






modification post pro GRBL
2 participants
Page 1 sur 1

 modification post pro GRBL
modification post pro GRBL
![]() Mcar Mar 2 Juil 2024 - 18:33
Mcar Mar 2 Juil 2024 - 18:33
Bonjour à tous,
J'ai trouvé dans CamBam une astuce pour que GRBL lance automatique une procédure de changement d'outil avec la prise de longueur via un Z probe
il n'y a donc plus besoin de faire un programme Gcode par outil,
le plugin GRBL_machine ne me plait pas, pas vraiment convivial , je préfère utiliser Candle. la raison pour laquelle j'ai trouvé cette astuce.
le programme Gcode avec l'ensemble des outils arrêtera lors du changement d'outil pour son remplacement, lance la procédure de Zprobbe initialise des décalages et relance le programme.
la procédure fonctionne bien mais avant de vous communiquer le chemin pour y arriver, je voudrais améliorer le programme Gcode generé par le post pro GRBL .

le post pro affiche au debut du blabla, puis le post pro utilisé, puis la table des outils,
puis G21 G90 G40, je voudrais rajouter G17
puis se place au dessus de la piece en Z3 (point de dégagement )
Pour des raison de sécurité, de mon expérience, on déplace toujours pour le premier outil les XY puis le Z , histoire de ne pas risquer de ramponer en cas d'erreur
ensuite il fait le changement d'outil (qui n'est pas geré par GRBL), peu importe, c'est pour moi une erreur de faire un chgt d'outil en Z3
donc
serait il possible et comment modifier le post pro pour qu'il démarre toujours par G21 G90 G40 G17, sans mouvement histoire de l'initialiser.
puis de suite le changement d'outil
ma procédure s'insère en lieu et place du TO1 M6
et cela pour chaque changement d'outil.
merci pour votre aide,
J'ai trouvé dans CamBam une astuce pour que GRBL lance automatique une procédure de changement d'outil avec la prise de longueur via un Z probe
il n'y a donc plus besoin de faire un programme Gcode par outil,
le plugin GRBL_machine ne me plait pas, pas vraiment convivial , je préfère utiliser Candle. la raison pour laquelle j'ai trouvé cette astuce.
le programme Gcode avec l'ensemble des outils arrêtera lors du changement d'outil pour son remplacement, lance la procédure de Zprobbe initialise des décalages et relance le programme.
la procédure fonctionne bien mais avant de vous communiquer le chemin pour y arriver, je voudrais améliorer le programme Gcode generé par le post pro GRBL .

le post pro affiche au debut du blabla, puis le post pro utilisé, puis la table des outils,
puis G21 G90 G40, je voudrais rajouter G17
puis se place au dessus de la piece en Z3 (point de dégagement )
Pour des raison de sécurité, de mon expérience, on déplace toujours pour le premier outil les XY puis le Z , histoire de ne pas risquer de ramponer en cas d'erreur
ensuite il fait le changement d'outil (qui n'est pas geré par GRBL), peu importe, c'est pour moi une erreur de faire un chgt d'outil en Z3
donc
serait il possible et comment modifier le post pro pour qu'il démarre toujours par G21 G90 G40 G17, sans mouvement histoire de l'initialiser.
puis de suite le changement d'outil
ma procédure s'insère en lieu et place du TO1 M6
et cela pour chaque changement d'outil.
merci pour votre aide,

Mcar- petit nouveau

- Messages : 41
Points : 53
Date d'inscription : 08/04/2018
Age : 67
Localisation : 54860 Haucourt-Moulaine

Re: modification post pro GRBL
![]() Mcar Mar 2 Juil 2024 - 20:25
Mcar Mar 2 Juil 2024 - 20:25
bon je me reponds à moi même,
il faut juste rajouter {$workplane} dans le pos pro rubrique principale sous rubrique entete
suivant ce lien :
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/PostProcessor.htm
voilà ma premiere question soldée
merci David pour toutes ces infos sur le site atelier des fougeres
il faut juste rajouter {$workplane} dans le pos pro rubrique principale sous rubrique entete
suivant ce lien :
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/PostProcessor.htm
voilà ma premiere question soldée
merci David pour toutes ces infos sur le site atelier des fougeres
Mcar- petit nouveau
- Messages : 41
Points : 53
Date d'inscription : 08/04/2018
Age : 67
Localisation : 54860 Haucourt-Moulaine
Re: modification post pro GRBL
![]() Mcar Mar 2 Juil 2024 - 23:10
Mcar Mar 2 Juil 2024 - 23:10
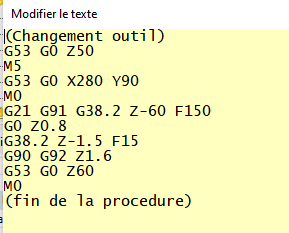
voilà le fichier generé automatiquement avec les changement d'outils (sur GRBL)

à partir de (changement d'outil) et jusqu' à (fin de procédure) le code est automatiquement inséré par cambam en lieu et place du Txx M6.
par exemple le deuxième outil :

la procédure est simple,
dans system, bibliothèques outil, choisir un outil

puis dans changement outil

insérer sur cette ligne le code
le faire pour chaque outil utilisé,
testé sur ma CNC3018 , ça marche
@david, c'est juste ce que je fais ?
il y a juste un bemol, la ligne N20 je n'arrive pas à la supprimer,

à partir de (changement d'outil) et jusqu' à (fin de procédure) le code est automatiquement inséré par cambam en lieu et place du Txx M6.
par exemple le deuxième outil :

la procédure est simple,
dans system, bibliothèques outil, choisir un outil

puis dans changement outil

insérer sur cette ligne le code

le faire pour chaque outil utilisé,
testé sur ma CNC3018 , ça marche
@david, c'est juste ce que je fais ?
il y a juste un bemol, la ligne N20 je n'arrive pas à la supprimer,
Mcar- petit nouveau
- Messages : 41
Points : 53
Date d'inscription : 08/04/2018
Age : 67
Localisation : 54860 Haucourt-Moulaine
Re: modification post pro GRBL
![]() dh42 Mer 3 Juil 2024 - 0:06
dh42 Mer 3 Juil 2024 - 0:06
Salut,
Le G0 Z3 est généré par {$clearance} (remontée au plan de dégagement)
++
David
Le G0 Z3 est généré par {$clearance} (remontée au plan de dégagement)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25519
Points : 38235
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


 Sujets similaires
Sujets similaires» grbl quel post processeur ?
» Modification Post-Pro
» Utiliser CamBam pour de la gravure laser sur une machine GRBL
» Laser GRBL v4.7.1
» GRBL universalGcode
» Modification Post-Pro
» Utiliser CamBam pour de la gravure laser sur une machine GRBL
» Laser GRBL v4.7.1
» GRBL universalGcode
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum