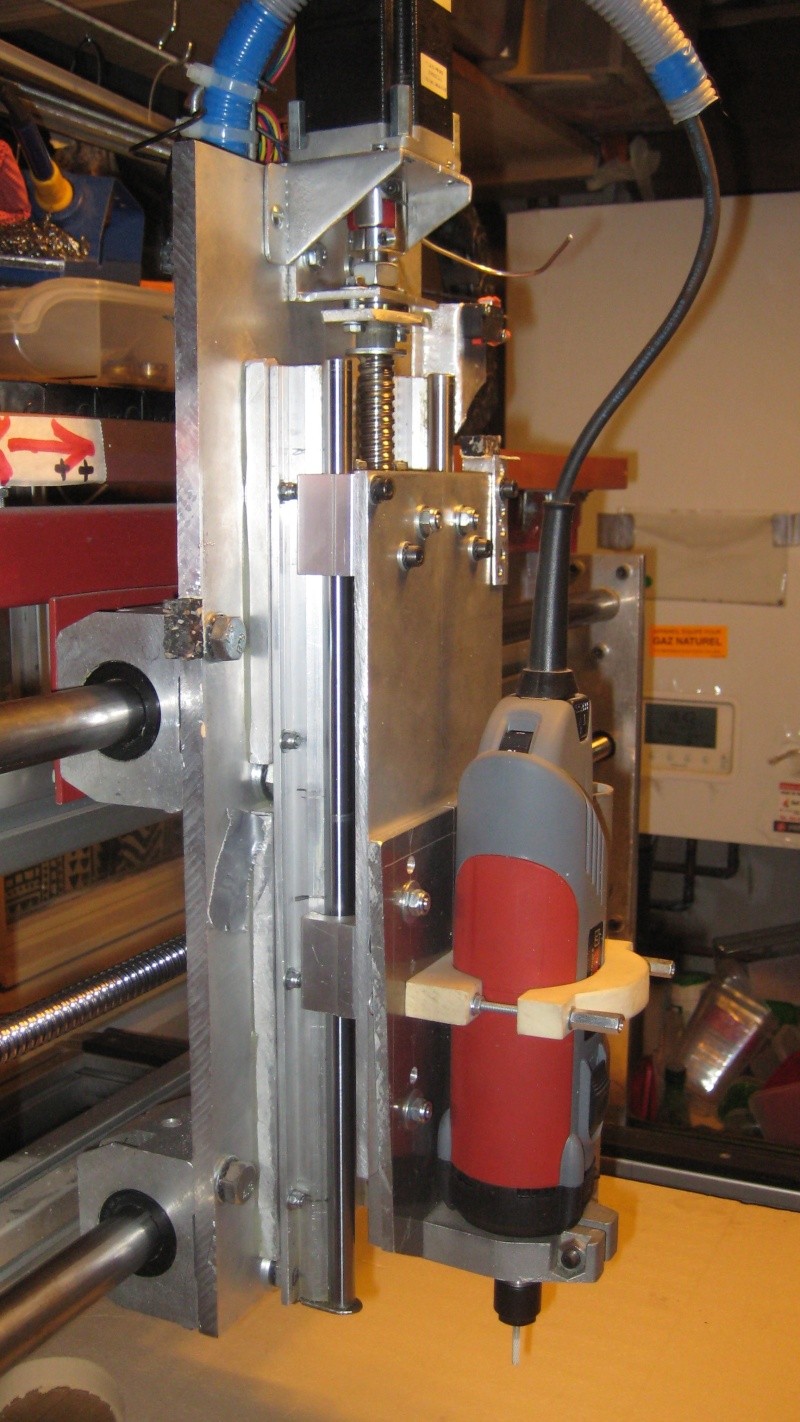
Quelques minutes pour présenter ma machine... j'étais parti chez le ferrailleur pour acheter des profilés aciers pour fabriquer une version ".2" d'une fraise à copier pour fabriquer mes guitares et je suis tombé sur un lot de douilles à billes de 25mm avec leur support alu. J'ai donc décidé, sur un coup de tête de passer à la fabrication d'une CNC 3 axes. J'ai acheté, au poids, les douilles , du profilé alu et des plaques ... J'ai acheté les rails du Z après avoir échoué avec des glissières de tiroir puis 3 VAB de 16X05 chinoise (l'une d'elle est vraiment pas terrible, elle "gratte" à chaque rotation malgré le rodage que je lui ai fait subir) et l'électronique chez Soprolec, car l'électronique ce n'est pas ma tasse de thé!.
J'ai choisi de rendre la table mobile car, selon mes calculs, les axes STUBB en 25mm de l'Y auraient eu une flèche trop importante s'ils avaient dû supporter le portique. Toutefois je trouve que l'Y manque de rigidité. Idem pour l'X que j'ai été amené à rigidifier avec des profils acier. Les joues du portique en tôle alu de 10mm étaient trop souples et surtout vibraient exagérément.
La chose est en photo jointe elle permet de travailler sur X= 570mm, Y =600mm, Z=150mm.
Une V2 est en cours de réflexion avec des axes supportés en X et Y et un châssis beaucoup plus rigide (peu être en "semi caniveau")... je prendrai conseil au moment de décider...
Je joins une photo d'une de mes guitares , c'est pour sculpter les tables que je vais mobiliser mon engin...
Merci encore et à bientôt car je ne crois pas en être sorti pour autant...
A++
Bonne nouvelle tout est rentré dans l'ordre...la machine écrit bien comme il faut dans le bon sens et sans se marcher sur les pieds... Merci pour tes bons conseils car à l'occasion de la pose des contacts "home" j'avais fait une belle salade d'axes !...
Maintenant que mon programme se déroule "normalement" il me reste à référencer X et Y puisque seul Z n'a pas été affecté par les modifications...Je vais affiner mes réglages et augmenter un peu la vitesse d'usinage même si je ne suis pas spécialement pressé.
Quelques minutes pour présenter ma machine... j'étais parti chez le ferrailleur pour acheter des profilés aciers pour fabriquer une version ".2" d'une fraise à copier pour fabriquer mes guitares et je suis tombé sur un lot de douilles à billes de 25mm avec leur support alu. J'ai donc décidé, sur un coup de tête de passer à la fabrication d'une CNC 3 axes. J'ai acheté, au poids, les douilles , du profilé alu et des plaques ... J'ai acheté les rails du Z après avoir échoué avec des glissières de tiroir puis 3 VAB de 16X05 chinoise (l'une d'elle est vraiment pas terrible, elle "gratte" à chaque rotation malgré le rodage que je lui ai fait subir) et l'électronique chez Soprolec, car l'électronique ce n'est pas ma tasse de thé!.
J'ai choisi de rendre la table mobile car, selon mes calculs, les axes STUBB en 25mm de l'Y auraient eu une flèche trop importante s'ils avaient dû supporter le portique. Toutefois je trouve que l'Y manque de rigidité. Idem pour l'X que j'ai été amené à rigidifier avec des profils acier. Les joues du portique en tôle alu de 10mm étaient trop souples et surtout vibraient exagérément.
La chose est en photo jointe elle permet de travailler sur X= 570mm, Y =600mm, Z=150mm.
Une V2 est en cours de réflexion avec des axes supportés en X et Y et un châssis beaucoup plus rigide (peu être en "semi caniveau")... je prendrai conseil au moment de décider...
Je joins une photo d'une de mes guitares , c'est pour sculpter les tables que je vais mobiliser mon engin...
Merci encore et à bientôt car je ne crois pas en être sorti pour autant...
A++
Papyblues- je prends du galon
- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -
Papyblues- je prends du galon
- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -
Re: Relation Cambam/Mach3
![]() dh42 Ven 6 Nov 2015 - 21:53
dh42 Ven 6 Nov 2015 - 21:53
Salut,
Ok, c'est cool si tout remarche
pour mettre des images sur le forum, n'utilise pas les PJ (très peu de place dispo, tu sera vite bloqué ... 1Mo/utilisateur) ; il y a un tuto ici pour l'insertion d'images.
http://www.metabricoleur.com/t570-poster-une-image
++
David
Ok, c'est cool si tout remarche
pour mettre des images sur le forum, n'utilise pas les PJ (très peu de place dispo, tu sera vite bloqué ... 1Mo/utilisateur) ; il y a un tuto ici pour l'insertion d'images.
http://www.metabricoleur.com/t570-poster-une-image
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Photo...
![]() Papyblues Ven 6 Nov 2015 - 22:48
Papyblues Ven 6 Nov 2015 - 22:48
Evidemment s'il y a une chose à éviter j'y plonge en premier... Voici une photo ...
Excuses pour le désordre...
Excuses pour le désordre...
Papyblues- je prends du galon
- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -
Re: Relation Cambam/Mach3
![]() dh42 Ven 6 Nov 2015 - 22:51
dh42 Ven 6 Nov 2015 - 22:51
Et bien ça n’a pas marché, moi pas voir de photo 
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Papyblues- je prends du galon
- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -
YOUPIIIIIIEEEEE!
![]() Papyblues Sam 14 Nov 2015 - 18:26
Papyblues Sam 14 Nov 2015 - 18:26
Bonsoir à tous,
Maintenant que tout marche, j'arrête pas de passer du temps à bidouiller des fraisages, gravures etc... je crois que j'ai attrapé le virus ! Quel jouet ! c'est déjà Noël !
Dans quelques temps je passe aux choses + sérieuses ...j'ai hâte ... mais je vais encore me heurter aux limites de mes compétences... Quel bonheur!
A++
Maintenant que tout marche, j'arrête pas de passer du temps à bidouiller des fraisages, gravures etc... je crois que j'ai attrapé le virus ! Quel jouet ! c'est déjà Noël !
Dans quelques temps je passe aux choses + sérieuses ...j'ai hâte ... mais je vais encore me heurter aux limites de mes compétences... Quel bonheur!
A++
Papyblues- je prends du galon
- Messages : 52
Points : 78
Date d'inscription : 15/09/2015
Age : 76
Localisation : Bouches du Rhône -
Re: Relation Cambam/Mach3
![]() dh42 Sam 14 Nov 2015 - 19:02
dh42 Sam 14 Nov 2015 - 19:02
Salut,
et un heureux de plus ..... la CNc c'est mieux que l'effet Kiss Cool ... 
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» cambam mach3
» [Questions] Premiers pas : ID-conception+CamBam+Mach3
» tournage cambam/mach3
» Parcours d'outil différent sur CamBam et Mach3...
» L'origine de mach3 et de cambam ne coinciden pas!?
» [Questions] Premiers pas : ID-conception+CamBam+Mach3
» tournage cambam/mach3
» Parcours d'outil différent sur CamBam et Mach3...
» L'origine de mach3 et de cambam ne coinciden pas!?
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum