






CNC de la proxxon mf 70 à la bzt pfk px 605
Page 1 sur 2 • 1, 2 

 CNC de la proxxon mf 70 à la bzt pfk px 605
CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Dim 16 Déc 2012 - 1:05
gwen-ctn Dim 16 Déc 2012 - 1:05
ayé je me lance, en attendant l'arrivée de ma nouvelle, je vais vous présenter ma petite mf 70 qui est en route depuis 1 an.
après avoir écumé le net pendant quelques temps mon dévolu c'est jeter sur un kit usovo

pas trop complexe à monter, faut un minimum d'outillage quant même, et dans l'idéal une fraiseuse pour fraiser sa fraiseuse....

seul deux bémols,
le premier c'est que le boiter pour l’électronique est vraiment petit, faut un peu insister pour que tout rentre, et des passages de fils ou l'espace laisser entre la carte et la coque est inférieur au diamètre des fils en question...
Le second, c'est que les coupleur qu'ils fournissent sont juste des tubes en laiton... vaut mieux être parfaitement dans l'axe et leur système de fixation des coupleur c'est.... un bon gros point de cyanoacrylate... vaux mieux pas se louper non plus...
bien que, avec le temps, les vibrations et les forces appliquées, la colle a tendance a casser et puis hop pertes de pas sans raison... la première fois c'est plutôt galère, j'ai chercher quelques heures avant de trouver le pourquoi du comment.
pour le reste j'en suis plutôt satisfait
- Bout d'ertalon pour la fixation
- chute de tube de penderie en tissus ( a changer, ça a tendance à faire sifflet avec le courant d'air) pour la partie proche de la coupe
- évacuation de lave vaisselle pour le raccordement à un petit aspirateur type cadeau la redoute

après de multiples test, re-test, merdouille et bidouille j'ai refait le boitier un poil plus grand et j'en ai profiter pour y inclure l'alim histoire d'avoir tout en 1.
Et oui,... le boitier est presque aussi grand que la fraiseuse

également une petite rajoute de ventillo sur le capot du moteur car ce dernier à tendance à chauffé pas mal après 1h d'usinage, alors après 10h par jour.....
un peu cochon la découpe mais très efficace


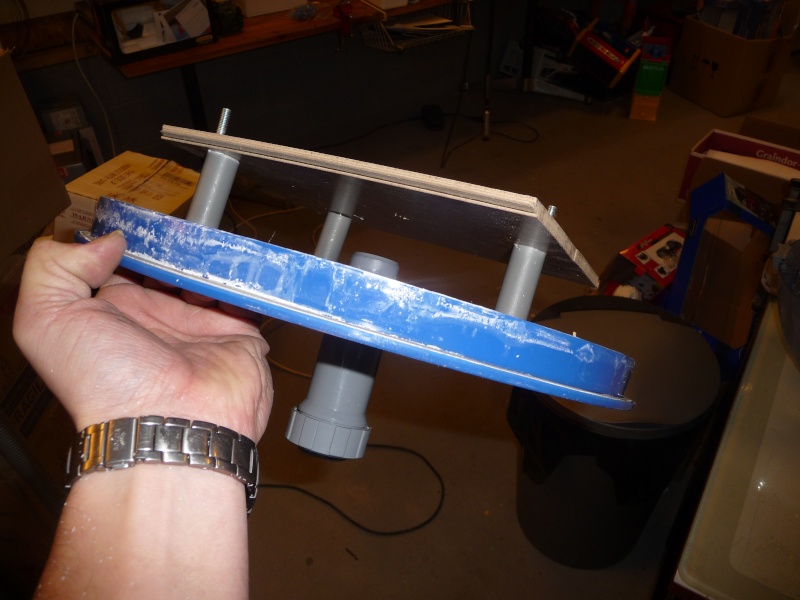
et dernière bidouille en date, un seau pour mon micro aspirateur qui, sinon, doit être vider deux fois par jour.
j'en profite pour dire merci aux membres du forum qui ont poster à ce sujet, car j'ai gagner un temps précieux sur des détails auxquels je n'avais pas pensé.

réalisé avec:
- un vieux seau de +/- 40l
- un manchon et un coude pvc diam 32
- une chute de gaine elec et 3 boulons
- une chute de parquet


voila pour la partie proxxon, pour la bzt suite au prochain n° j'ai déjà reçu une grosse partie des pièces, et le corps de la bête devrais être la lundi ou mardi.
(non non je ne suis pas du tout impatient..... je fait toujours des bonds

gwen-ctn- je prends du galon

- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai

Mad Max- acharné du forum

- Messages : 457
Points : 1315
Date d'inscription : 17/04/2009
Localisation : nord aveyron, bien paumé...
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Dim 16 Déc 2012 - 23:07
gwen-ctn Dim 16 Déc 2012 - 23:07
pour s'en rendre compte et pour le fun voici la Proxxon sur la table a dépression de la Bzt
ça donne une bonne idée du changement prochain
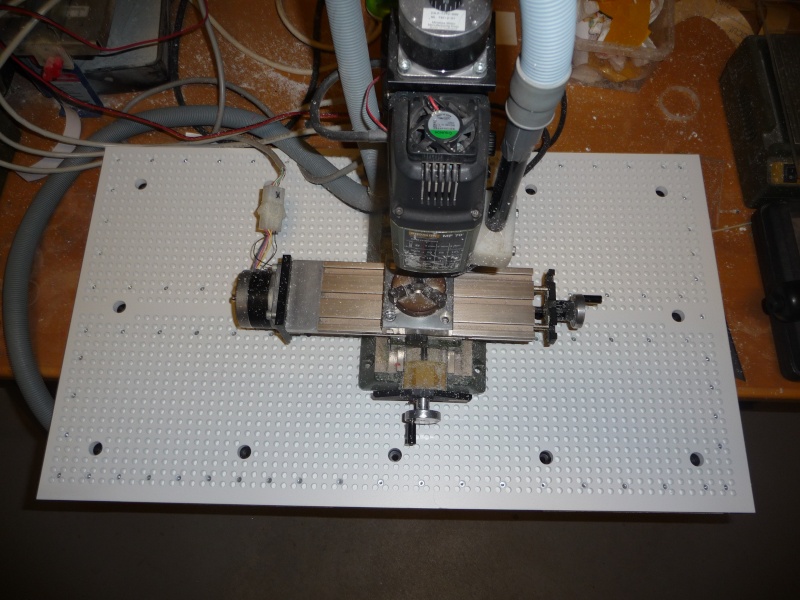
par contre niveau place mon atelier va en prendre un coup

d’ailleurs une des causes du choix de ce modèle Bzt est que plus grand sa rentrais plus....
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Lun 17 Déc 2012 - 0:11
dh42 Lun 17 Déc 2012 - 0:11
Ah oui, elle est vraiment micro celle-la
d’ailleurs une des causes du choix de ce modèle Bzt est que plus grand sa rentrais plus....
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Jeu 20 Déc 2012 - 22:49
gwen-ctn Jeu 20 Déc 2012 - 22:49
Enfin !!!!!!!! le père noël viens de passer
)
tout bien, sans coup ni rien OUF....
après avoir enlever tous les emballages et un max de poids (225 kg sur le bon quant même) ,tout juste pour la lever à deux, petites mesures pour savoir par ou elle va passé et coup de bol en enlevant juste le moteur X, la bête mesure 73 cm... et l'embrasure de la porte aussi
sauf qu'en réalité la porte fait plutôt 72.8 cm




enfin plus de peur et de sueur que de mal, en la mettant le plus loin possible, un max de travers et en inclinant légèrement le tout, il a suffit de faire coulisser le portique en même temps pour que ça passe
 et au passage merci Jo pour le coup de main
et au passage merci Jo pour le coup de main le pire c'est que du garage à sa place définitive il n'y a que 4m... sauf que la porte entre les deux fait que 60cm... donc un bon 30m de détour

bref,restait plus qu'a la mettre à sa place...

hop tout juste pile poil...
faudra encore juste pousser un peu pour lui faire une cabine.
premières impressions,
- les + ;
- c'est du bon fer, ça sent le rigide !
- bonne longueur de câbles pour les raccordement et les parties mobiles, c'est bête mais c'est vraiment agréable de ne pas devoir pleurer pour 10 cm qui manque...
- tout est la ( ça aussi c'est très con mais c'est toujours bien de le souligner
- j'ai été surpris pas son coter "plug and play" je m’attendais a avoir tout en pièces détachées ( bâti, contrôleur et machine) et de devoir fixer, câbler et chipoter. mais non...
- les pieds du bâti sont vraiment costaud et bien foutus (ils sont articulés).
- je connaissait les caractéristiques de la pompe a vide commandée, mais je ne l'avais pas vue en photo... la première réaction à été Pu*** c'est quoi ce truc?????
elle est un poil plus grosse que celle que j'ai déjà...

voila en gros pour les + ( ce sont juste les choses qui m’ont surprise auxquelles je ne m’attendais pas vraiment)
et qui dit plus dit moins ( bin vi c'est normal, je suis un éternel insatisfait
- certaines finitions sont un peu brute, ça reste une machine, pas une table de salon mais bon ça fait toujours plaize quant c'est beau
- l' AU version tom pouce, il est peut être solide mais on à vraiment peur de le péter rien qu'en le regardant, et pour le coter urgent faut viser juste pour pas taper à coter... en plus la table déborde au dessus.
- le cd d'instal, très mal foutu unilingue allemand, avec une interface digne de mon tandy ( bon j'ai pas approfondi non plus du coup) et après fouille rapide pas de fichier config pour cette machine, le seul dispo
ne fonctionne pas. j'ai couper court, petit tour sur le forum et je me suis permis de tester celui de dh42, un petit tour des paramètres plus tard BROUMMM ,
titine a fait ces premiers tours de vis...
 donc un tout merci à toi dh42 d'avoir laisser un fichier config trainer
donc un tout merci à toi dh42 d'avoir laisser un fichier config trainer 
- et pour finir son coter "plug and play"
voila pour les news du jour et les premières impressions, je reviendrai vous présenter les options plus tard mais la sa fait trop longtemps que j’écris, besoin d'aller faire broum broum
@+
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Jeu 20 Déc 2012 - 22:54
gwen-ctn Jeu 20 Déc 2012 - 22:54
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() nexty Ven 21 Déc 2012 - 0:21
nexty Ven 21 Déc 2012 - 0:21

nexty- complétement accro

- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Ven 21 Déc 2012 - 3:12
gwen-ctn Ven 21 Déc 2012 - 3:12
par contre pas encore de copeaux
je me bat avec un truc qui à l'air super facile mais sur lequel je plante complet... le palpeur d'outil.
j'ai écumer le net mais plus je lis, moins je comprend...
pour commencer, il ne devrais pas y avoir une "led" probe dans le menu diag de mach3?
car j'ai beau actionner le palpeur, aucune changement dans l’écran, j'ai essayer de changer les option en active low et emulated mais rien ne change.
a moins que la pin renseignée ne sois pas la bonne ( la 12 dans mon cas).?
après il y la question des macro apparemment il faut en rajouter une.
mais ou quant comment.... ou bien faut' il commencer par la?
je n'ai jamais eu a bidouiller mach3 au delà des paramétrages jusqu’à présent...
merci d'avance pour votre aide
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Ven 21 Déc 2012 - 21:05
dh42 Ven 21 Déc 2012 - 21:05
Dans Port&Pin, tu devrais avoir
Probe: enabled coché en vert
port#: 1
Pin Number: 12
Active Low: coché en vert
Emulated: coché en rouge
Hotkey: 0
Sur l'écran Diag(alt7) de Mach3, lorsque tu appui sur le contact du palpeur, tu devrais avoir la LED 'digitize' qui s'allume.
Pour ce qui est de la gestion du palpeur dans Mach3, ce n'est pas prévu d'origine, c'est à toi de faire le programme en VB qui vas bien, ou d'utiliser un screenset qui l'a déjà, ... comme le mien par exemple
http://www.metabricoleur.com/t2833p15-hobby-700-3drcnc#43138
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() Mad Max Ven 21 Déc 2012 - 22:18
Mad Max Ven 21 Déc 2012 - 22:18
Dernière édition par Mad Max le Mar 2 Avr 2013 - 18:53, édité 1 fois
Mad Max- acharné du forum
- Messages : 457
Points : 1315
Date d'inscription : 17/04/2009
Localisation : nord aveyron, bien paumé...
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Sam 22 Déc 2012 - 17:01
gwen-ctn Sam 22 Déc 2012 - 17:01
@ david:
j'avais bien la même config que toi, mais apparemment le montage à été différent chez moi, le palpeur est sur la pin 15.
je savais que j'aurais du commencer par la au lieux de le démonter pour vérifier les contacts
dans le même temps j'ai pris machscreen et tester un peu de vb ( c'est pas encore ça
j'ai essayer ton screen mais apparemment il manque des images dans le dossier bitmap, du coup une partie des boutons plantent, dont le reset, ce qui est assez gênant. j'ai malgré tout copier ta macro pour essayer en l'intégrant dans mon sreen. ( c'est vraiment génial de pouvoir modifier toute l'interface mach3, j'aurais du essayer plus tôt!!!)
l'outil descend bien sur le palpeur, il déclenche, et la broche remonte mais le Z0 reste toujours le même...
@ Mad Max:
j'ai peut être été un peu vite, j'ai l’impression qu'il me manque un ou deux morceaux, genre les T de la table à dep et le raccord entre celle-ci et la pompe.... j’espère qu'il ne sont pas fermé lundi....
moi choix de départ c'était aussi porter sur une pfe mais niveau dimensions ça ne correspondait pas à mes besoins,juste trop petit, ou juste trop grand, pour cela que je suis partis sur la pfk sans plus faire attention au portique a ce moment la.
en effet la pfe est plus épaisse, le portique de la pfk est en 15mm.
les pfu sont sympa, mais rentrais pas non plus dans l'atelier, ni dans le budget d’ailleurs...
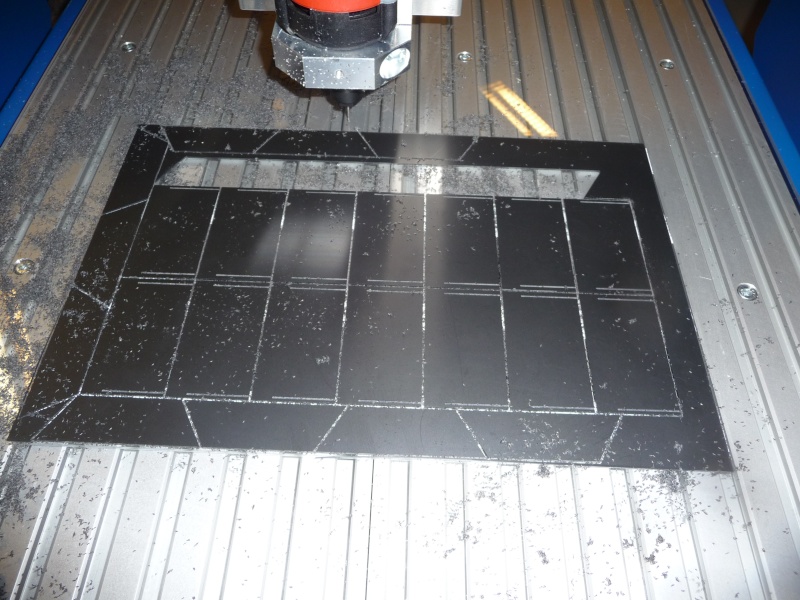
ceci fait les premiers copeaux sont arrivé
traçage d'un repère en X et Y pour positionner le brut facilement sur le martyr temporaire en plexi
et premiers vrais copeaux,
j'ai fait une vidéo aussi mais faut refaire un compte youtube avant...
@+
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Sam 22 Déc 2012 - 17:11
dh42 Sam 22 Déc 2012 - 17:11
j'ai essayer ton screen mais apparemment il manque des images dans le dossier bitmap, du coup une partie des boutons plantent, dont le reset, ce qui est assez gênant. j'ai malgré tout copier ta macro pour essayer en l'intégrant dans mon sreen. ( c'est vraiment génial de pouvoir modifier toute l'interface mach3, j'aurais du essayer plus tôt!!!)
Tu a vu qu'il y avait un dossier bitmap/david dans l'archive ? c'est celle qui est ici que tu a téléchargée ?
http://www.metabricoleur.com/t2833p15-hobby-700-3drcnc#43138
il y a aussi un fichier texte pour l'insta
Il se peut (c'est même plus que probable) que mon code ne fonctionne qu'avec mon écran, car il fait référence à des UserDRO perso qui forcément ne seront pas présentes sur un autre écran.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Sam 22 Déc 2012 - 18:32
gwen-ctn Sam 22 Déc 2012 - 18:32
comment fait tu pour ton palpage? tu ref le 0 manuellement avec une pause dans le code puis un restart ?ou il est senser se faire tout seul?
ça me donnera déjà une piste pour voir ce que je doit changer...
encore merci pour ton aide et le parage de tes données
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Sam 22 Déc 2012 - 20:52
dh42 Sam 22 Déc 2012 - 20:52
comment fait tu pour ton palpage? tu ref le 0 manuellement avec une pause dans le code puis un restart ?ou il est senser se faire tout seul?
Non, c'est auto mais il te manque des DRO pour que ça marche.
dans le code j'utilise 2 DRO comme variables, la 1100 et la 1110 qui contiennent respectivement la hauteur de la sonde (~42mm) et un offset qui permet de gérer un éventuel décalage entre le point ou est posé la sonde et le point que tu considère comme le 0
la ligne: Call SetOEMDRO(802,HautSonde-Offset) met la DRO 802 (la DRO Z en coordonnée courantes) à la valeur 42-0=42 (0 si pas de décalage sonde/pièce).
si tu n'utilise pas de DRO pour définir la hauteur de la sonde, tu peux remplacer par Call SetOEMDRO(802,42) ... en supposant que ta sonde fasse 42mm bien sur ... à mesurer avec précision.
Code "G4 P0.25" 'pause pour mise à jour affichage de la DRO
Code "G91" ' passage en coord incrémentale
Code "G0 Z3" ' remonter de 3mm depuis pos actuelle
Code "G90" ' re-passage en coord absolues
note aussi que j'ai une DRO 1101 qui contient la vitesse de palpage, transférée dans la variable Vpalp à la ligne Vpalp=GetUserDRO (1101)
Soit tu dois créer des DRO avec les mêmes N° OEM (donc 1100 etc..) pour y mettre les valeurs, ou modifier le code pour mettre les valeurs en direct.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Sam 22 Déc 2012 - 21:12
gwen-ctn Sam 22 Déc 2012 - 21:12
question con mais vaut mieux etre sur
DRO = visu auquel tu donne une fonction (1101 pour la V de palpage) ?
car si c'est cela je les ai également mise dans dans mon sceen ( v palp, Hpalp et offset)
la visu v palp fonctionne car la vitesse de descente varie en fonction de la valeur entrée.
par contre pour la led verte par exemple, je doit changer le code 825 par le 25 (digitise in) pour avoir un changement d'état.
au passage, je me suis fait une belle frayeur, car si je lance deux fois le palpage à la suite, à la fin la broche descend et écrase tout ( a bien failli en tout cas) au lieux de remonter est-ce normal docteur?
ma sonde fait 42.25 mm au déclenchement (mesure aprox pour le moment je pourrais le calculer exactement une fois que le reste fonctionnera)
donc même avec la valeur de ton palpeur laissée dans la visu pour les test il ne devrais pas y avoir une grosse différence
j'aurais jamais cru que ça allait etre aussi compliquer de mettre un palpeur, pour un chargeur d'outil je crois que je vais attendre un peu
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Sam 22 Déc 2012 - 22:36
dh42 Sam 22 Déc 2012 - 22:36
DRO = visu auquel tu donne une fonction (1101 pour la V de palpage) ?
tout à fait
car si c'est cela je les ai également mise dans dans mon sceen ( v palp, Hpalp et offset)
la visu v palp fonctionne car la vitesse de descente varie en fonction de la valeur entrée.
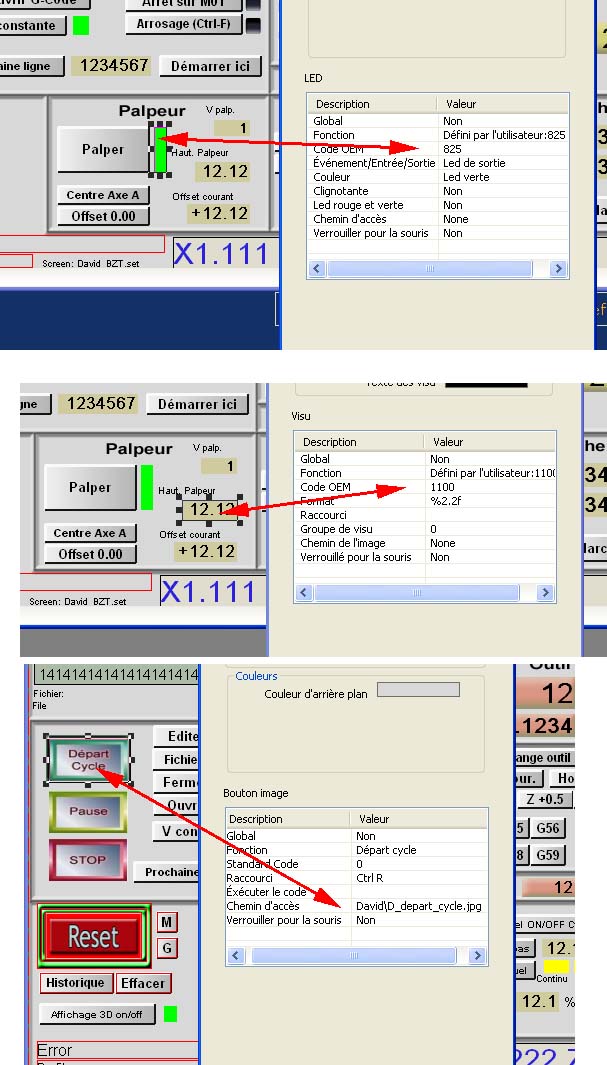
par contre pour la led verte par exemple, je doit changer le code 825 par le 25 (digitise in) pour avoir un changement d'état.
Il peut exister plusieurs codes différent, liés je pense à l'évolution du soft ; il te faut vérifier quel code est attribué à quel LED, Visu etc ... dans machscreen.
les DRO que tu a créées doivent aussi avoir le même code OEM que dans le code, ou il faut modifier le code en conséquence.(ou le n° de DRO)
La dernière image montre le chemin d'accès à l'image des boutons, ça peut te permettre de réparer mon screen juste en y mettant le bon chemin d'accès pour les images des boutons qui manquent
au passage, je me suis fait une belle frayeur, car si je lance deux fois le palpage à la suite, à la fin la broche descend et écrase tout ( a bien failli en tout cas) au lieux de remonter est-ce normal docteur?
Non, pas du tout, normalement tu peux palper autant de fois que tu veux, je le fait même souvent 2 fois car parfois la fraise ne tombe pas parfaitement au centre du palpeur (qui n'est pas fixe) si je part de haut.
j'aurais jamais cru que ça allait etre aussi compliquer de mettre un palpeur, pour un chargeur d'outil je crois que je vais attendre un peu Razz
.. et la je ne pourrais pas t'aider, je n'ai pas de changeur d'outil ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Dim 23 Déc 2012 - 3:48
gwen-ctn Dim 23 Déc 2012 - 3:48
Il peut exister plusieurs codes différent, liés je pense à l'évolution du soft ; il te faut vérifier quel code est attribué à quel LED, Visu etc ... dans machscreen.
concernant le problème d'image, il doit venir de la, on doit avoir version différente de mach car les images qu'il me manque viennent du dossier mach3 et pas du tiens (.../mach3/millbitmaps/..)
bluedro.pnj
blueled.pnj
boxledgreen.pnj
boxledredgreen.pnj
boxledyellow.pnj
condition.pnj
greendro.pnj
reddro.pnj
slider1.pnj
togo.jpg
yellowdro.pnj
au niveau des différence de code la seule que j'ai trouvé est celle de la led 825 chez toi et 25 chez moi. par contre quant je met la valeur 25 dans la macro lors du palpage il me met le premier code erreur (capteur déjà actif)
j'ai fait quelques test en changeant des codes dont je ne comprenait pas l'origine dans ton script. la seule amélioration pour le moment est que la broche repart toujours dans le même sens à la fin (dans le mauvais sens bien sur

et je posterai un comparatif des deux codes.
les DRO que tu a créées doivent aussi avoir le même code OEM que dans le code, ou il faut modifier le code en conséquence.(ou le n° de DRO)
j'ai revérifié, il correspondent bien a part le 825 / 25
une dernière question
car si ce sont des codes conventionnels, on les retrouves ou?
merci d'avoir pris le temps de lire et pour ton aide,
bon dimanche.
@+
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Dim 23 Déc 2012 - 16:45
dh42 Dim 23 Déc 2012 - 16:45
Je t'ai mis les images manquantes en PJ
Les codes >= à 1000 sont des codes utilisateur, choix libre. Les codes < à 1000 correspondent à des objets intégrées de Mach3une dernière question Rolling Eyes les codes 1100, 1101 et 1110 viennent de quelques part ou c'est juste une ref "inventée" et on pourrait mettre 1234, 5678 et 9876 par ex ?
Il est parfois un peu compliqué de s'y retrouver, par exemple la visu Z (coord courante) à le code 2 (standard code) ou 802 (OEM code)
Note que même si cette visu n'était affichée sur aucun écran, tu pourrais quand même faire appel aux données qu'elle contient via son code OEM ; c'est une sorte de 'variable visible' si on peu dire. (il existe aussi des variables internes qui n'ont pas de représentation graphique comme les DRO). C'est la même chose avec les LED, slider et autres objets graphiques de Mach3.
doc programmation
http://www.machsupport.com/wp-content/uploads/2013/02/Mach3_V3.x_Macro_Prog_Ref.pdf
http://www.machsupport.com/wp-content/uploads/2013/02/VBScript_Commands.pdf
++
David
- Fichiers joints

- images.zip images manquantesVous n'avez pas la permission de télécharger les fichiers joints.(68 Ko) Téléchargé 16 fois
Dernière édition par dh42 le Mar 26 Nov 2013 - 23:35, édité 2 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Dim 23 Déc 2012 - 23:18
gwen-ctn Dim 23 Déc 2012 - 23:18
Impec, merci pour la doc c'est pile ce que je cherchait
merci pour les images, après les avoir incluse le screen était bien complet et plus d'erreur mais le reset ne fonctionnait toujours pas. du coup j'ai fait une vérif des version et je tourne en V1...
après une petite maj vers la V3 ça marche de suite mieux
on parle la même langue maintenant bref, grosse perte de temps juste la dessus ( 3 nuits quant même
encore une fois merci pour ton aide et tes ressources sinon j'y serais encore

maintenant je vais pouvoir continué de vous présenter l'installation et les projets !
donc voici déjà une petite évolution de mon interface mach3, bon c'est pas grand chose mais sa facilite déjà bien la vie et sa risque de pas mal évolué avec la suite.

la partie palpage, qui est quasi la même que celle de David.
un bouton "changer" qui amène la broche devant centrée et en position haute qui permet de changer facilement d'outil.
une partie JOG qui permet de ne pas devoir faire appel à la télécommande (Tab) a chaque fois, ce qui tombe bien car mon écran est trop petit pour les deux)
j'ai supp une partie des info de broche qui ne servent à rien avec la kress et rajouter deux boutons de raccourcis,
un pour positionner la broche au dessus mon point de ref marqué sur le marthyr, ou je pose le brut
et un pur dégager la broche de la zone d'usinage pour pouvoir intervenir sur la pièce facilement.
prochainement je supprimerai l'espace multipass pour agrandir le display et trouver le truc pour contrôler l'aspirateur, la réfrigération et la dépression.
reste plus qu'a préparer les conduits air comprimé, aspirateur, dépression, fixer la réfrigération et l'aspiration à la broche mais sa devra attendre quelques jours, pas le courage de me taper une gsb deux jours avant noël et mes fournisseurs pro sont en congé...
a part ça, je vais vous faire partager par ma première
 (RHaaaa trop les boules...)
(RHaaaa trop les boules...)le temps de faire quelques photos et j'y reviens
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Lun 24 Déc 2012 - 0:21
dh42 Lun 24 Déc 2012 - 0:21
PS: tu peux aussi créer des boutons qui 'jouent' directement du Gcode, sans code VB
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() gwen-ctn Lun 24 Déc 2012 - 3:25
gwen-ctn Lun 24 Déc 2012 - 3:25
le M/A de l'aspiration (ou lubrif) c'est M8 et M9 en Gcode, et c'est le bouton "Flood Ctrl F" de l'écran (qui pilote la 2ieme prise 220v à l'arrière du contrôleur).
le problème c'est que je ne pense pas que cette prise va servir car les 3 ( aspirateur, compresseur et pompe a vide) sont dans le garage a coter de l'atelier ( si on peut s'épargner un peu les oreilles autant en profiter
donc je pensais les brancher sur 3 pin libre via relais et électrovanne pour l'air comprimé, mais je doit encore contrôler si c'est faisable... je ne sais plus si mach3 envoi juste une impulsion ou si il ouvre/ferme la pin
en gros je vais regardé comment est monté leur système de prises arrière et refaire la même chose.
PS: tu peux aussi créer des boutons qui 'jouent' directement du Gcode, sans code VB Wink
voila ce que j'ai fait:
fonction: lancer basic-script
executer le code
code exemple:
- Code:
Code("G0 G53 Z-1")
Code("G0 G53 X-260 Y -620")
mais j'ai vu également:
fonction: coordonées machine
code 107
intégré Gcode
code exemple:
- Code:
Code("G0 G53 Z-1")
Code("G0 G53 X-260 Y -620")
ce qui je trouve reviens au même au final, enfin je crois.
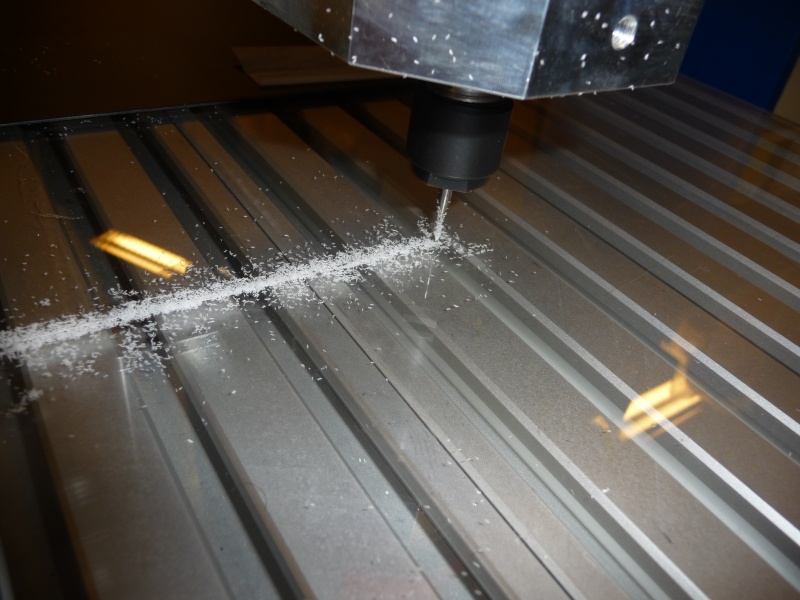
comme promis la première boulette, purement humaine en plus...
pour tester le palpeur sans risquer trop de casse je met une vielle fraise( 1mm avec cul de 3.2) a l'envers dans la broche et je ne la serre pas a fond comme ça en cas de pression trop forte la fraise remonte dans la pince sans rien casser, et sa me laisse 30mm pour réagir
a force de le faire, au moment ou j'ai mis une bonne fraise de 1mm pour lancer un usinage je n'ai pas resserré a fond la pince...
résultat à un moment la fraise a commencer à glisser vers le bas mais la friction était encore suffisante pour la faire tourner.
résultat...

on voit bien la descente progressive de la fraise dans le martyr, même pas eu le temps de réagir ( avec une vitesse de 1000 sur une pièce de 11mm de diam ça va plutot vite
les résidus jaunâtres sont du double face qui a crâmer sur le coup...
et sacrilège des sacrilèges
cette S*** a été au travers du martyr et a attaquer la table
heureusement que le parcourt arrivait a sa fin
restons sur une note positive, pour ceux qui s’inquièterait de l'état de la fraise, je suis vraiment épater que ma fraise de 1mm avec sa vitesse de 1000 a 25'000 tours ai réussis a couper 4.7 mm de plexi plus 1.5 mm de la table (tot 6.3mm) d'un coup sans se briser, même sur une si courte distance...
enfin,j'aurais préférer quant même

et elle coupe toujours très bien d’ailleurs...
bref, un trou de 2mm de long c'est pas mortel mais sur une machine de 4 jours sa me broute grave
pour les âmes charitables, je déclare le registre des condoléances ouvert.... +
@+
gwen-ctn- je prends du galon
- Messages : 78
Points : 210
Date d'inscription : 19/09/2012
Age : 41
Localisation : Tournai
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() nexty Lun 24 Déc 2012 - 13:56
nexty Lun 24 Déc 2012 - 13:56
il faut ce dire que tu ne feras plus l'erreur maintenant
nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Lun 24 Déc 2012 - 15:16
dh42 Lun 24 Déc 2012 - 15:16
Pas glop pour la table !!!
J'avoue qu'en voyant ta pièce posée directement sur la table alu, ça m'inquiétait un peu ; les rentre-dedans en Z c'est fréquent, que ce soit une erreur de l'utilisateur ou un bug machine. Pour ma part j'ai toujours un martyre de 15mm au moins fixé sur la table.
voila ce que j'ai fait:
fonction: lancer basic-script
executer le code
code exemple:
Code:
Code("G0 G53 Z-1")
Code("G0 G53 X-260 Y -620")
Tu a aussi une fonction Lancer Gcode, et dans ce cas le code est du pur Gcode, c.a.d pour le code du dessus
G0 G53 Z-1
G0 G53 X-260 Y -620
C'est plus simple à écrire s'il n'y a que du Gcode, l'inconvénient étant par contre que le code des boutons n'est pas éditable directement depuis Mach3 comme c'est le cas pour le VBscript.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() Mad Max Lun 24 Déc 2012 - 19:00
Mad Max Lun 24 Déc 2012 - 19:00
je vais bien m'amuser d'ici peu on dirait.
Mad Max- acharné du forum
- Messages : 457
Points : 1315
Date d'inscription : 17/04/2009
Localisation : nord aveyron, bien paumé...
Re: CNC de la proxxon mf 70 à la bzt pfk px 605
![]() dh42 Lun 24 Déc 2012 - 19:07
dh42 Lun 24 Déc 2012 - 19:07
Oui, Eric c'est fait ce genre de peur, et avec la grosse broche ça pardonne encore moins !! en plus quand tu connais le prix du bout d'alu ça fait ch***.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25108
Points : 37824
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» [VENDS] Proxxon DS 230/E
» Proxxon mf70
» Variateur en carafe sur un PROXXON FBS 240/E
» Perceuse à colonne Proxxon TBM 220