






Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
Page 1 sur 2 • 1, 2 

 Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Lun 21 Oct 2013 - 0:39
vincent91 Lun 21 Oct 2013 - 0:39
Il m'arrive souvent de refaire les manches d'outils achetés d'occasion en Angleterre: j'achete en effet souvent des ciseaux en étant surtout attentif a la qualité de la lame ( nom du fabricant, aspect de l'acier, usure, rouille, deformations) . Je moins regardant sur l'état des manches, dont les defauts sont frequents mais plus faciles à corriger pour moi que les défauts de l'acier.
(Digression)
Pour ceux qui sont interessés par la possibilité de rénover un manche de ciseau ou de gouge sur le tour à bois sans démonter la lame, voici comment je procède. La difficulté vient du fait que la lame de ces outils est rarement bien alignée par rapport au manche ce qui rend difficile le centrage du manche sur le tour sans demonter la lame. Voici mon truc: je conserve une pièce de bois dur tournée en forme de tampon de wagon, mesurant environ 5 cm de long et 5 cm de diametre maximum. je monte ce tampon dans le mandrin du tour de facon que la face large et plate du tampon soit apparente. Sur cette surfac je peux caler le tranchant de la lame en un point quelconque sans risque de derapage. Je n'ai plus alors à m'occuper du fait que la lame n'est pas alignée avec le manche, je ne m'occupe que du centrage du manche, ce qui se fait en par étapes :
1-Placer le tranchant de la lame à peu près au milieu tampon de bois
2-Centrer le bout du manche sur la contrepointe et une fois le centre trouvé, serrer un bon coup la contrepointe de façon à créer une empreinte sur le bout du manche ce qui permet de conserver le centrage de ce bout.
3- je centre alors la virole, c'est à dire l'autre extrêmité du manche, en déplaçant par tâtonnement le point d'appui de la lame sur le tampon de bois. Je m'aide comme repère d'un coin du porte-outil qu je positionne presque au contact de la virole. (Cette façon de centrer un pièce est bien connue des tourneurs sur bois, qui n'ont à vrai dire pas les mêmes exigences de précision que les tourneurs sur métal)
4- Lorsque la virole tourne rond, serrer l'outil entre pointe et contrepointe. Le tranchant de la lame s'enfonce un peu dans le tampon de bois et assure un bon entraînement de la pièce.
Un manche ainsi re-usiné, re-poncé et reverni sur le tour est bien sûr un peu plus petit que l'original, mais il est rare que ce soit un problème
(Fin de la digression)
Lorsqu'il faut refaire tout un manche absent ou abîmé, ou simplemnt dont on veut harmoniser l'aspect avec une serie d'outils) le modele londonien est un de mes favoris pour quatre raisons (décidement tout va ici par quatre:
1-le buis est un bois joli et resistant et j'en ai encore un petit stock .
2- la forme octogonale est fonctionnelle (manche confortable en main et ne roulant pas sur l'établi)
3-Il apporte une plus-value aux outils (ce type de manche est noté dans la description des l'outil dans les catalogues de ventes aux enchères )
4- J'arrive à le faire.
Un mot d'abord des modèles:
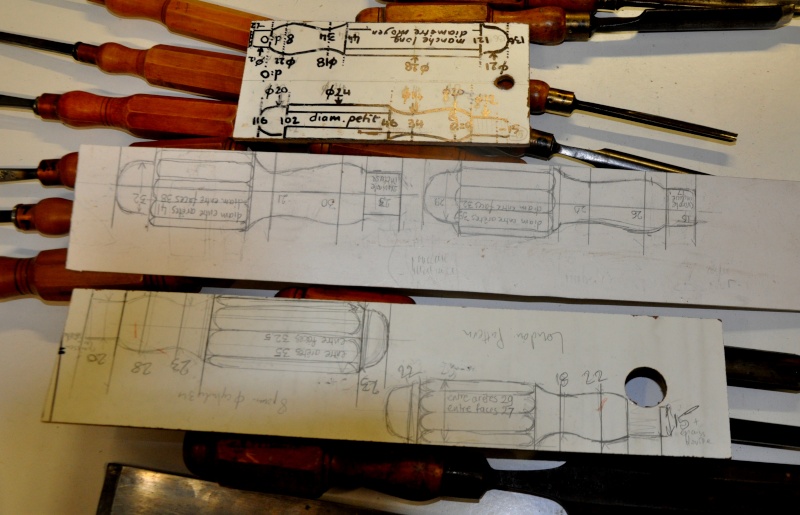
J'ai établi des gabarits à partir des modèles que j'avais , principalement un lot de gouges Addis, achetées aux enchères chez Tony Murland il y a quelques années (elles sont à droite sur la photo ci-dessous) , et quelques outils dépareillés comme les deux grands outils qu'on voit à gauche sur la photo, une gouge Marples de modeleur (gouge servant à aléser un trou circulaire) et un ciseau à parer (paring chisel ) de marque "Schartwachter" ( j'ai appris qu'il s'agissait d' une sous-marque du fabricant français Muller)

Ce fil va repéter partiellement mon premier topo sur la fabrication des manches de ciseaux munis d'une soie. je pense qu'ainsi le sujet sera ainsi plus facile a suivre pour ceux qui ne l'ont pas lu , et d'autre part certaines photos du premier topo étaient vraiment floues a mon gout .
J'ai d'abord créé des gabarits, en prenant pour modeles les manches anciens dont je dispose.
même si leur apparence générale est proche ils different tous par la taille globale, les proportions de la partie octogonale arriere et de la partie avant tournée, la saillie plus ou moins grande à l'arrière du "bouton e frappe", le profil en doucine de la partie avant etc... j'ai donc etabli un profil moyen entre ces petites variations et je l'ai decliné e quatre tailles.
Les profils obtenus sont reproduits sur de l'Isorel blanc de 5 mm , dit "fond de placard". C'est un bon mon materiau pour ce type de gabarit: mince, donc pas encombrant à ranger, les tracés au feutre permanent sont très lisibles tout en etant effaçables (à l'acétone), et ce n'et pas sont moindre charme il est en libre service sur les trottoirs les jours de ramassage des gros objets (mais ne dites pas à ma femme que je fais les poubelles, elle a encore quelques illusions sur mon éducation...) .

Je pars d'une pièce de buis permettant de tourner le cylindre-enveloppe du manche: sa section minimum ici 39 mm.
(NB: Il est evidemment possible de partir d'une ebauche carrée permet de partir d'une ebauche un eu lus petite mais complique un peu la préparation des l'ébauche qui doit être rabotée en section carrée, ce qui pour de petites pieces en bois dur n'est pas simple à la main et dangereux a la machine)
Ayant ici une ebauche de taille suffisante, je fait tout sur le tour , c'est plus simple.
Je commence par cylindrer l'ébauche entre pointes au diametre 41 mm (ce qui me laisse un peu de marge pour le ponçage et la finition.
A l'une des extrêmité j'usine un tenon en queue d'aronde, qui va permettre, en inversant le sens de la piece, de la monter , démonter, remonter sur le mandrin du tour selon les besoin ainsi que de la faire "tourner en l'air" (c'est-à-dire sans contrepointe) au moment du perçage.
Je monte donc la pièce sur le mandrin, en la stabilisant par la contrepointe pour le debut du tournage.
 .
. NB Il est parfois recommandé, pour réaliser un perçage axial sur une pièce, de réaliser d'abord le perçage puis le tournage exterieur , ainsi on est sûr que trou est bien centré. Avec un bon mandrin c'est moins necessaire , le mandrin de qualité qui permet un perçage de precision suffisante (du moins pour les modestes boiseux que nous sommes), et cela fait gagner du temps.
Je commence le dégrossissage de la partie droite avec la gouge à dégrossir, et je mets la piece à la cote (diametre 41 mm)

Je dresse le bout de la pièce:

J'usine à présent avec un petit bedane une prise de mandrin, c'est à dire un tenon court en queue d'aronde qui permettra de saisir la pièce dans le mandrin de facon solide et bien centrée:

On retourne aussitôt la pièce pour bénéficier de cette prise ameliorée et on termine le calibrage de la pièce à 41 mm à la gouge à dégrossir.

On complète le cylindrage de la pièce , du côté de l'ancienne prise de mandrin restée brut de sciage.

Un petit coup de plane pour calibrer à 39 mm et fignoler la finition:

La virole qui sera mise en place est un segment de tube de cuivre de plomberie de 16-18 (16 =diamètre intérieur en mm) coupé avec un coupe-tube de plombier à roulette ( c'est le coupe-tube qui est à roulette).
Précaution utile: ébarber le morfil créé sur le bord intérieur de la virole par le coupe-tube. Ca prend quelques secondes avec une arête de bédane et ça facilite une pose bien ajustée de la virole sur le manche:

Puis je relève au pied à coulisse le diamètre intérieur de la virole. Le pied à coulisse va servir de jauge d'épaisseur pour calibrer le tenon sur lequel cette virole va être insérée en force. Il faut donc être précis, le buis est un bois très dur, la virole ne rentrerait pas si le tenon était un poil trop gros, ou ne tiendrait pas en place s'il était trop petit.

Dernière édition par vincent91 le Jeu 30 Juil 2020 - 20:26, édité 30 fois (Raison : i)

vincent91- complétement accro

- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012

Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() jb53 Lun 21 Oct 2013 - 6:39
jb53 Lun 21 Oct 2013 - 6:39
je comprends mieux les choses avec des photos, je suis comme les enfants qui aiment bien les images dans les livres de lecture


joël
jb53- complétement accro
- Messages : 2187
Points : 4716
Date d'inscription : 28/11/2010
Age : 70
Localisation : 89250
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() niaproun Lun 21 Oct 2013 - 9:28
niaproun Lun 21 Oct 2013 - 9:28
Les photos vont venir c'est sur, dès que Vincent aura fini de négocier avec son ordi pour qu'il ne les lui efface pas et ne perde pas le travail en cours.
Attendre n'est pas une catastrophe

niaproun- complétement accro
- Messages : 4694
Points : 8596
Date d'inscription : 15/01/2012
Age : 73
Localisation : région Lyon
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Lun 21 Oct 2013 - 10:41
vincent91 Lun 21 Oct 2013 - 10:41
Gagné niaproum! Ave niaproum, scribouillator te salutat! Bonjour à tous!niaproun a écrit:Ave
Les photos vont venir c'est sur, dès que Vincent aura fini de négocier avec son ordi pour qu'il ne les lui efface pas et ne perde pas le travail en cours.
Attendre n'est pas une catastrophe
Les photos arrivent, j'édite le texte plusieurs fois pour ne pas risquer de tout perdre, et (j'espère) pour le confort et la continuité de la lecture, mais avec l'inconvénient que c'est plein de fautes et sans photos quand c'est pas fini et que c'est pas signalé quand c'est fini... Donc allez voir plus haut, et plusieurs fois, ça avance, ça avance , c'est une évidence (air connu).
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() bricoleux Lun 21 Oct 2013 - 11:42
bricoleux Lun 21 Oct 2013 - 11:42
je ne saisis pas pourquoi tu ne veux pas utiliser la fonction "brouillon", qui va très bien.
d'accord, elle n'est pas accessible lors du premier post d'un fil.
donc tu envoies un premier post, donnant, par ex. le titre, et disant " je reviens ....".
après, tu prends, non pas la fonction "éditer", mais la fonction "répondre".
et là, miracle, le bouton "brouillon" est actif.
toutes les X minutes, tu fais "brouillon", tu vas dans "profils"-"brouillon-modifier", et c'est reparti.
quand tu es pret, que tu as tout relu et modifié et mis les images, tu fais "publier" !
++

bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Lun 21 Oct 2013 - 13:00
vincent91 Lun 21 Oct 2013 - 13:00
NB Je viens encore de perdre une heure de boulot: j'ai fait la bêtise d'utiliser la fonction "visualiser", pour voir si j'avais mis les bonnes photos , au lieu de faire ce qui marche , c'est-à-dire tout envoyer et "éditer" c'est a dire en bon français, corriger ensuite le texte.
Je continue donc comme ça et je recommence pour la énième fois. J'approche juste un peu un peu du seuil de ras-le bol...
Voici le tenon usiné :j’essaie la virole sur le manche encore sur le tour ce qui facilite les retouches éventuelles: ça rentre a mi-course c'est bon :

je démonte le manche du tour et je chauffe la virole, jusque quelques secondes au chalumeau butagaz , pour la dilater:

Ensuite j'enfonce la virole placée sur les rebords d'un étau règle juste à l’écartement du tenon et qui ne la laisse don pas passer.On ne voit pas le marteau mais je frappe le manche avec le plat d'un gros marteau en faisant attention à ne pas abimer la prise de mandrin qui va resservir tout de suite:

La pièce est remontée sur le tour, on complète le tracé des diamètres remarquables:

On va calibrer le tore situé à l'avant en se servant d'un clé plate de 22 comme jauge:

On usine l'avant du tore et le raccordement avec la virole:

On fait de même pour calibrer la gorge avec une clé plate de 19 ) la cote exacte est 18 mm lais vu l’épaisseur de la clé il vaut mieux calibrer un peu plus large en fond de gorge pour ne pas dépasser la cote:

Ensuite on modèle le tore et la doucine avec une gouge à profiler:



Ca, c'est vraiment le pied, la conduite d'un gouge à profiler qui coupe bien sur un bois à grain serré qui sent bon comme le buis, c'est trente secondes de bonheur (remarquez, comme on galère une heure ensuite pour poster les photos, ça fait une moyenne)
Dernière édition par vincent91 le Mer 7 Juin 2017 - 17:24, édité 5 fois
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Lun 21 Oct 2013 - 15:18
vincent91 Lun 21 Oct 2013 - 15:18
On délimite le rebord s de la partie qui va être octogonale

puis l’extrémité du manche:

On ébauche le bouton et on dégage un peu la rive d'en face :

On va maintenant percer le manche; pour lequel on va utiliser un mandrin de perçage monté sur la poupée mobile et des mèches de diamètres différents choisis par comparaison avec les faces de la soie; On commence par une mèche de taille intermédiaire assez rigide pour ne pas devier , assez fine pour ne par exercer trop d'efforts de décentrage , la profondeur à atteindre est repérée par un bout de ruban adhésif .

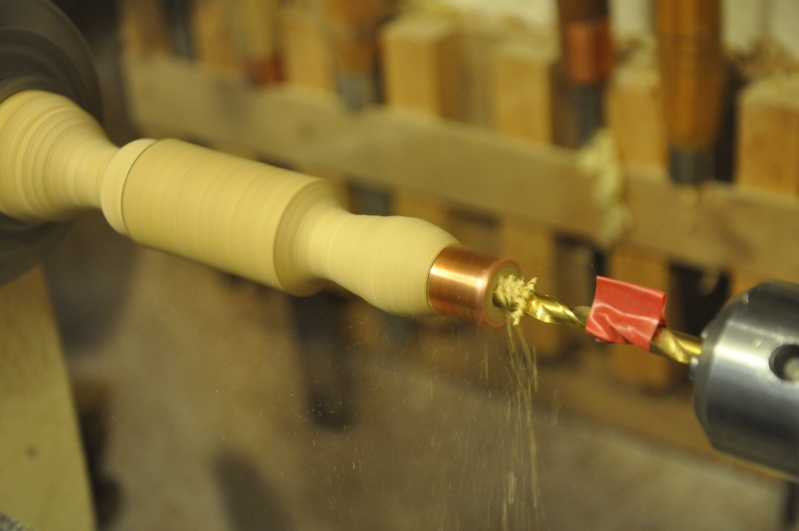
on perce ensuite plus profond avec une mèche plus fine

Puis moins profond avec une mèche plus grosse:

Avec la grosse mèche bien sûr, il ne faut pas aller trop loin, donc là aussi un bout d’adhésif repère la profondeur à atteindre.

Le perçage est terminé quand la soie s'enfonce avec la garde à 2 cm environ de la virole.

Vient maintenant la partie la plus intéressante du façonnage du manche: la création des facette octogonales. Il y a différentes façons possibles de les usiner: ciseau, rabot, défonceuse, ponceuse lapidaire... Mais je vais vous montrer une methode simple et efficace: la râpe à bois utilisée sans demonter le manche du tour à bois. Si le tour à bois a un systeme d'indexation et de blocage cela permet de realiser des facettes identiques sans difficullté. .
J'ai essayé la méthode utilisant une defonceuse le manche etant monté sur un gabarit rotatif indexable. Cela m'a paru plus compliqué, lent et moins precis , mais c'est vrai que je ne suis pas une flèche en matière de défonceuse et de gabarits.
On peut en effet laisser la pièce sur le tour et utiliser, pour l'immobiliser avec l'orientation voulue, le système de blocage d'arbre et d'indexation du tour.
La roue d'indexation de mon tour est accessible en soulevant le capot. C'est un roue solidaire de l'arbre, percée de trous indexés, au nombre de 24. Un goujon peut être engagé dans l'un quelconque de ces trous pour bloquer l'arbre. Il est commandé par une molette-tirette visible sur la photo: c'est elle que je manipule de la main droite.

Je bloque donc l'arbre en engageant le goujon dans le trou n°0(ou 24). Je positionne le porte-outil au ras de la pièce, pour qu'il serve de règle et je trace une première ligne repère, ligne qui correspond à la première arête octogonale.

En fait comme vous avez vu, j'ai tracé non pas une seule ligne mais deux lignes très proches. Ca evite que l'usinage d'une facette efface la limite avec la facette voisine. On usine chaque facette jusqu'à effacer son trait propre, en respectant le trait de la facette voisine.
Si votre tour n'a pas de système de blocage et d'indexation, déterminez la circonférence du manche et divisez là en huit, et reportez cette dimension au compas sur la pièce (attendez vous a tâtonner un peu). Ensuite utilisez le porte-outil comme indiqué pour tracer les arêtes.
Il ne reste qu'a recommencer de proche en proche, en déplaçant le goujon de trois trous chaque fois jusqu'à retomber sur le trou n° 0 ou 24, on a donc divisé la circonférence en huit arêtes.
Voici l'outil d'usinage : un râpe piquée main. Attention ça n'a rien a voir avec les horribles râpes piquées à la machine qu'on trouve en supermarché et qui, pour moi, ne servent strictement à rien. Ca fait un travail tellement "degueulasse" qu'il vaut mieux travailler à la tronçonneuse je ne blague pas il y a des gens qui font d'excellentes sculptures à la tronçonneuse, avec moins de travail de finition derriere! La râpe piquée main est non seulement une petite merveille d'outil, , mais c'est une specialité française: les deux marques les plus reputées à l'international sont Auriou , à Saint Juery et Liogier à Thiers . Le prix peut paraître elevé ( 70-100 Euros selon la taille) mais il est justifié par un fort contenu en main d'oeuvre qualifiée. Les etapes de fabrication, forge, polissage, piqûre, trempe, finition, sont montrées dans une belle vidéo de Lie-Nielsen (l'outilleur haut de gamme americain, qui distribue les râpes Auriou aux Etats-Unis) , voir Forge de Saint-Juery sur You tube. En clair c'est cher mais ça vaut chaque centime et on ne regrette pas son achat.
J'utilise la râpe la plus polyvalente , une râpe Auriou modèle "fauteuil" piqure 9
La râpe fauteuil est une râpe polyvalente , de section demi ronde aplatie, la piqûre n°9 est une piqure moyenne, bon compromis entre efficacité et qualité de finition. Noter que les rapes piquées main ont des piqures en regle plus fines, graduées de 1 à 15, 15 étant la plus fine, et des formes pointues qui permettent de façonner des details . Les rapes piquées machine ont des dents plus grosses et des extrémités tronquées, les formes pointues et les piqures fines n'étant pas réalisables à la machine.

A partir de ces bonnes bases: un bon tracé, une bonne immobilisation de la pièce et un bon outil, tout est simple! En quatre ou cinq coups de râpes la facette est ébauchée, en quelques passes de finition, sans appuyer, on peut effacer les stries les plus marquées, puis on passe à la face suivante: on tourne la pièce en déplaçant le goujon de 3 trous, et on recommence


Quand ce façonnage des facettes est terminé, je retouche par tournage les angles de la zone à facettes et les raccordements avec les zones rondes, et je trace deux rainures décoratives. La rainure large ou ou fine, brûlée ou non,isolée ou groupée, est une de décoration courante des manches tournés, parfois une "signature" du tourneur.


Quand toutes les facettes sont taillées, les arêtes bien dégagées , les quelques rayures effacées par des passes légères , on peu passer au ponçage. Je ponce tour arrêté, dan le sens du fil avec des abrasifs de plus en plus fins: 150 , 240 et 320. Le travail est assez rapide, les surfaces à poncer étant réduites.
Dernière édition par vincent91 le Mer 7 Juin 2017 - 17:33, édité 5 fois
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() bricoleux Lun 21 Oct 2013 - 17:10
bricoleux Lun 21 Oct 2013 - 17:10
super, ton fil ! ce sont des matières que peu possèdent, à mon avis.
au passage, j'apprends qu'utiliser une rape n'est pas la honte, je croyais que cet outil était juste bon pour ceux qui ne savent pas manier le ciseau ou le rabot.
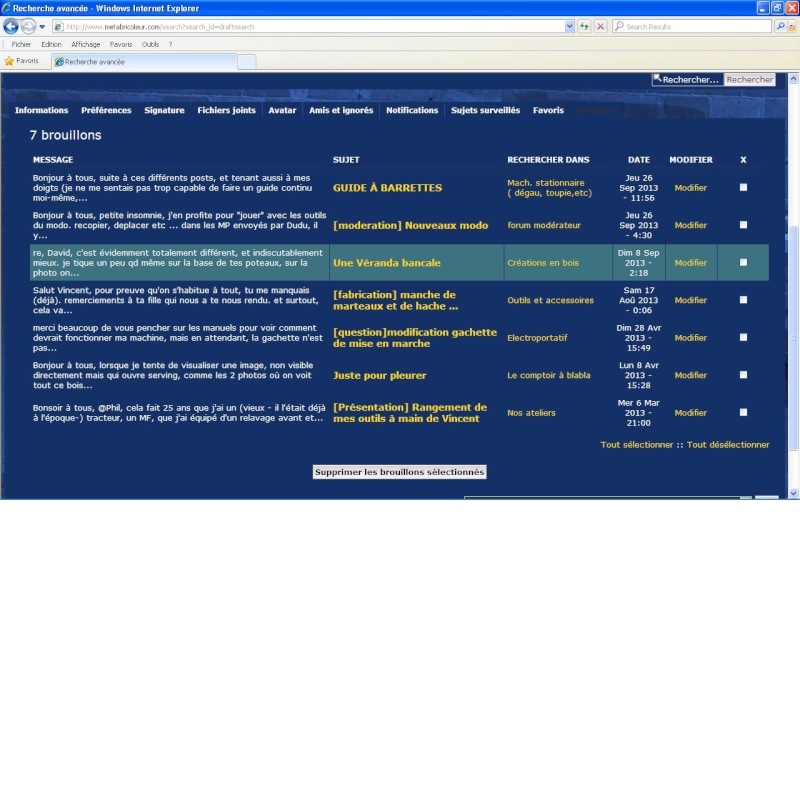
pour tes tentatives à utiliser la fonction brouillon, je te mets une photo de ce que j'ai dans mes brouillons :
- une série de brouillons, que je devrais d'ailleurs effacer.
- si tu cliques sur la zone "modifier", sur la ligne du sujet choisi, celui ci s'ouvre, tu n'as plus qu'à le modifier.
- pour effacer, tu sélectionnes, en marquant le petit carré blanc à droite, et tu trouves la fonction " effacer" tout en dessous. le bouton efface les messages marqués.
j'espère que tu y arriveras, ça te changera la vie !
++
bricoleux- complétement accro
- Messages : 3700
Points : 7449
Date d'inscription : 25/03/2012
Age : 74
Localisation : belgique
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() niaproun Lun 21 Oct 2013 - 18:19
niaproun Lun 21 Oct 2013 - 18:19
Une question en passant.
Ou trouves tu du buis en 50mm de diamétre, mes fournisseurs n'en ont pas. En spécialiste tournerie ?
niaproun- complétement accro
- Messages : 4694
Points : 8596
Date d'inscription : 15/01/2012
Age : 73
Localisation : région Lyon
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Mar 22 Oct 2013 - 0:36
vincent91 Mar 22 Oct 2013 - 0:36
mais je suis parvenu sur la page ge tu montres et essayé les commandes mais ça e marche pas.
niaproum
j'ai ce buis depuis près de 10 ans. J'en ai acheté 120 kg à un gars qui m'a dit l'avoir récupéré auprès de bûcherons qui les avaient coupés lors du lotissement d'un parc, et qui s'apprêtaient à les brûler...
Je vis dessus depuis ce temps, j'en ai encore un peu mais la réserve baisse, je n'en ai jamais vu repasser d'aussi beau ni a ce prix...
J'ai passé des consignes à tous les élagueurs que je connais, il doivent bien en voir de temps en temps, mais apparemment il ne faut pas être pressé .
Bon, où en étais-je .?
Ah oui, j'ai terminé le tournage en reprenant les angles de la partie hexagonale, en faisant deux stries décoratives sur le bouton de frappe, sans détacher encore le manche: j'ai besoin qu'il reste fixé pour les finitions.
Je ponce les facettes au papier de verre . La surface à poncer étant très réduites je n'ai pas passé le racloir mais directement les abrasifs: P80 , P 150 et P320.
Les parties arrondies sont poncées sur le tour en marche . Je suis très content de mon système d'aspiration qui est efficace, simple à positionner, instantané à mettre ne marche , du coup je ne l'oublie plus jamais.

Je noircis les stries en les brûlant au fil d'acier, ce qui est le cas le plus souvent sur les manches de ce type

Reste la couleur de de manche qui est vraiment clair par rapport aux manches anciens patinés.
J'essaie de le teindre avec mes trucs habituels: je commence par le thé: j'utilise le sachet juste sorti de mon "five o'clock tea". ( Le mug est un cadeau d'un vendeur anglais d'outil dont je suis bon client, et qui a de l'humour: l'inscription dit: He who dies with the most tools wins, celui qui meurt avec le plus d'outils a gagné):


En fait cette teinture "douce" ne marche pas très bien dans ce cas: la teinte fonce très modérément , le buis est un bois a grain serré, parfois difficile à teinter. Pour rester dans les boissons énergisantes je passe ensuite de la chicorée qui apporte une nuance jaune intéressante, mais le bois est encore un peu clair.

Je saute l'étape de l'expresso , du jus de betterave, du jus-de chaussettes et du du coca-cola et passe aux choses sérieuses: un mélange maison de teintes à l'eau associant d' acajoutine (rouge) chicorée liquide(jaune) et de brou de noix (noir sépia). Avec ces trois teintes, ça on peut imiter la couleur de la plupart des bois. Il est rare d'avoir à y mêler d'autres colorants (aquarelle) . Le mélange passé , j'attends qu'il sèche, puis et je polis le bois sur le tour avec un chiffon ou simplement avec des copeaux. Ça chauffe , sèche et polit le bois sans retirer autant de teinte que les abrasifs. Pour certains bois je passe quand même un coup d'abrasif fin sur les zones plus absorbantes , devenues trop foncées...mais bon , on sait que les étapes de la finition sont sans fin pour les perfectionnistes.
La finition peut s'arrêter là, le bois dur poli n'est pas très salissant et il est agréable en main . Je vais quand m^me ici passer un fond dur cellulo pour que la teinture ne parte pas et soit protégée.
Dernière édition par vincent91 le Lun 15 Sep 2014 - 19:05, édité 1 fois
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() FredM Mar 22 Oct 2013 - 21:29
FredM Mar 22 Oct 2013 - 21:29
C'est chouette de partager ça.
fredM

FredM- complétement accro
- Messages : 4118
Points : 7233
Date d'inscription : 30/07/2012
Age : 53
Localisation : Drôme
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() niaproun Mar 22 Oct 2013 - 21:53
niaproun Mar 22 Oct 2013 - 21:53
En relisant ce fil très intéressant je me posais une question. Partir d'un carrelet (carré) pour faire un rond puis tailler huit facettes, oui mais pourquoi ne pas tailler quatre autres faces sur le carré ? Cela me parrait plus économique en beau buis, ou alors je rate une marche ?
niaproun- complétement accro
- Messages : 4694
Points : 8596
Date d'inscription : 15/01/2012
Age : 73
Localisation : région Lyon
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() boiseux33 Mar 22 Oct 2013 - 22:16
boiseux33 Mar 22 Oct 2013 - 22:16
boiseux33- complétement accro
- Messages : 1244
Points : 2289
Date d'inscription : 03/02/2013
Age : 44
Localisation : Bassin d'Arcachon ou mer de la tranquilité selon les moments
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() florentp Mer 23 Oct 2013 - 1:14
florentp Mer 23 Oct 2013 - 1:14
Superbe reportage, merci! Le résultat est très réussi. C'est fou toutes ces techniques pour teinter/protéger le bois. Je n'avais encore jamais vu la technique du sachet de thé!
Ça donne envie d'essayer le tour mais je n'en ai pas à ma disposition. Un jour peut-être... sûrement même :-)
A+
florentp- très actif

- Messages : 235
Points : 593
Date d'inscription : 16/08/2012
Age : 40
Localisation : Paris
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() gauthier13 Mer 23 Oct 2013 - 7:32
gauthier13 Mer 23 Oct 2013 - 7:32
Depuis la lecture de ce super post, je remets très sérieusement en cause mon point de vue sur le tournage.
(et du coup je mate les tours d'occaz
Merci !

gauthier13- acharné du forum

- Messages : 402
Points : 655
Date d'inscription : 12/08/2012
Age : 42
Localisation : herault
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() aquatikus Mer 23 Oct 2013 - 9:50
aquatikus Mer 23 Oct 2013 - 9:50
Je m'essaye moi-même au tournage depuis quelques jours ... c'est vraiment addictif !
Magnifique ta collection ! et les manches sont super beaux !!!
BRAVO !

aquatikus- petit nouveau

- Messages : 46
Points : 130
Date d'inscription : 19/06/2013
Age : 41
Localisation : Guidel (56)
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Mer 23 Oct 2013 - 17:41
vincent91 Mer 23 Oct 2013 - 17:41
C'est même devenu une des façon les plus efficaces de débuter dans le travail du bois pour un amateur.
Les tourneurs professionnels ont été parmi les premiers artisans à s'être lancés dans l'enseignement pour les amateurs. Cela a suscité depuis trente ans dans les pays anglophones puis en France un essor prodigieux du nombre de pratiquants, et de tout ce qui va avec: matériel, outillage, stages, livres, revues , vidéos, concours...
Peu de disciplines sont devenues aussi facilement accessibles:
-L’équipement de base n'est certes pas donné (compter 350 à 500€ pour un mini tour de qualité, cinq ou six outils de base et un petit touret à meuler pour l'affutage) mais on peut pratiquer intensivement et accéder à un haut niveau pratiquement avec le même matériel (alors que faire le tour de France sur un velo à roulette ou jouer du Lizst sur un piano de bordel, c'est pas gagné)
-Un petit tour à bois prend peu de place, ne fait pas de bruit et n'est guère dangereux ( moins qu'un touret d'affutage en tout cas).
-Le nombre d'objets réalisables (utilitaires , décoratifs, ludiques, de curiosité, de maitrise etc.) est considérable.
-Le temps d'apprentissage est court, même s'il faut pratiquer régulièrement pour garder les bons gestes. Quant au temps de réalisation des objets courants, il dépasse rarement une heure , vernis compris, ce qui empiète peu sur la vie de famille.
-On ne se pose plus de question pour bien des cadeaux à faire (naissances, fêtes, anniversaires...)
-Ca attire un certain respect de la part des menuisiers et ébenistes professionnels, parfois condescedants envers les "boiseux" amateurs. Le fait de maitriser une technique comme le tournage, qu'en général ils ne pratiquent pas, m'a souvent servi de "sesame " pour discuter avec eux.
-Le tournage fait progresser rapidement dans la connaissance du bois. Les essences de bois que l'ont peut tourner sont bien plus nombreuses que les essences commerciales courantes de menuiserie et d'ebenisterie auquels les professionnels doivent se limiter (pour des raisons de dimensions et de disponibilité). On peut tourner des arbustes, des branches, rondins, des loupes, des noeuds, des bois pourris et pleins de défauts qui peuvent donner des résultats étonnants sur le plan décoratif. et un bon nombre de ces bois sont gratuits, il suffit d'avoir l'oeil et de se baisser...
Bref, le tournage c'est le pied!
Trêve de discours terminons ce manche!
Il reste à détacher le manche.
J'affine la liaison avec le mandrin au bédane bien affuté , jusqu'à 2 ou 3 mm environ, puis je coupe la liaison avec la plane, mais pas au ras de la pièce pour que la cassure ne se voit pas sur la pièce finie.


Vous noterez que je fais attention à ne pas frôler le mandrin de mon avant bras: je me suis déjà fait u remonter les bretelles par Jean-Paul (diomedea) une fois à ce sujet,, je ne veux pas redonner le mauvais exemple. Même si un tour à bois est moins dangereux qu'un tour à métaux en raison de son faible couple, sa vitesse est élevée et peut faire bobo quand même.
Je coupe le picot , je ponce le bout du manche et je fais un retouche de teinture et vernis sur le bout du manche,

Comme on l'a vu la soie de l'outil entre librement dans le manche sauf les deux derniers centimètres.

On chauffe la soie au chalumeau butagaz ce qui va permettre à celle-ci de de brûler les parois du trou et s'y encastrer:

La bonne température est juste au dessous du seuil de rougeoiement du métal, température avec laquelle la soie s'enfonce moyennant une poussée assez ferme ni trop facilement ni trop difficilement ... On peut voir un peu de fumée sortir du trou, mais surtout pas de flammes qui indiqueraient une température trop élevée et le risque d’agrandir excessivement le trou:

On termine d'enfoncer la soie jusqu'à la garde pour les les 4 ou 5 derniers millimètres en frappant sur le manche, avec la lame portant lame posées sur un chute de bois.
Ce nouveau manche va compléter une série de manches londoniens , que je réserve à mes gouges droites à biseau intérieur, en principe les numéros élevés (gouges creuses) et de largeur moyenne (ça n'était pas programmé spécialement, comme ça, j'ai simplement au fil du temps complété la petite série de gouges Addis du départ, et donc refait les manches des gouges qui détonaient à côté des autres)
 . Les autres outils visibles ici seront revendues à prix coûtant aux membres de mon Association boiseuse (avec priorité à ceux qui suivent les stages de sculptures ... (et oui , une centaine de gouges pour 268 membres ce sera trop peu...) Il me reste une cinquantaine de manches à restaurer, les uns simplement à reponcer et revernir, les autres à re-surfacer sur le tour (si leurs dimensions l'autorise), ou à refaire complétement.
. Les autres outils visibles ici seront revendues à prix coûtant aux membres de mon Association boiseuse (avec priorité à ceux qui suivent les stages de sculptures ... (et oui , une centaine de gouges pour 268 membres ce sera trop peu...) Il me reste une cinquantaine de manches à restaurer, les uns simplement à reponcer et revernir, les autres à re-surfacer sur le tour (si leurs dimensions l'autorise), ou à refaire complétement.Mais ce n'est pas urgent: à chaque jour suffit sa peine et pour moi une quart d'heure de tournage est le dessert d'une journée bien remplie...
Il me reste à vous poster les photos grandeur nature des gabarits grandeur nature avec toutes les cotes ( J'ai réduit leur nombre à quatre modèles de dimensions étagées, en sachant qu'il y a deux modèles possibles dans chaque dimension ( octogone court et octogone long).
Pour ceux qui ne pourraient se procurer du buis a des prix décents (le mien , comme je l'ai dit a été acheté il y a plus de dix ans) je conseille l'emploi d'un autre bois dur à grain fin, de teinte claire, sans veinage, pores ou maille très visible de couleur claire , par exemple poirier ou alisier blanc, éventuellement charme, érable champêtre (mais pas les érables européens usuels qui sont trop tendres), houx, sureau, viorne etc) qui pourront être teintés couleur "caramel mou" si vous voulez simuler le vieux buis...
Dernière édition par vincent91 le Jeu 30 Juil 2020 - 19:28, édité 4 fois
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Gabarits
![]() Sirius_91 Ven 29 Nov 2013 - 20:21
Sirius_91 Ven 29 Nov 2013 - 20:21
Merci pour ce descriptif très intéressant. N'oublie pas de nous mettre les photos des gabarits !
Cordialement
Philippe
Sirius_91- petit nouveau
- Messages : 16
Points : 44
Date d'inscription : 05/05/2013
Age : 64
Localisation : Gif sur Yvette
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() Fred714 Dim 19 Oct 2014 - 8:00
Fred714 Dim 19 Oct 2014 - 8:00
J'avais un peu (beaucoup) tendance aussi à penser que le tournage sur bois faisait un peu old school, mais en fait, que nenni!
quand je vois ce que tu as fait, c'est surtout moi qui suis à la ramasse! Bon je te laisse, faut que j'aille trouver...un tour à bois maintenant!
Bon dimanche à toi.
Fred...
Fred714- complétement accro
- Messages : 1864
Points : 2558
Date d'inscription : 03/06/2014
Age : 52
Localisation : Somewhere else...
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Dim 19 Oct 2014 - 8:39
vincent91 Dim 19 Oct 2014 - 8:39
J'ai essayé plusieurs fois de poster des images de mes gabarits de manches de gouges, pour tenir promesse, mais je n'arrive plus à poster de photos, je vais réessayer.
Sirius sait où me joindre s'il en a besoin, je dis ça pour les autres...
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() meles Dim 19 Oct 2014 - 8:43
meles Dim 19 Oct 2014 - 8:43
Tu trouveras un recap ici : http://www.metabricoleur.com/t7811-forum-mb-redimensionner-des-photos-avant-de-les-poster
@+

meles- Admin

- Messages : 14706
Points : 21668
Date d'inscription : 13/05/2011
Localisation : Aubagne
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Dim 19 Oct 2014 - 9:12
vincent91 Dim 19 Oct 2014 - 9:12
Meles, merci de tes remarques, je vais lire ce tutoriel, depuis le temps que je dis qu'il faut que j'apprenne à réduire le poids de mes photos pour envoyer plus facilement. Je me doutais d'une évolution de la politique de l'hébergeur, servimg-com, ou serveur.com ou bidule.com, je ne sais plus. Je suis d'ailleurs bien certain qu'il propose une solution de transfert de fichiers plus performante...et payante.
Edit: je m'aperçois que j'avais dejà posté cette photo pas terrible de mes gabarits. Il me semblait bien que j'en avais refait d'autres , justement pour que ce soit plus clair et à l'échelle, mais je ne sais plus où elles se trouvent...
Dernière édition par vincent91 le Dim 19 Oct 2014 - 9:47, édité 2 fois
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() oliver67 Dim 19 Oct 2014 - 9:24
oliver67 Dim 19 Oct 2014 - 9:24
Juste une question au sujet de la dimension des manches.
peut on adapter la taille du manche au gabarit de la main ?
Ou est ce à ka main de prendre le pli, usuellement ?
oliver67- complétement accro
- Messages : 2204
Points : 3363
Date d'inscription : 05/06/2012
Age : 48
Localisation : de l'autre côté des Vosges
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() vincent91 Dim 19 Oct 2014 - 9:33
vincent91 Dim 19 Oct 2014 - 9:33
Maintenant il faut rester raisonnable: au début je trouvais "classe" de faire de gros manches, en me disant que plus de bois, c'est luxueux, et ça assure une bonne prise en main. Mais il faut rester raisonnable: un manche trop gros est fatigant à manipuler et encombrant à ranger .
vincent91- complétement accro
- Messages : 1320
Points : 2571
Date d'inscription : 01/11/2012
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() Ty Coat Mer 13 Mai 2020 - 20:00
Ty Coat Mer 13 Mai 2020 - 20:00
Je déterre ce post trouvé par hasard. Passionnant et très pédagogique. Un grand merci tardif mais sincère.
Ty Coat

Ty Coat- complétement accro
- Messages : 2103
Points : 3062
Date d'inscription : 20/08/2014
Age : 74
Localisation : Plounevez-Lochrist
Re: Tournage d'un manche modele londonien en buis. Making a London pattern boxwood chisel handle.
![]() Contenu sponsorisé
Contenu sponsorisé
Contenu sponsorisé
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Mini boîte en buis
» Boites en vieux buis
» Making Wood Tools de John Wilson
» Ayé, le petit chisel plane est arrivé