






Soudage des aciers courants,inox, des alliages d'aluminium au TIG (Tungsten Inert Gas )
Page 1 sur 1

 Soudage des aciers courants,inox, des alliages d'aluminium au TIG (Tungsten Inert Gas )
Soudage des aciers courants,inox, des alliages d'aluminium au TIG (Tungsten Inert Gas )
![]() eddy Dim 15 Mai 2011 - 14:27
eddy Dim 15 Mai 2011 - 14:27
Bonjour à toutes et à tous
Pour faire suite au tuto sur le soudage à la baguette enrobée ( familièrement appelé "arc"),je vous propose à présent d'aborder le soudage TIG.
Ce procédé de soudage est assimilable au soudage au chalumeau, avec la différence que la fusion du métal est provoquée et contrôlée par un arc électrique .
Il est alors possible de souder avec ou sans métal d'apport.
Les baguettes de métal d'apport doivent être adaptées au métal à souder, aussi bien en qualité qu'en diamètre ou épaisseur.
Les avantages du procédé TIG GTAW:
-Qualité et fiabilité des soudures réalisées.
-Respect de cahiers des charges stricts sur soudages délicats, soudures radiographiés...
-Contrôle total du bain de fusion sur pièces très fines
-Soudage de métaux spéciaux
-Pas de projections de métal en fusion
-Chauffe très limitée des pièces à souder
Les inconvénients :
- Coût d'investissement élevé
- Soudage plus lent
- qualité et propreté de l'électrode tungstène à contrôler régulièrement
Pour commencer, le matériel de base nécessaire :
- Un générateur de courant , 2 types existent :
a) DC pour du courant continu (+ et -) c'est le cas de la plupart des inverter courants et bons marché.
b) AC/DC pour du courant continu et alternatif.Ce dernier est indispensable pour le soudage des alliages d'aluminium.
Choix des polarités et courants:

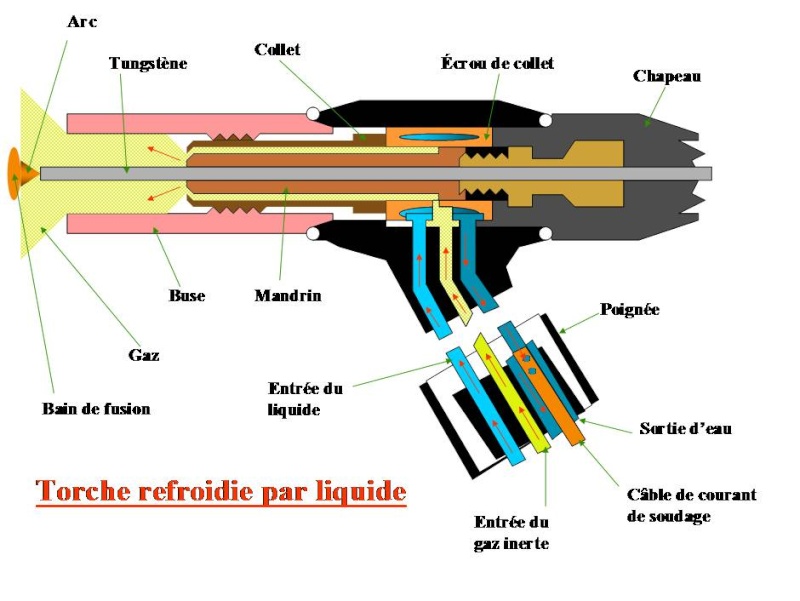
- Une torche TIG :
Celle-ci est reliée à l'une des bornes de sortie ( + ou - selon les soudages ).
Elle intègre en plus une alimentation en gaz, contrôlée soit par le générateur (électrovanne) soit par la torche ( valve ).
Certaines comportent un refroidissement liquide, surtout utilisée pour des soudures à fortes intensités :

- Une réserve de Gaz inerte:
Généralement il s'agit d'Argon, se déclinant sous diverses appellations commerciales (Argon N , Mison x , Arcal ...)
- Un manomètre débit/litre pour raccordement sur la bouteille de gaz, et qui sert à régler le débit de gaz en fonction des paramètres de soudage.

- Un masque à obscurcissement automatique ou au pire une cagoule de soudage basique.
Ce dernier est important, car comme nous le verrons plus bas, l'usage des 2 mains est indispensable avec métal d'apport.
Principe de base du soudage TIG:
Le soudage TIG, consiste donc à assembler des métaux de même nature, à l'aide de courant électrique, servant à emmené le métal en fusion.
Pour ce faire, une électrode "infusible" en tungstène sert d'intermédiaire pour provoquer l'arc .
Il existe 2 types d'amorçage:
a) L'amorçage au gratté:
Utilisé sur les petits postes inverter, ne disposant pas de fonctions avancées.
La méthode consiste à frotter légèrement l'électrode sur la pièce, puis à relever celle-ci légèrement après amorçage.
L'inconvénient de cette méthode, est la "contamination" possible de l'électrode.
b)L'amorçage HF ( Haute fréquence).
Le poste doit être équipé d'un générateur HF.
Cette méthode dispense le contact entre l'électrode tungstène et la pièce.
Sa mise en service est commandée par le soudeur (appui sur gâchette de la torche ).
Cette méthode est à proscrire pour des soudages en environnements sensibles aux perturbations électriques (électronique par ex.)
Dans ce cas précis, on lui préfèrera l'amorçage au "gratté" .
Importance des gaz de protection :
Une des exigences fondamentale d’une bonne soudure, c’est qu’elle doit avoir les mêmes propriétés que le métal de base. Pour obtenir ce résultat, le bain de fusion doit être entièrement protégé des gaz atmosphériques tels que le nitrogène et l’oxygène durant le procédé de soudage. Si l’arc n’est pas parfaitement protégé, ces gaz et d’autres gaz indésirables sont absorbés par le bain de fusion. Il en résulte donc des soudures faibles et poreuses.
Les électrodes :
Il en existe de différentes compositions et domaines d'utilisation.
Elles sont repérées et différenciés par des codes couleurs, peintes à une de leur extrémités.
En voici quelques exemples :
Alliage de l’électrode Utilisation Classification AWS Code de couleur
Tungsten pur (W) CA / CC EWP VERT
W-1%oxyde de thorium CC EWTh-1 JAUNE
W-2%oxyde de thorium CC EWTh-2 ROUGE
W-0,25%oxyde de zirconium CA EWZr-1 BRUN
W-2%oxyde de Cérium CA et CC EWCe-2 ORANGE
W-1%oxyde de lanthane CC EWLa-1 NOIR
L'importance de la forme du bout d'électrode :
Selon les matériaux à souder, il est important de respecter certaines formes de bout d'électrode:
Lorsqu’on soude au courant alternatif , il est nécessaire de fabriquer au bout de l’électrode une petite boule. (voir figure ci-dessous électrode de droite). Pour ce faire, il suffit d’amorcer l’électrode pour un moment sur une pièce de cuivre avec le courant continu à polarité inversée. Avec un tungstène au zirconium, la boule se fait automatiquement en courant alternatif avec haute fréquence continue.
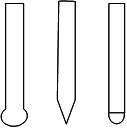
Pour souder au courant continu en CCPN( électrode du milieu) ou CCPI (électrode de gauche), il suffit de meuler l’électrode comme l’indiquent les figures ci dessus. L’électrode en CCPI n’a pas besoins d’être préparé car à cette polarité la chaleur est concentré à environ 70% sur l’électrode qui aura tendance à fondre. Prévoir de baisser les paramètres avant de faire une hémisphère à l’extrémité du tungstène. D’ailleurs la polarité inversée est très rarement utilisée.
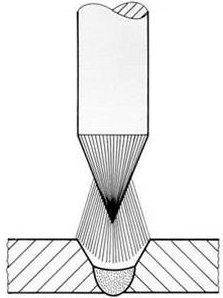
Affûtage en pointe pour le soudage des aciers courants en CC courant continu

Trés important, en soudage TIG, les polarités normales (PN) sont les suivantes:
Torche sur -
Masse sur +
Dans certains cas précis il est conseillé de travailler en Pôles Inversés (PI):
Torche sur +
Masse sur -
Le générateur présenté ici est un Gysmi 207 AC/DC , incorporant le soudage TIG AC/DC, ainsi que le soudage MMA (baguette enrobée).C'est celui-ci dont je me sert au boulot.
Il dispose de la Haute Fréquence HF pour l'amorçage.
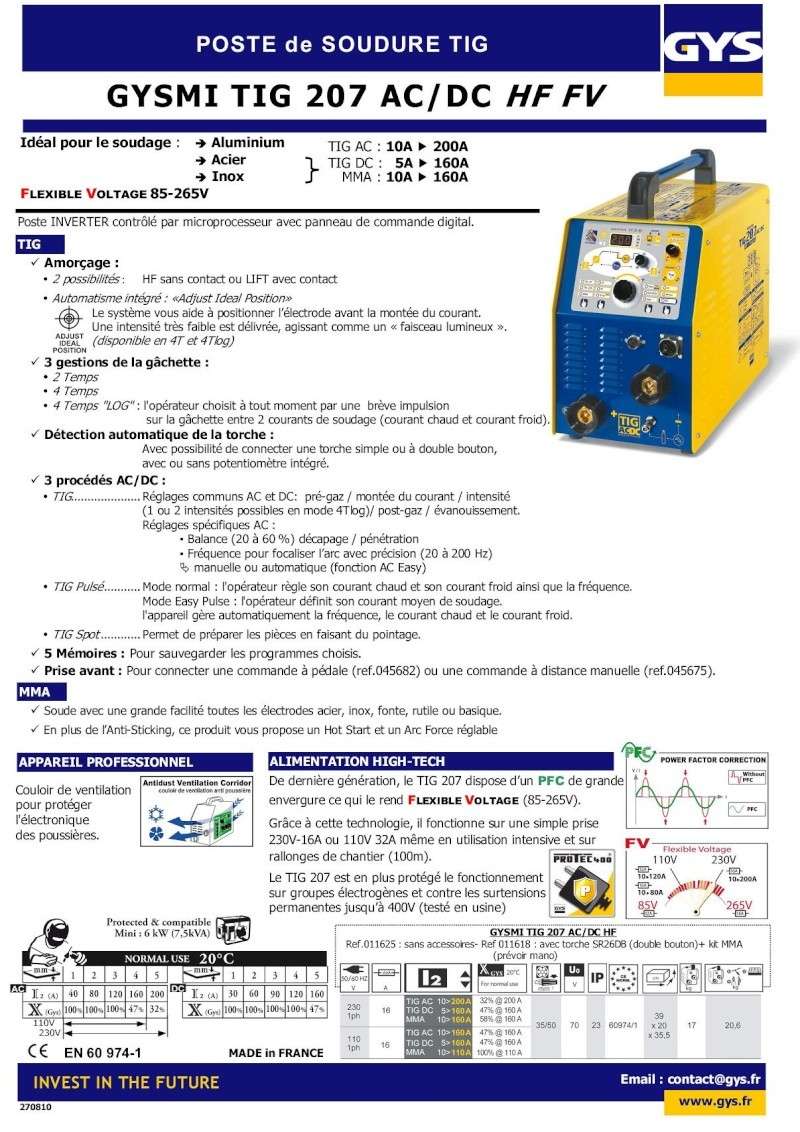
Les différentes fonctions avancées permettent le contrôle total du bain de fusion.
Les notions de courant chaud et courant froid :
Le courant chaud, désigne le courant de soudage préréglé par l'opérateur, en fonction de la qualité et des épaisseurs des pièces à souder.Il s'exprime en Ampères.
Le courant froid, désigne le courant chaud de soudage abaissé d'une valeur en % , préréglé par l'opérateur .
Ainsi, selon l'importance du bain, l'opérateur a la possibilité par simple appui sur la gâchette, de réduire l'intensité de base.
Le pré gaz et post gaz :
Afin d'assurer une parfaite protection de la soudure, un pré gaz est ainsi pré établi, il est fonction principalement de la longueur de la torche, et assure avant amorçage, l'arrivée du gaz sur l'embout de torche.
Le post-gaz, pré établi aussi par l'opérateur, assure l'atmosphère gazeuse de protection aprés soudage pendant x secondes.
L'opérateur doit maintenir la torche prés de la soudure pendant ce temps là et avant évanouissement de l'arc.
La montée du courant (intensité), réglable permet une montée en température "douce".
L'évanouissement de l'arc, pré réglable aussi permet de réduire la formation de cratères en fin de soudage , et préserve aussi le bout de l'électrode d'un arrêt brutal de l'intensité.
TUTORIEL EN COURS D'ELABORATION
++
Eddy
Pour faire suite au tuto sur le soudage à la baguette enrobée ( familièrement appelé "arc"),je vous propose à présent d'aborder le soudage TIG.
Ce procédé de soudage est assimilable au soudage au chalumeau, avec la différence que la fusion du métal est provoquée et contrôlée par un arc électrique .
Il est alors possible de souder avec ou sans métal d'apport.
Les baguettes de métal d'apport doivent être adaptées au métal à souder, aussi bien en qualité qu'en diamètre ou épaisseur.
Les avantages du procédé TIG GTAW:
-Qualité et fiabilité des soudures réalisées.
-Respect de cahiers des charges stricts sur soudages délicats, soudures radiographiés...
-Contrôle total du bain de fusion sur pièces très fines
-Soudage de métaux spéciaux
-Pas de projections de métal en fusion
-Chauffe très limitée des pièces à souder
Les inconvénients :
- Coût d'investissement élevé
- Soudage plus lent
- qualité et propreté de l'électrode tungstène à contrôler régulièrement
Pour commencer, le matériel de base nécessaire :
- Un générateur de courant , 2 types existent :
a) DC pour du courant continu (+ et -) c'est le cas de la plupart des inverter courants et bons marché.
b) AC/DC pour du courant continu et alternatif.Ce dernier est indispensable pour le soudage des alliages d'aluminium.
Choix des polarités et courants:
- Une torche TIG :
Celle-ci est reliée à l'une des bornes de sortie ( + ou - selon les soudages ).
Elle intègre en plus une alimentation en gaz, contrôlée soit par le générateur (électrovanne) soit par la torche ( valve ).
Certaines comportent un refroidissement liquide, surtout utilisée pour des soudures à fortes intensités :
- Une réserve de Gaz inerte:
Généralement il s'agit d'Argon, se déclinant sous diverses appellations commerciales (Argon N , Mison x , Arcal ...)
- Un manomètre débit/litre pour raccordement sur la bouteille de gaz, et qui sert à régler le débit de gaz en fonction des paramètres de soudage.
- Un masque à obscurcissement automatique ou au pire une cagoule de soudage basique.
Ce dernier est important, car comme nous le verrons plus bas, l'usage des 2 mains est indispensable avec métal d'apport.
Principe de base du soudage TIG:
Le soudage TIG, consiste donc à assembler des métaux de même nature, à l'aide de courant électrique, servant à emmené le métal en fusion.
Pour ce faire, une électrode "infusible" en tungstène sert d'intermédiaire pour provoquer l'arc .
Il existe 2 types d'amorçage:
a) L'amorçage au gratté:
Utilisé sur les petits postes inverter, ne disposant pas de fonctions avancées.
La méthode consiste à frotter légèrement l'électrode sur la pièce, puis à relever celle-ci légèrement après amorçage.
L'inconvénient de cette méthode, est la "contamination" possible de l'électrode.
b)L'amorçage HF ( Haute fréquence).
Le poste doit être équipé d'un générateur HF.
Cette méthode dispense le contact entre l'électrode tungstène et la pièce.
Sa mise en service est commandée par le soudeur (appui sur gâchette de la torche ).
Cette méthode est à proscrire pour des soudages en environnements sensibles aux perturbations électriques (électronique par ex.)
Dans ce cas précis, on lui préfèrera l'amorçage au "gratté" .
Importance des gaz de protection :
Une des exigences fondamentale d’une bonne soudure, c’est qu’elle doit avoir les mêmes propriétés que le métal de base. Pour obtenir ce résultat, le bain de fusion doit être entièrement protégé des gaz atmosphériques tels que le nitrogène et l’oxygène durant le procédé de soudage. Si l’arc n’est pas parfaitement protégé, ces gaz et d’autres gaz indésirables sont absorbés par le bain de fusion. Il en résulte donc des soudures faibles et poreuses.
Les électrodes :
Il en existe de différentes compositions et domaines d'utilisation.
Elles sont repérées et différenciés par des codes couleurs, peintes à une de leur extrémités.
En voici quelques exemples :
Alliage de l’électrode Utilisation Classification AWS Code de couleur
Tungsten pur (W) CA / CC EWP VERT
W-1%oxyde de thorium CC EWTh-1 JAUNE
W-2%oxyde de thorium CC EWTh-2 ROUGE
W-0,25%oxyde de zirconium CA EWZr-1 BRUN
W-2%oxyde de Cérium CA et CC EWCe-2 ORANGE
W-1%oxyde de lanthane CC EWLa-1 NOIR
L'importance de la forme du bout d'électrode :
Selon les matériaux à souder, il est important de respecter certaines formes de bout d'électrode:
Lorsqu’on soude au courant alternatif , il est nécessaire de fabriquer au bout de l’électrode une petite boule. (voir figure ci-dessous électrode de droite). Pour ce faire, il suffit d’amorcer l’électrode pour un moment sur une pièce de cuivre avec le courant continu à polarité inversée. Avec un tungstène au zirconium, la boule se fait automatiquement en courant alternatif avec haute fréquence continue.
Pour souder au courant continu en CCPN( électrode du milieu) ou CCPI (électrode de gauche), il suffit de meuler l’électrode comme l’indiquent les figures ci dessus. L’électrode en CCPI n’a pas besoins d’être préparé car à cette polarité la chaleur est concentré à environ 70% sur l’électrode qui aura tendance à fondre. Prévoir de baisser les paramètres avant de faire une hémisphère à l’extrémité du tungstène. D’ailleurs la polarité inversée est très rarement utilisée.
Affûtage en pointe pour le soudage des aciers courants en CC courant continu
Trés important, en soudage TIG, les polarités normales (PN) sont les suivantes:
Torche sur -
Masse sur +
Dans certains cas précis il est conseillé de travailler en Pôles Inversés (PI):
Torche sur +
Masse sur -
Le générateur présenté ici est un Gysmi 207 AC/DC , incorporant le soudage TIG AC/DC, ainsi que le soudage MMA (baguette enrobée).C'est celui-ci dont je me sert au boulot.
Il dispose de la Haute Fréquence HF pour l'amorçage.
Les différentes fonctions avancées permettent le contrôle total du bain de fusion.
Les notions de courant chaud et courant froid :
Le courant chaud, désigne le courant de soudage préréglé par l'opérateur, en fonction de la qualité et des épaisseurs des pièces à souder.Il s'exprime en Ampères.
Le courant froid, désigne le courant chaud de soudage abaissé d'une valeur en % , préréglé par l'opérateur .
Ainsi, selon l'importance du bain, l'opérateur a la possibilité par simple appui sur la gâchette, de réduire l'intensité de base.
Le pré gaz et post gaz :
Afin d'assurer une parfaite protection de la soudure, un pré gaz est ainsi pré établi, il est fonction principalement de la longueur de la torche, et assure avant amorçage, l'arrivée du gaz sur l'embout de torche.
Le post-gaz, pré établi aussi par l'opérateur, assure l'atmosphère gazeuse de protection aprés soudage pendant x secondes.
L'opérateur doit maintenir la torche prés de la soudure pendant ce temps là et avant évanouissement de l'arc.
La montée du courant (intensité), réglable permet une montée en température "douce".
L'évanouissement de l'arc, pré réglable aussi permet de réduire la formation de cratères en fin de soudage , et préserve aussi le bout de l'électrode d'un arrêt brutal de l'intensité.
TUTORIEL EN COURS D'ELABORATION
++
Eddy
- Fichiers joints

- TIG _GTAW_PDAIGLE.pdf Vous n'avez pas la permission de télécharger les fichiers joints.(1.5 Mo) Téléchargé 1548 fois

eddy- complétement accro

- Messages : 945
Points : 1396
Date d'inscription : 17/12/2008
Age : 50
Localisation : Po 66


 Sujets similaires
Sujets similaires» Soudage des aciers courants à l'arc electrique (baguette enrobée ).
» Tuto " Notions de base sur le soudage des aciers courant à l'arc électrique (baguette enrobée)"
» barre de carbure de tungstène
» Précision des mesures aprés usinage des alliages
» Boite à courants d'air
» Tuto " Notions de base sur le soudage des aciers courant à l'arc électrique (baguette enrobée)"
» barre de carbure de tungstène
» Précision des mesures aprés usinage des alliages
» Boite à courants d'air
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum