






"Retrofit" scie à ruban métal , type BS128

 "Retrofit" scie à ruban métal , type BS128
"Retrofit" scie à ruban métal , type BS128
![]() Strib Dim 22 Déc 2019 - 9:55
Strib Dim 22 Déc 2019 - 9:55
Il y a quelques mois, j'ai acquis une petite scie à ruban à métaux par chez moi (ce qui est déjà un exploit en soi). Même si ce type de petite scie est top sur le papier, bah comme beaucoup de matériels d'entrée de gamme de l'empire du milieu, il y a pas mal de choses à reprendre pour la rendre utilisable. Les M.O. neuves à remonter soi même en fait !
Il n'y a qu'à voir le constat de Nikof maker sur la revue de sa scie (c'est la même) :
Le plus intéressant dans cette aventure, c'est la rencontre avec le vendeur, un mec de mon age, adorable et passionné d'usinage. Je pensais ne jamais rencontrer un moustachu aussi passionné sur mon île !
Ceci étant dit, les conditions de la vente étaient claire, la scie était vendue sans piétement (récupéré par l'ancien proprio) et sans le vérin de descente (qui de toutes façons nécessite du boulot pour le rendre utilisable).
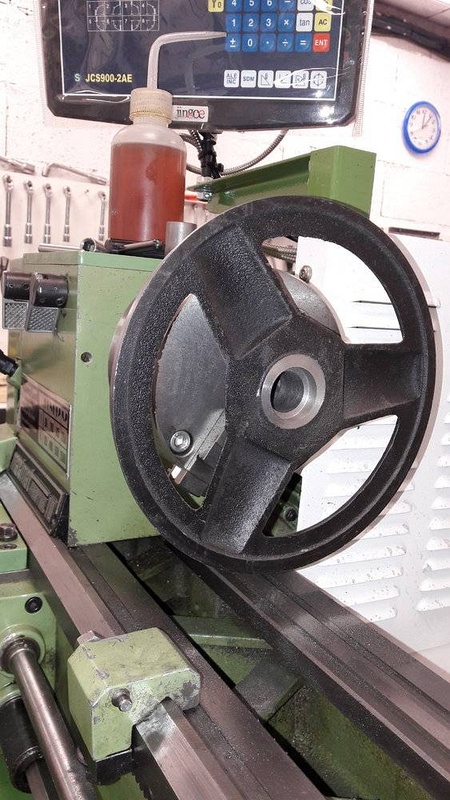
La scie quant à elle, avait été déjà reçu un travail de fiabilisation. En effet, le volant "fou", d'origine sur palier bronze, a reçu un usinage dans les règles pour y recevoir des roulements, le voile est maintenu dans le centième !
 :
: 

Ceci étant fait, la voici (entre autres) lors de son chargement :
 [/img]
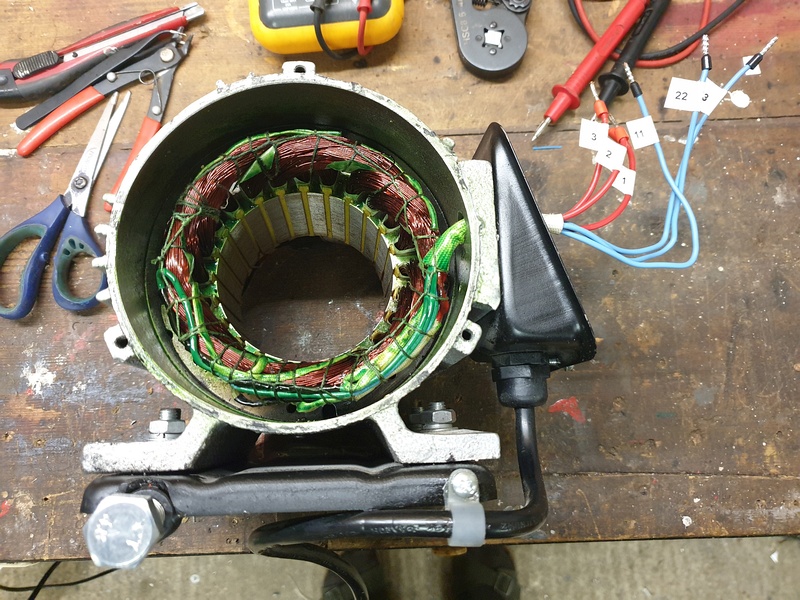
[/img]La première chose à faire, était de la brancher au 230V (c'est un modèle 400V), mais surprise lors de l'ouverture de la boite de connexion. Il n'y a que 3 fils qui sortent du moteur, impossible de le brancher en étoile. Alors tout comme Lapinou, les recherches m'ont pointé directement sur l'excellent site de Mr LABOBINE, il me fallait ouvrir un peu plus ses entrailles et récupérer la jonction des bobinages, afin de sortir les 3 couplages :
La connectique réduite à sa plus simple expression :


Puis, un coup de ficelle (Contrairement à Lapinou, je ne suis pas allé voler la ficelle à rôti de madame, mais j'ai utilisé de la tresse de pêche, c'est assez resistant, et j'en ai des kilomètres) :

Voilà qui est fait , avec un bornier classique retrouvé dans la BàB !

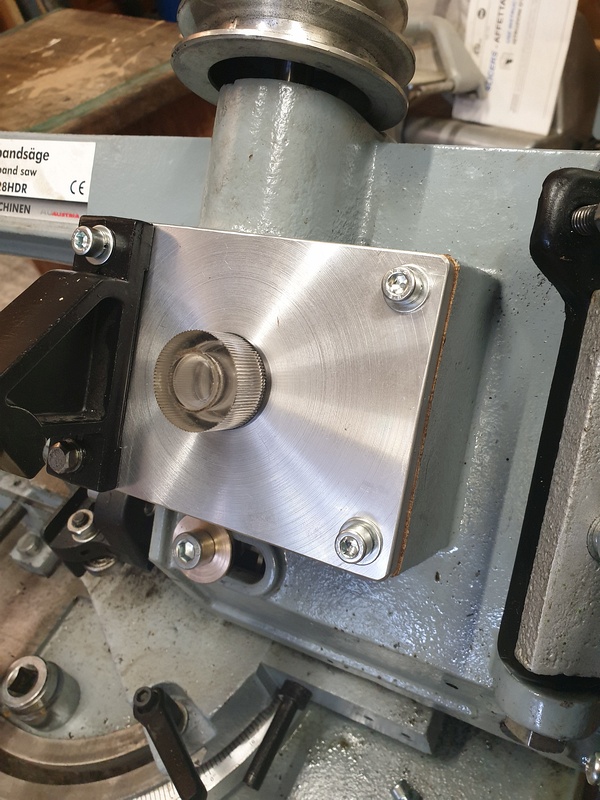
Premier point à revoir : Le capot refermant le réducteur est en tôle de 3mm, avec un vulgaire joint silicone, j'ai des pertes d'huiles.
J'ai donc usiné une plaque en alu, et placé un bouchon de vidange de récup, et posé un joint liège :


(La suite lorsque le courant sera revenu
Dernière édition par Strib le Dim 22 Déc 2019 - 10:51, édité 1 fois

Strib- complétement accro

- Messages : 2446
Points : 4649
Date d'inscription : 25/04/2012
Age : 51
Localisation : Corse du Sud -


Re: "Retrofit" scie à ruban métal , type BS128
![]() junkdealer Dim 22 Déc 2019 - 10:38
junkdealer Dim 22 Déc 2019 - 10:38
c'est la mode du moteur 3 fils
je vais suivre tes péripéties, car j'envisage aussi d'avoir un jour ce genre de scie, j'hesite entre une criculaire avec disque métal (pas tronconneuse) sur socle (j'ai deja la circulaire a métal style circulaire a bois festool et cie), une classique alternative mais qui prend de la place et offre des capacités que je n'ai pas forcément besoin, et une petite scie a ruban
vivement le retour du courant, vous dégustez en ce moment "dans le sud", a chaque pluie c'est la cata, vu que c'est a chaque fois un déluge de plusieurs semaines de pluie en 1h

junkdealer- complétement accro
- Messages : 3643
Points : 4224
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: "Retrofit" scie à ruban métal , type BS128
![]() Strib Dim 22 Déc 2019 - 11:34
Strib Dim 22 Déc 2019 - 11:34
Entre les tempêtes et maintenant le déluge, et enfin les deux ensemble ... On déguste en cette fin d'année...
Allez, La suite :
Un des problèmes connus (et reconnus
J'ai donc tourné une pièce en laiton pour rattraper ce jeu, sur le gros plan, on remarque la pièce tournée et "épaulée" :



Bon, c'est bien beau, mais maintenant, je fais comment ? Je ne vais pas scier à chaque fois au raz des pâquerettes, il me fallait trouver un socle.
J'ai finalement pu récupérer un socle de photocopieur en acier. J'ai donc commencé à préparer un châssis pour l'adapter, tout ça en piochant Skya (
J'ai même délesté madame d'une plaque de pâtisserie, me disant que je pourrais faire un réceptacle à huile de coupe (il est en tôle de 1,5mm, et difficilement utilisable à la pâtisserie car trop lourd) :

J'ai tourné et soudé des entretoises pour fixer le socle au travers du bac de récupération, et tourné un embout à souder également, pour collecter le liquide :


Et puis pistolage :






Et puis pour faire propre, j'ai imprimé les bouchons de tube :

Ca fait propre !

Ca commence à prendre forme !
A+
Stéphane
Strib- complétement accro
- Messages : 2446
Points : 4649
Date d'inscription : 25/04/2012
Age : 51
Localisation : Corse du Sud -
Re: "Retrofit" scie à ruban métal , type BS128
![]() nono30 Dim 22 Déc 2019 - 13:58
nono30 Dim 22 Déc 2019 - 13:58
voilà un sujet qui fait appelle à plein de techniques différentes, un régal

nono30- complétement accro
- Messages : 2165
Points : 2245
Date d'inscription : 17/07/2017
Age : 56
Localisation : france
Re: "Retrofit" scie à ruban métal , type BS128
![]() thomas25 Dim 22 Déc 2019 - 17:10
thomas25 Dim 22 Déc 2019 - 17:10

thomas25- complétement accro
- Messages : 1026
Points : 1099
Date d'inscription : 08/11/2017
Age : 44
Localisation : Etalans 25
Re: "Retrofit" scie à ruban métal , type BS128
![]() Strib Dim 22 Déc 2019 - 17:22
Strib Dim 22 Déc 2019 - 17:22
Merci Nono, j'adore toucher à tout
Merci Thomas
La suite :
En même temps que les essais de lub, j'ai décidé de déplacer le contact de fin de coupe : D'origine, la boite à boutons est près de l'axe de rotation horizontal, à droite (on le voit sur les premières photos). Un doigt vient appuyer sur le bouton stop du contact à manque de tension.
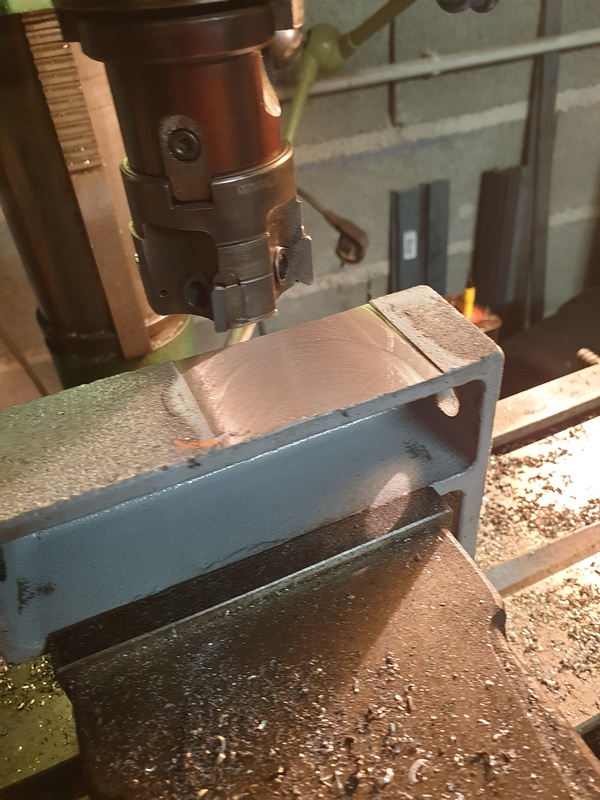
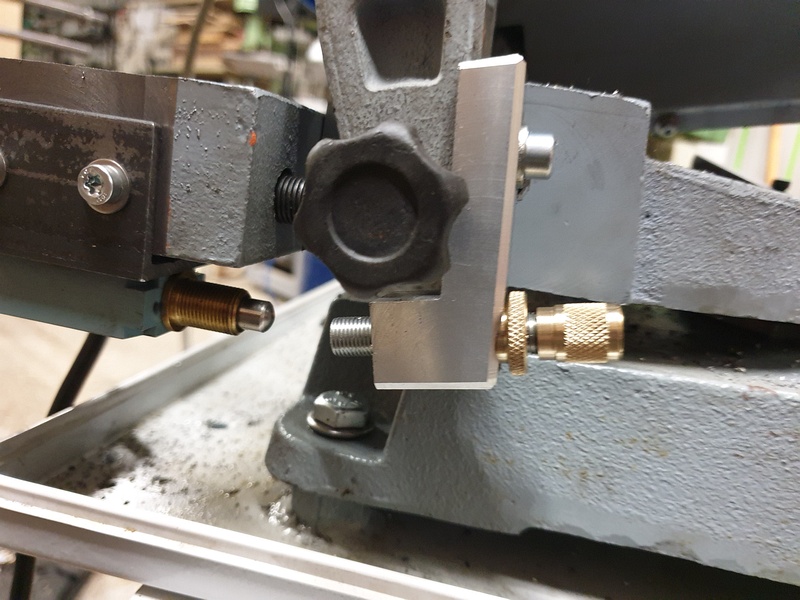
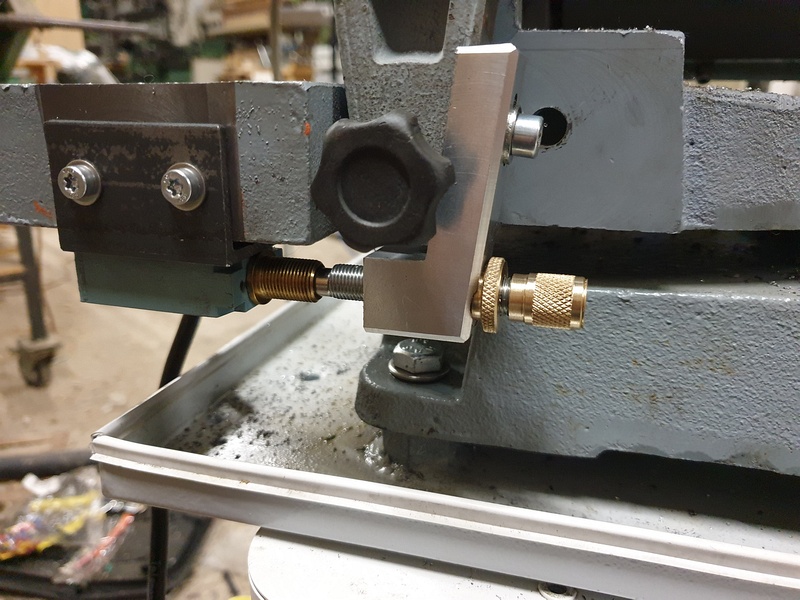
J'ai voulu le sortir de là pour que la boite à boutons soit épargnée des projections de liquide, et ai donc décidé de modifier l'archet et la partie qui loge le ressort d'amortissement pour y fixer un contact :

Pour ce faire, il me faut fraiser une ou deux surfaces propre :

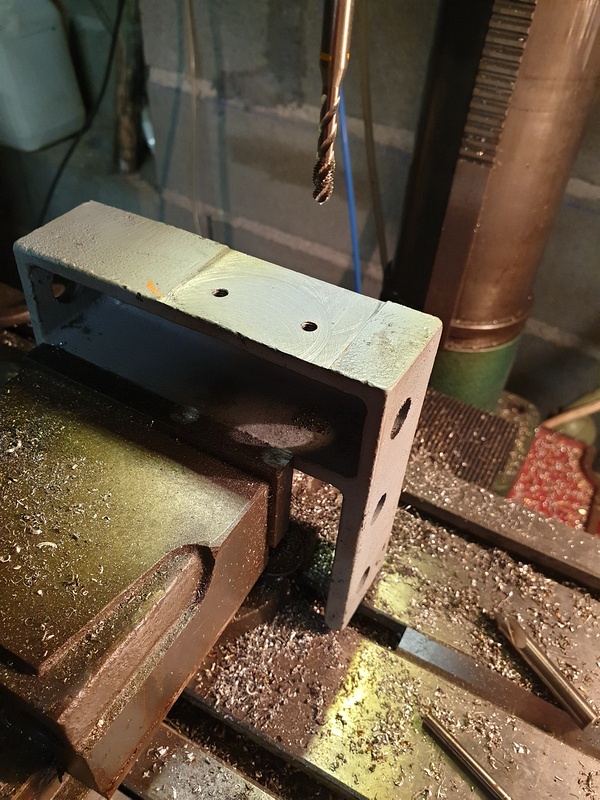
Et après quelques calculs et coups de fraises, je réalise la pièce dans un bout d'AU4G :


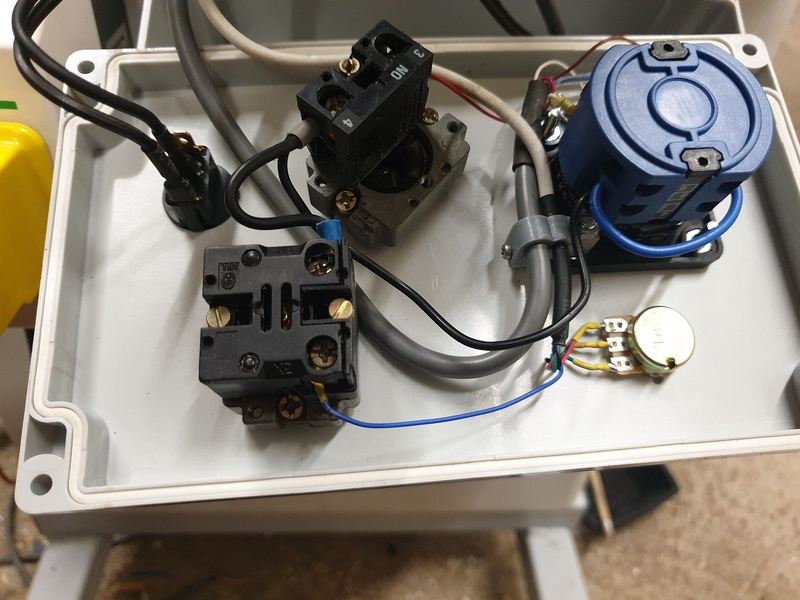
Je commence donc à faire les plans et à imprimer les pièces pour mettre en place l'electricité :
Je fais une boite à boutons à partir d'un boitier plastique de 200x120x70. Comme je mets un variateur (Altivar 12), j'en profite pour installer :
2 Vitesses pré-programmées, et une vitesse variable par potentiomètre. Je programme également un contact analogique pour la fin de course.
Pour l'instant ça fonctionne bizarrement, je n'ai qu'une vitesse (Deux positions donnent le même résultat) et une position variation par potentiomètre
Donc en avant pour l'impression des pièces : les équerres pour fixer la boite en facade, un enjoliveur :



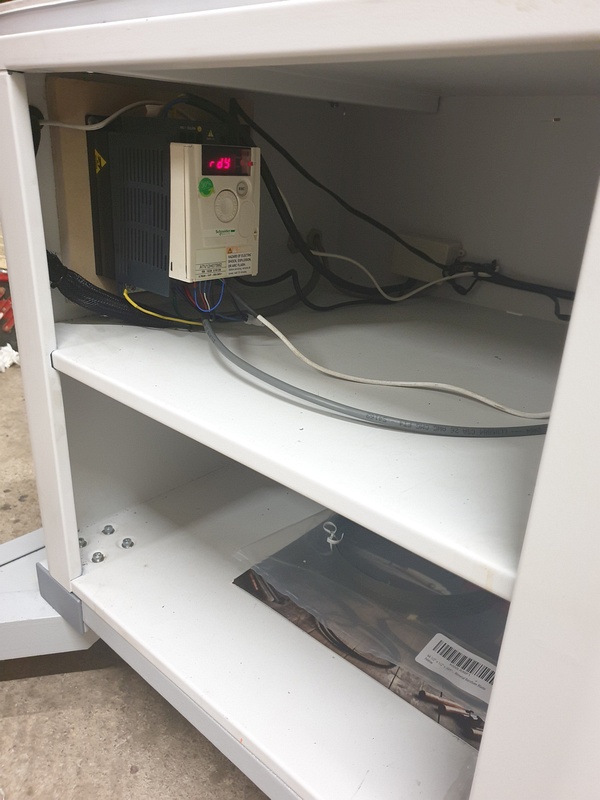
Pour la protection, j'ai pris l'habitude d'installer sur mes machines un boitier DRT : non seulement cela permet de protéger la machine, mais comme je commence à avoir pas mal d'outils qui tournent sur variateur, il ne faut jamais les laisser connectées sur le réseau. Si je laisse connectées plus de 3 machines, cela me fait sauter l'inter différentiel de l'atelier (trop de "fuites" sur les variateurs , individuellement, elles sont minimes, mais additionnées entre-elles on atteint presque les 30mA : au branchement de la 4eme ça saute.
Et ce, même avec un inter différentiel à courbe spécifique...)
Bref, heureusement qu'il y a le coincoin !

A+
Stéphane
Strib- complétement accro
- Messages : 2446
Points : 4649
Date d'inscription : 25/04/2012
Age : 51
Localisation : Corse du Sud -
Re: "Retrofit" scie à ruban métal , type BS128
![]() le pat Dim 22 Déc 2019 - 17:59
le pat Dim 22 Déc 2019 - 17:59
toujours aussi intéressant a suivre tes rénovations et modif sur tes machines
mais tu n'avais pas retapé une scie alternative il y a quelques années ?

le pat- complétement accro
- Messages : 1283
Points : 2133
Date d'inscription : 10/03/2011
Age : 56
Localisation : champagne
Re: "Retrofit" scie à ruban métal , type BS128
![]() michel80 Dim 22 Déc 2019 - 18:31
michel80 Dim 22 Déc 2019 - 18:31
Très belle rénovation elle a retrouvé une nouvelle vie
Michel

michel80- complétement accro
- Messages : 3097
Points : 3260
Date d'inscription : 15/03/2014
Age : 58
Localisation : picardie
Re: "Retrofit" scie à ruban métal , type BS128
![]() Strib Dim 22 Déc 2019 - 18:41
Strib Dim 22 Déc 2019 - 18:41
le pat a écrit:salut stephane
toujours aussi intéressant a suivre tes rénovations et modif sur tes machines
mais tu n'avais pas retapé une scie alternative il y a quelques années ?
Oui, tout à fait !. Elle est très bien pour le gros plein et la grosse section de profilé.
Je la trouve un peu "violente" pour du profilé classique, même avec une lame adaptée tu es sur des oeufs.
Au début je voulais prendre une scie fraise, voire ces nouvelles scies à onglet avec disque carbure genre "fury machin", et puis l'occasion a fait le larron !
La fonction verticale est d'ailleurs un plus indéniable, je pense que je vas avoir du mal à m'en passer. Tu peux "chantourner" des pièces, c'est tres économique en matière.
A+
Stéphane
Strib- complétement accro
- Messages : 2446
Points : 4649
Date d'inscription : 25/04/2012
Age : 51
Localisation : Corse du Sud -
Re: "Retrofit" scie à ruban métal , type BS128
![]() michel80 Dim 22 Déc 2019 - 19:07
michel80 Dim 22 Déc 2019 - 19:07
J ai une promac difficile de couper sans
Michel
michel80- complétement accro
- Messages : 3097
Points : 3260
Date d'inscription : 15/03/2014
Age : 58
Localisation : picardie
Re: "Retrofit" scie à ruban métal , type BS128
![]() mcop2 Dim 22 Déc 2019 - 20:28
mcop2 Dim 22 Déc 2019 - 20:28
Comment sont faites les inscriptions sur le couvercle du boitier de commande ?
J'en ai un à faire, et je n'ai que des étiquettes noires et blanches

mcop2- acharné du forum

- Messages : 510
Points : 566
Date d'inscription : 16/09/2017
Age : 53
Localisation : quelque part à l'ouest
Re: "Retrofit" scie à ruban métal , type BS128
![]() Strib Dim 22 Déc 2019 - 20:49
Strib Dim 22 Déc 2019 - 20:49
C'est juste imprimé sur jet d'encre à taille reelle, et ensuite plastifié.
A+
Stéphane
Strib- complétement accro
- Messages : 2446
Points : 4649
Date d'inscription : 25/04/2012
Age : 51
Localisation : Corse du Sud -
Re: "Retrofit" scie à ruban métal , type BS128
![]() mcop2 Dim 22 Déc 2019 - 23:24
mcop2 Dim 22 Déc 2019 - 23:24
Merci.
mcop2- acharné du forum
- Messages : 510
Points : 566
Date d'inscription : 16/09/2017
Age : 53
Localisation : quelque part à l'ouest
Re: "Retrofit" scie à ruban métal , type BS128
![]() Strib Dim 22 Déc 2019 - 23:42
Strib Dim 22 Déc 2019 - 23:42
A+
Stéphane
Strib- complétement accro
- Messages : 2446
Points : 4649
Date d'inscription : 25/04/2012
Age : 51
Localisation : Corse du Sud -
Re: "Retrofit" scie à ruban métal , type BS128
![]() Jivé Lun 23 Déc 2019 - 6:12
Jivé Lun 23 Déc 2019 - 6:12
Jean

Jivé- complétement accro
- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: "Retrofit" scie à ruban métal , type BS128
![]() L'Ankou Mar 24 Déc 2019 - 8:06
L'Ankou Mar 24 Déc 2019 - 8:06
Pour la tempête je suis sous le vent de l'île mouillé devant Lucciana, on s'en est pris une bonne !!!!! Ça devait être dantesque à terre !

L'Ankou- complétement accro
- Messages : 3329
Points : 3487
Date d'inscription : 22/04/2015
Age : 40
Localisation : 56130 FEREL
Re: "Retrofit" scie à ruban métal , type BS128
![]() junkdealer Mar 24 Déc 2019 - 9:51
junkdealer Mar 24 Déc 2019 - 9:51
En fait de péripéties, tout était déjà bouclé en fait, c'est de la triche
j'arrive au recablage du moteur, je reviens 3 jours après, c'est cablé, sécurisé, peint et ca débite du profilé acier
en trois jours, j'ai même pas le temps de faire le cache bout de tube a l'imprimante 3D

question bête : tu te souviens si les trois fils que t'es allé chercher dans ton moteur, ils étaient soudés a l'étain entre eux ? d'après la photo on dirait que oui.
Sur le moteur de la JET, c'était une soudure cuivre cuivre, une boule au bout, et sur le somer que j'ai du refaire idem, les fils emaillés et les fils qui vont au boitier étaient soudés "cuivre cuivre", pas de soudure plomb ou etain
junkdealer- complétement accro
- Messages : 3643
Points : 4224
Date d'inscription : 04/03/2015
Age : 54
Localisation : Nancy
Re: "Retrofit" scie à ruban métal , type BS128
![]() Strib Mar 24 Déc 2019 - 11:18
Strib Mar 24 Déc 2019 - 11:18
Les fils étaient bien étamés
Bon noel a tous
Stephane
PS : la scie n'est pas terminée, loin de la
Strib- complétement accro
- Messages : 2446
Points : 4649
Date d'inscription : 25/04/2012
Age : 51
Localisation : Corse du Sud -
Re: "Retrofit" scie à ruban métal , type BS128
![]() niaproun Mar 24 Déc 2019 - 11:43
niaproun Mar 24 Déc 2019 - 11:43
AveStrib a écrit:J'essaie de battre le fil de Laurent (koko), il a fait le post le plus long du forum pour ses tréteaux, moi j'essaie de boucler en 1 page.
Les fils étaient bien étamés
Bon noel a tous
Stephane
PS : la scie n'est pas terminée, loin de la
Merci et bonnes fêtes.
Si,si, j'aime bien ces fils, denses, chargés en informations, et donc faciles à suivre.
Ca me pousserai presque à me pencher un peu sur les moteurs, tellement tu fais ça avec facilité.
Longo maï

niaproun- complétement accro
- Messages : 4694
Points : 8596
Date d'inscription : 15/01/2012
Age : 73
Localisation : région Lyon
Re: "Retrofit" scie à ruban métal , type BS128
![]() Marco66 Mar 24 Déc 2019 - 14:12
Marco66 Mar 24 Déc 2019 - 14:12
Bravo.

Marco66- complétement accro
- Messages : 3916
Points : 4187
Date d'inscription : 04/05/2014
Age : 58
Localisation : Région nantaise
Re: "Retrofit" scie à ruban métal , type BS128
![]() Strib Ven 3 Jan 2020 - 0:38
Strib Ven 3 Jan 2020 - 0:38
L'Ankou a écrit:Joli boulot !
Pour la tempête je suis sous le vent de l'île mouillé devant Lucciana, on s'en est pris une bonne !!!!! Ça devait être dantesque à terre !
Désolé, j'étais passé un peu rapidement sans comprendre ton message : en effet, tu as du douiller un peu
Bon, ces jours ci sont bien plus tranquilles, on a un temps de mois de mai ... Ça ne va pas durer ...
Jivé a écrit:Belle amélioration, Stéphane. Je vois que tu t'amuses toujours bien avec tour et fraiseuse. Tu dois avoir plaisir à travailler avec, maintenant. Aller trifouiller dans les enroulements moteur, chapeau !
Jean
Merci Jean, mais sans le site de Labobine, je ne m'y serai pas risqué. Ce n'est pas la première fois que j'ouvre les entrailles d'un de mes moteurs, le précédent, c'était celui de ma perceuse à colonne Cincinnati Chomienne. Même souci que Junkdealer, les gaines des fils qui s'effritaient... C'est bon à savoir que l'on peut les ressusciter ces moulins !
Et toi au fait ? Ne me dis pas que tu as mis la PF25 de côté ?
Bref, passons à la lubrification :
J'ai acheté chez mamma zone une petite (toute petite) pompe 12v immergée, (gros avantage, elle passe dans le goulot d'un bidon de 5L)
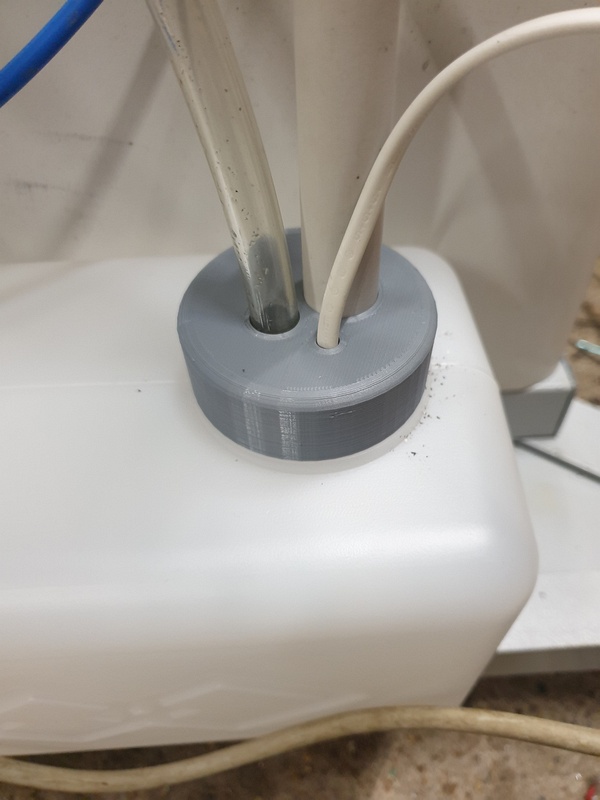
J'ai aussi acheté un petit réservoir de 5.5l un peu plus facile à caser qu'un bidon de lave-glace :


Comme je ne voulais pas canibaliser le bouchon du réservoir, j'en ai imprimé un. C'est un bon exercice de modéliser un filetage... surtout sur sketchup, et l'opération est bien plus facile qu'il n'y parait ! (surtout sur ce genre de filetage M60x6 il me semble ...)

Il est prévu pour recevoir une durite (sortie liquide), un tuyau de 20mm (tube IRL) et la sortie de câble. Pour brancher le tout, une vieille alim à découpage de 12v/2a (vieux disque dur externe), et le tour est joué :

Pour éviter que le réservoir ne soit pollué par les inévitables morceaux de limailles, j'ai donc intercalé entre la sortie du bac récepteur, et le réservoir, une petite bouteille de décantation. Il s'agit d'une bouteille de boisson (je ne me souviens plus laquelle d'ailleurs), mais le point important, c'est que le fonds était exploitable (c'est pas toujours le cas suivant le moulage de la bouteille).
J'ai donc usiné un petit "siphon" en alu, avec son écrou, en M10x100. Deux joints toriques et zou !

Ensuite un petit systeme pour déclipser la bouteille rapidement (pour la vider le temps venu) :


Notez le logement pour ranger le bouchon d'origine du réservoir... Ma lubie du "ça peut toujours servir ..."

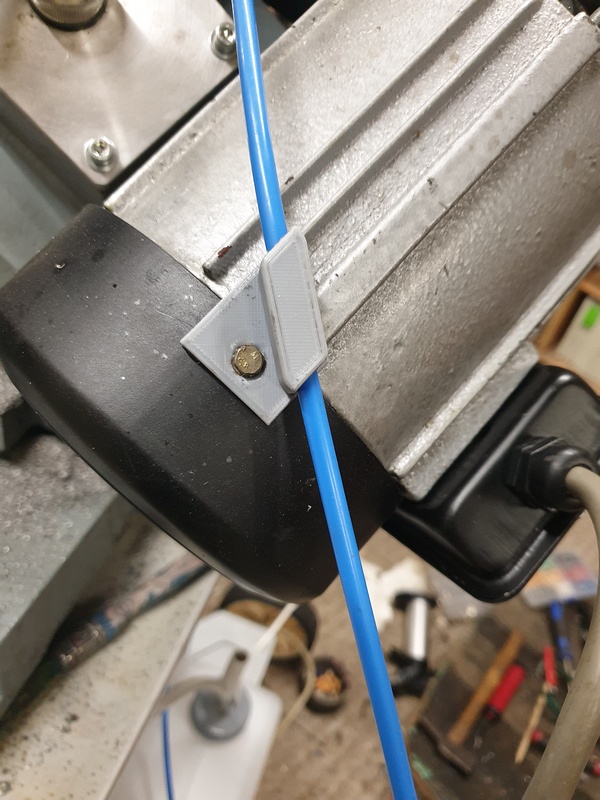
Impression d'un "guide tube" et deux passants et une vieille sangle plus loin ... :

J'ai ensuite ré-utilisé un systeme de micro lub d'origine wish (en démontant tout le système), un bout d'alu taraudé 1/4 gaz pour y visser le locline et la vanne 1/4 de tour :

Il va falloir que je réfléchisse à fabriquer un jeu de brosses pour nettoyer la lame (philippe avait intégré des morceau de carbure je crois, ça a l'air de marcher très bien aussi...)
Peut être en utilisant deux brosses laiton Dremel, ou deux brosses à dents ... à voir !
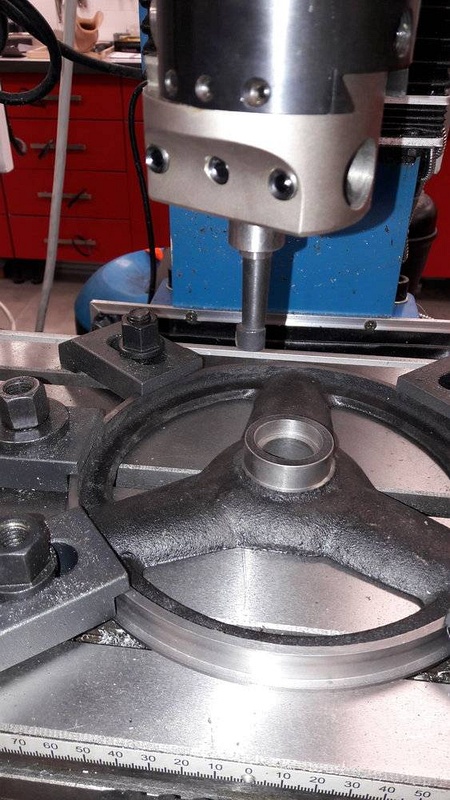
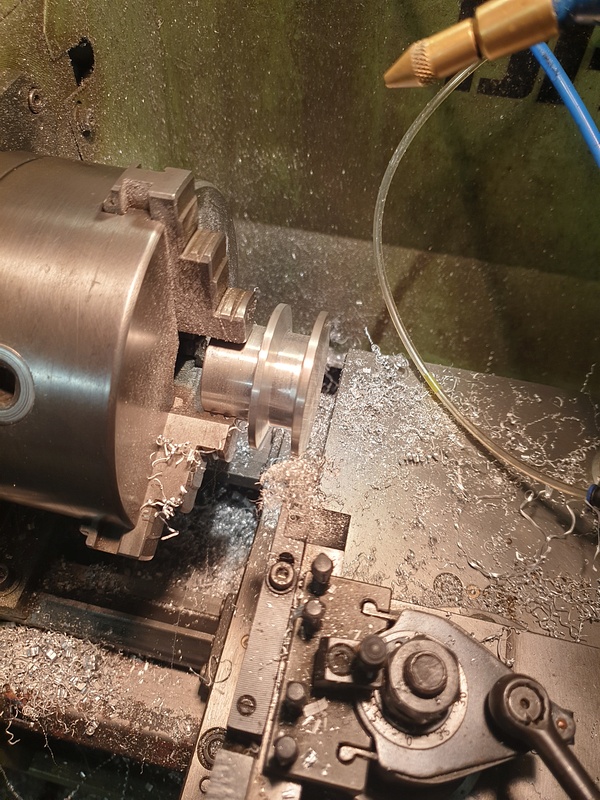
Durant les premiers essais, je trouvais que la scie tremblait par moments. En inspectant un peu l'ensemble, je me suis rendu compte que les poulies d'origine ont un jeu de fou !
5/10e et 6/10e de surcote ! J'en ai donc usiné deux nouvelles. Puisque j'utilise un variateur, j'ai donc usiné des poulies simples, à la mesure de la poulie intermédiaire d'origine :


Voilà !
La suite, ce sera donc une nouvelle table un peu plus grande (pour travailler à la volée un peu plus confortablement), et surtout, la fabrication d'un verin de descente automatique sur la base d'un amortisseur de voiture.
Je suis en train de plancher sur les plans.
A bientôt donc
Stéphane
Strib- complétement accro
- Messages : 2446
Points : 4649
Date d'inscription : 25/04/2012
Age : 51
Localisation : Corse du Sud -
Re: "Retrofit" scie à ruban métal , type BS128
![]() Détourneur de fontes Ven 3 Jan 2020 - 7:48
Détourneur de fontes Ven 3 Jan 2020 - 7:48
J'essaye de suivre à peu près, bien que ce ne soit vraiment pas mon rayon...
Merci du partage

Détourneur de fontes- complétement accro
- Messages : 2265
Points : 2398
Date d'inscription : 18/06/2018
Age : 42
Localisation : Calvados
Re: "Retrofit" scie à ruban métal , type BS128
![]() KOKO 57 Ven 3 Jan 2020 - 11:58
KOKO 57 Ven 3 Jan 2020 - 11:58

KOKO 57- complétement accro
- Messages : 9671
Points : 10613
Date d'inscription : 05/05/2015
Age : 57
Localisation : Moselle (57)

 Sujets similaires
Sujets similaires» Avis sur une scie à ruban métal (Optimum)
» Questions sur la scie à ruban métal OPTIMUM S 122 G
» Vend scie à ruban MBS 210 FH-Tri Metal Profi
» Scie à ruban métal : Holzmann ou Bernardo?