






Palpeur d’outil DIY
+6
Pulco
momoclic
F6FCO
gwez67
dh42
toutikini
10 participants
Page 1 sur 1

 Palpeur d’outil DIY
Palpeur d’outil DIY
![]() toutikini Mer 28 Juin 2017 - 9:50
toutikini Mer 28 Juin 2017 - 9:50
Bonjour,
Voilà maintenant quelques temps que je fais joujou avec ma cnc et que je peste à chaque changement d’outil. En effet, même si le truc de « la feuille de papier » fonctionne bien, il reste contraignant à mettre en œuvre et pas évident avec une fraise pointue du type « à graver ». Sans savoir si c’était LA solution, mais après avoir vu certain utilisateur en vanter la nécessité, je me suis donc lancer dans la fabrication d’un palpeur d’outil. Après avoir glané sur le net pas mal d’idée Je vous propose ici de vous expliquer la conception du mien et de sa configuration.
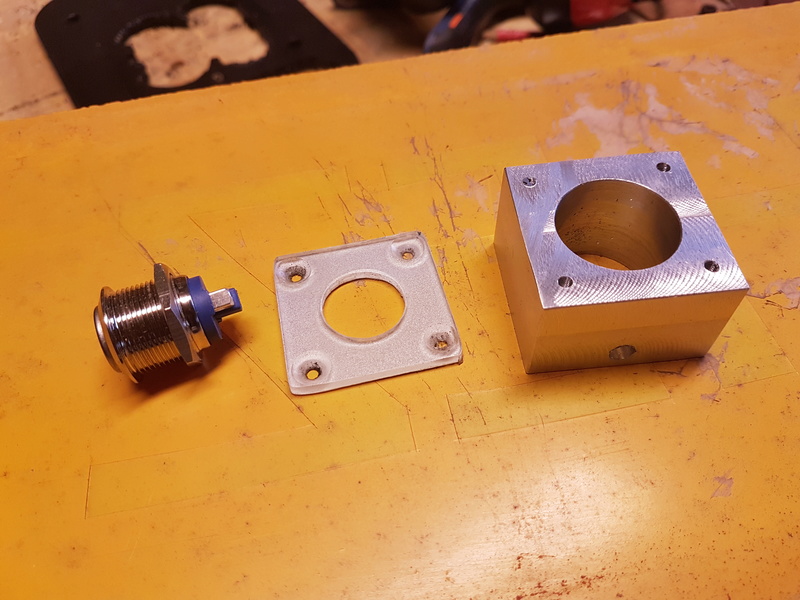
Je ne l’ai pas voulu trop imposant, n’ayant pas trop de hauteur en Z sous mon portique. Je suis donc parti d’un bouton dit « anti vandalisme », pour le visuel, il ressemble à ceux rencontré sur les digicodes, ou appel d’ascenseur. Il y a plusieurs model, j’ai préféré en prendre un en « sailli », c’est-à-dire un, dont le bouton dépasse légèrement du logement afin de pouvoir l’utiliser avec une fraise de Ø supérieur à celui du bouton et/ou pour faire le zéro des axe X et Y par tangentement … Voici donc le bouton commandé sur ALI :

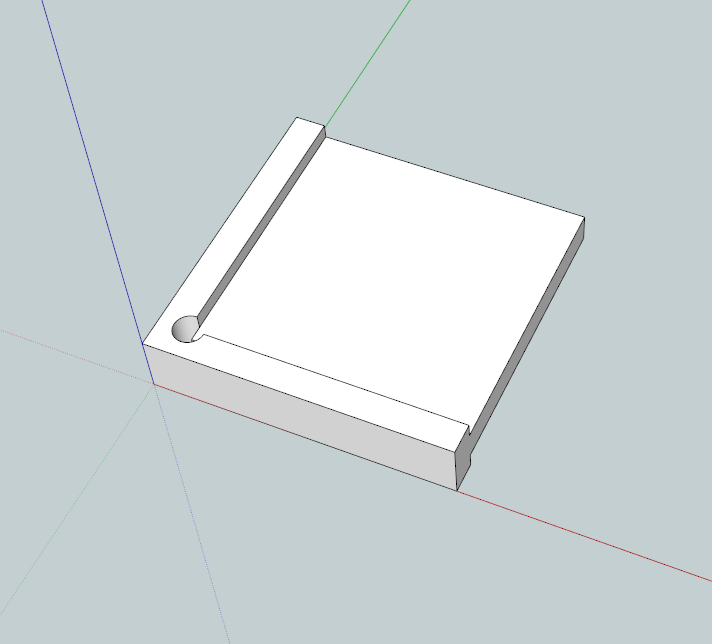
Je suis parti d’un petit bloc d’alu dans lequel j’ai usiné un parallélépipède de 40x40x25 (mm). J’en ai percé le centre à Ø25mm pour être large pour recevoir le corps du bouton.

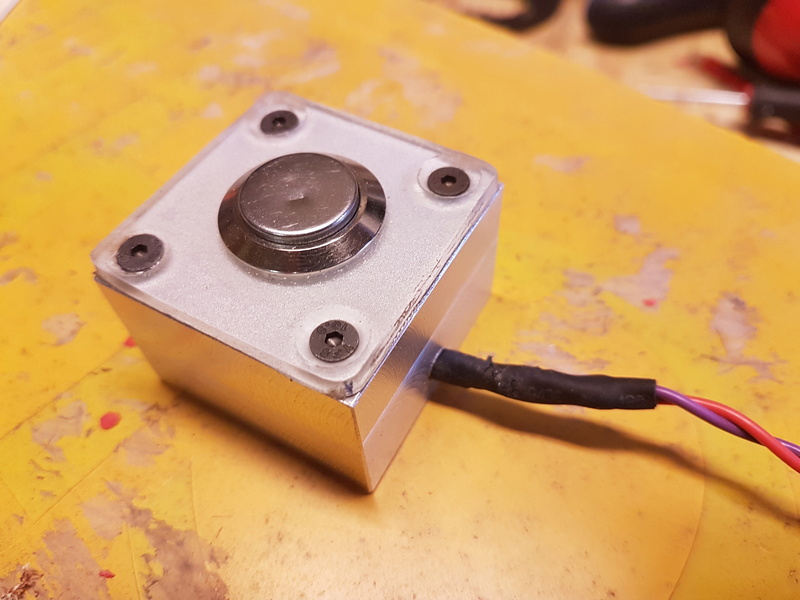
Dans une ancienne plaque d’immatriculation en plastique (matière que je ne connais pas en fait) j’ai découpé un carré de 40x40, percé au centre au Ø du bouton pile poil !! Avec 4 perçages aux angles pour pouvoir assembler le tout …
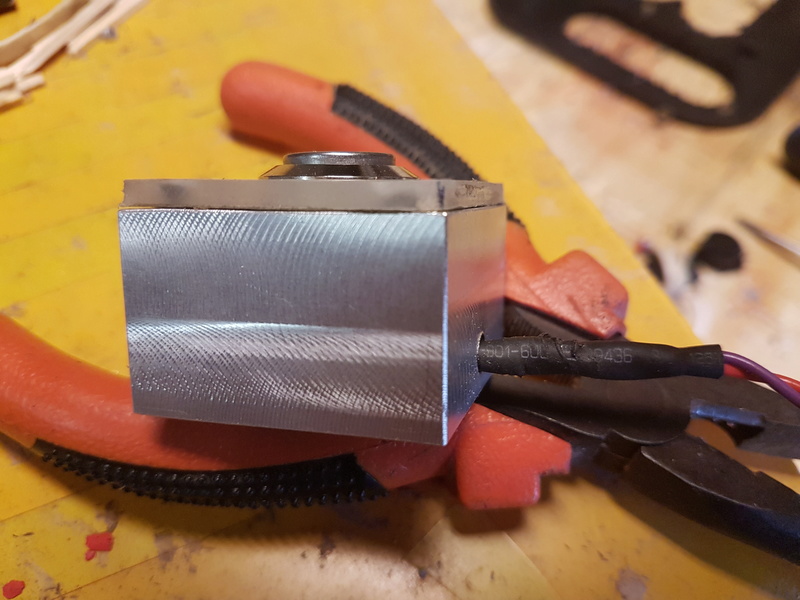
J’ai réalisé également un perçage sur un des coté pour le passage d’une longueur de fil torsadé. Protégé par de la gaine thermo, voici l’assemblage terminé :
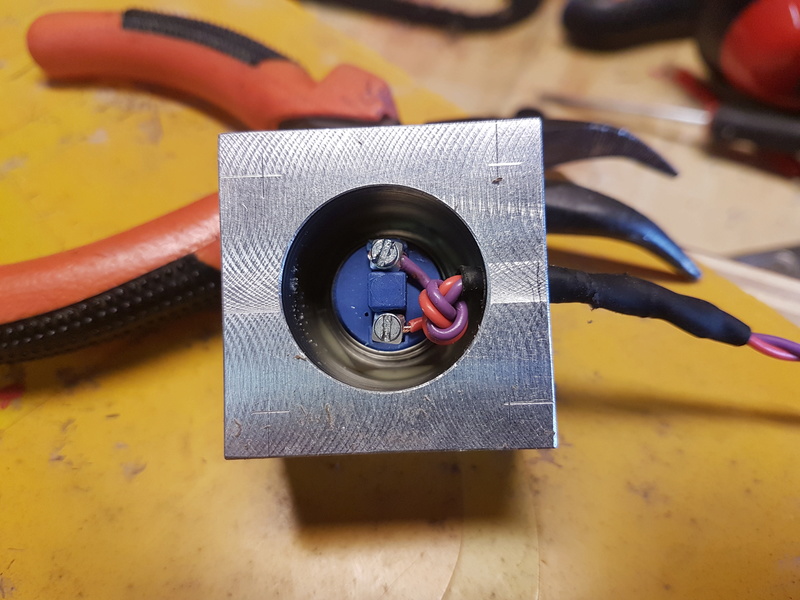
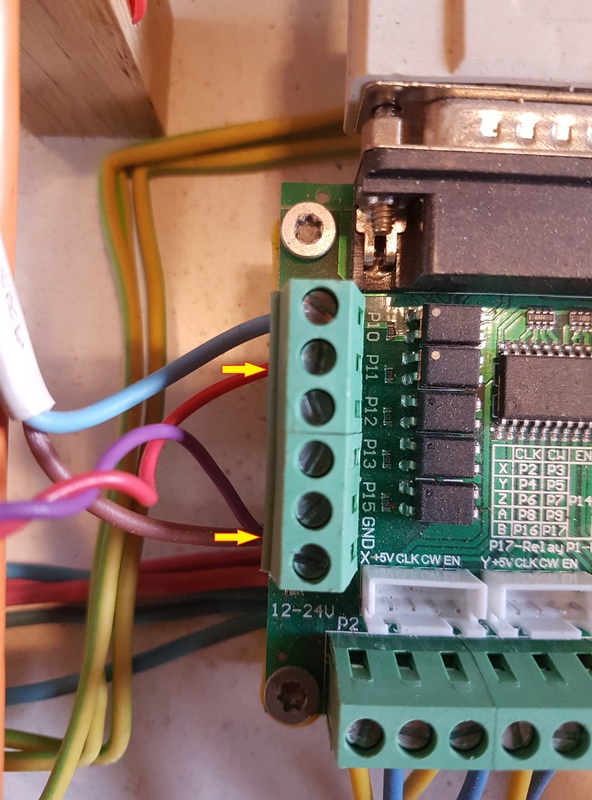
Pour le raccordement sur la BOB, il faut utiliser les pines d’entrée ; j’ai donc branché un des deux fils sur le commun (Grnd) et l’autre sur la pine 11 :
Après avoir démarré MACH3 (le visuel du mien est celui de PULCO, encore merci à lui), il me faut configurer le palpeur. Pour cela il faut aller dans
--- > Configuration \ Port et E/S
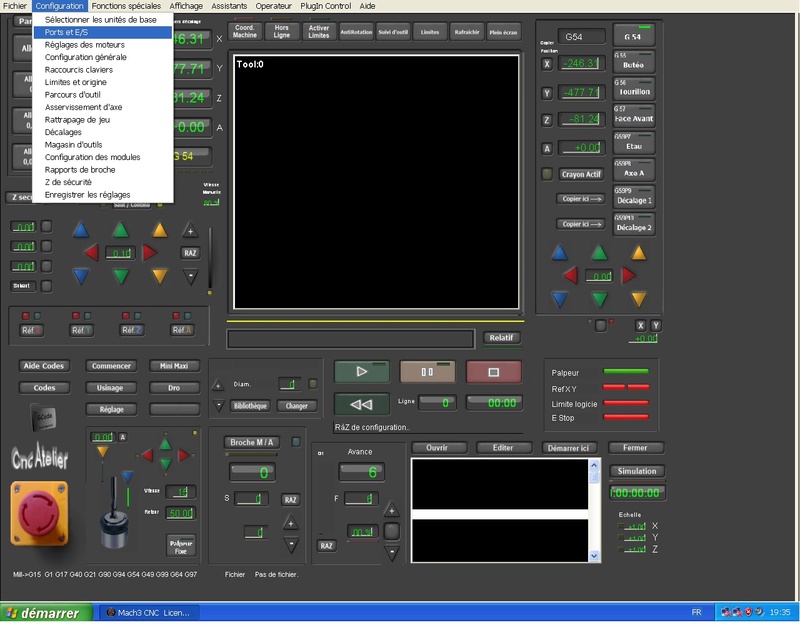
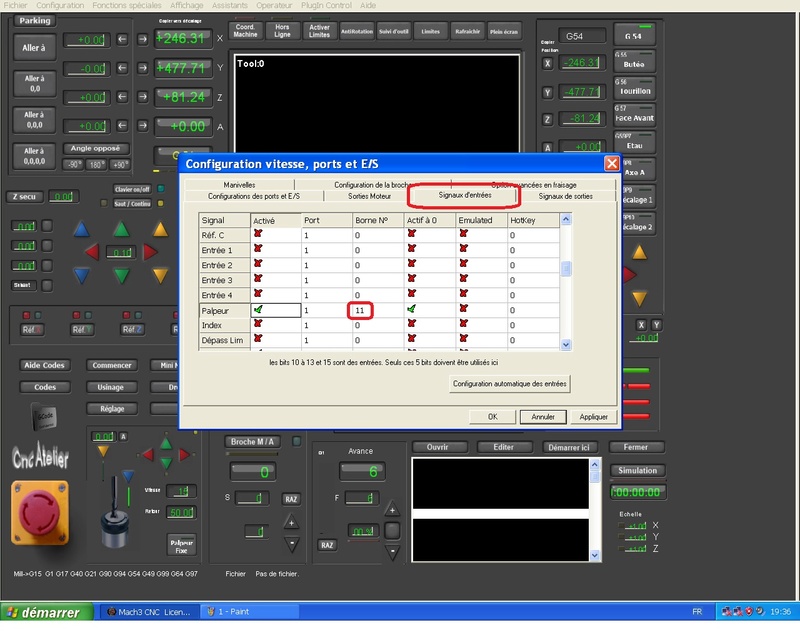
Puis, dans l’onglet « signaux d’entrée » je fais défiler la liste pour trouver « palpeur ». Je clique sur activé (coche verte apparait), je renseigne la « borne n° » en tapant 11 correspondant à mon branchement, et je coche « actif à 0 » pour qu’il soit détecté à la fermeture du circuit.
Pour la suite, cela risque d’être diffèrent si vous êtes sur le screen origine de mach3.
Une fois tout validé, si je fais fonctionner le palpeur en appuyant dessus, la led palpeur s’allume (écran diagnostique pour les Screen Mach3)
Il me faut maintenant paramétrer ce palpeur avec ses valeurs propres (hauteur, position, …)
A l’aide d’un pied à coulisse, je mesure la hauteur totale du palpeur sans exercer de pression dessus.
Dans mon cas j’obtiens 31.74

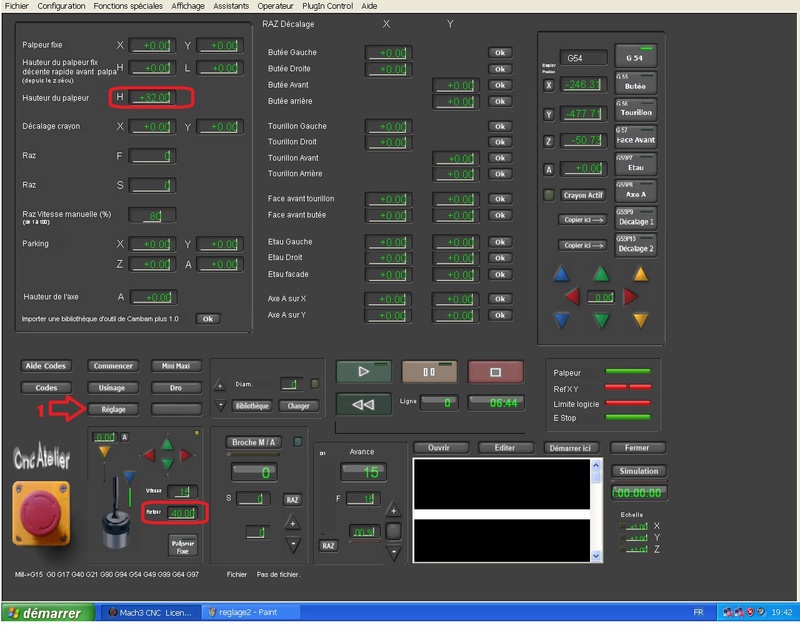
Dans Mach3, je clique donc sur réglage (flèche 1) et dans « Hauteur du palpeur » je tape 32.00, ne pas oublier de faire « entrée » pour valider. Et NE PAS OUBLIER NON PLUS, de renseigner la case « retour » où je tape 40 et je valide. Cette dernière valeur correspond à la valeur à laquelle l’outil va après avoir fait son zéro. Par défaut il y a « 0 » et du coup après avoir fait son zéro, l’outil veut descendre et traverser le palpeur (je le sais, mon bouton est marqué)
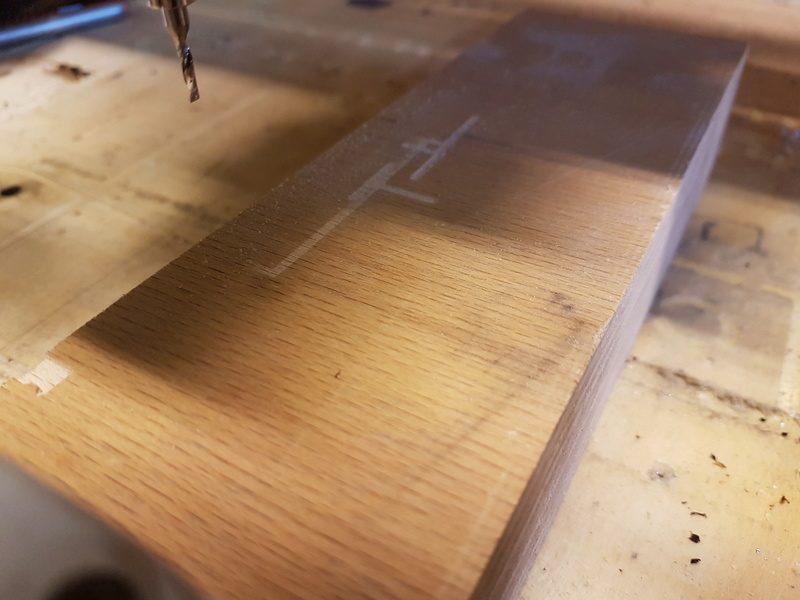
Je fixe un morceau de bois d’épaisseur quelconque sur ma machine et je pose le palpeur d’outil dessus.

Après avoir approché manuellement la fraise au plus près, j’appuis sur le bouton de prise de zéro : la flèche bleue. Il faut que le trait vertical en dessous de la flèche soit vert, un premier clic permet de le faire, puis un deuxième lance la procédure.

La fraise descend tout doucement, jusqu’à enfoncer le bouton suffisamment pour créer le contact et remonte à Z40 comme paramétré.
J’enlève ensuite le palpeur d’outil et j’allume la broche avant de demander une descente à Z=0
Le palpeur ayant été mesuré plus grand que ce qu’il est vraiment, je me retrouve dans la matière.
J’usine alors une petite zone en déplaçant la machine manuellement de gauche à droite.

A l’aide de mon pied-à-coulisse qui fait également jauge de profondeur, je mesure la profondeur de cet usinage. Dans mon cas : 1.1. Il me suffit de retourner dans « Réglages » et d’enlever ces 1.1 à la hauteur de mon palpeur en rentrant 30.9 en lieu et place des 32.
Je recommence la prise de zéro et en demandant une descente à Z0, je caresse le brut : c’est tout bon.
Il me faut l’utiliser au quotidien maintenant …
Voilà maintenant quelques temps que je fais joujou avec ma cnc et que je peste à chaque changement d’outil. En effet, même si le truc de « la feuille de papier » fonctionne bien, il reste contraignant à mettre en œuvre et pas évident avec une fraise pointue du type « à graver ». Sans savoir si c’était LA solution, mais après avoir vu certain utilisateur en vanter la nécessité, je me suis donc lancer dans la fabrication d’un palpeur d’outil. Après avoir glané sur le net pas mal d’idée Je vous propose ici de vous expliquer la conception du mien et de sa configuration.
Je ne l’ai pas voulu trop imposant, n’ayant pas trop de hauteur en Z sous mon portique. Je suis donc parti d’un bouton dit « anti vandalisme », pour le visuel, il ressemble à ceux rencontré sur les digicodes, ou appel d’ascenseur. Il y a plusieurs model, j’ai préféré en prendre un en « sailli », c’est-à-dire un, dont le bouton dépasse légèrement du logement afin de pouvoir l’utiliser avec une fraise de Ø supérieur à celui du bouton et/ou pour faire le zéro des axe X et Y par tangentement … Voici donc le bouton commandé sur ALI :
Je suis parti d’un petit bloc d’alu dans lequel j’ai usiné un parallélépipède de 40x40x25 (mm). J’en ai percé le centre à Ø25mm pour être large pour recevoir le corps du bouton.
Dans une ancienne plaque d’immatriculation en plastique (matière que je ne connais pas en fait) j’ai découpé un carré de 40x40, percé au centre au Ø du bouton pile poil !! Avec 4 perçages aux angles pour pouvoir assembler le tout …
J’ai réalisé également un perçage sur un des coté pour le passage d’une longueur de fil torsadé. Protégé par de la gaine thermo, voici l’assemblage terminé :
Pour le raccordement sur la BOB, il faut utiliser les pines d’entrée ; j’ai donc branché un des deux fils sur le commun (Grnd) et l’autre sur la pine 11 :
Après avoir démarré MACH3 (le visuel du mien est celui de PULCO, encore merci à lui), il me faut configurer le palpeur. Pour cela il faut aller dans
--- > Configuration \ Port et E/S
Puis, dans l’onglet « signaux d’entrée » je fais défiler la liste pour trouver « palpeur ». Je clique sur activé (coche verte apparait), je renseigne la « borne n° » en tapant 11 correspondant à mon branchement, et je coche « actif à 0 » pour qu’il soit détecté à la fermeture du circuit.
Pour la suite, cela risque d’être diffèrent si vous êtes sur le screen origine de mach3.
Une fois tout validé, si je fais fonctionner le palpeur en appuyant dessus, la led palpeur s’allume (écran diagnostique pour les Screen Mach3)
Il me faut maintenant paramétrer ce palpeur avec ses valeurs propres (hauteur, position, …)
A l’aide d’un pied à coulisse, je mesure la hauteur totale du palpeur sans exercer de pression dessus.
Dans mon cas j’obtiens 31.74
Dans Mach3, je clique donc sur réglage (flèche 1) et dans « Hauteur du palpeur » je tape 32.00, ne pas oublier de faire « entrée » pour valider. Et NE PAS OUBLIER NON PLUS, de renseigner la case « retour » où je tape 40 et je valide. Cette dernière valeur correspond à la valeur à laquelle l’outil va après avoir fait son zéro. Par défaut il y a « 0 » et du coup après avoir fait son zéro, l’outil veut descendre et traverser le palpeur (je le sais, mon bouton est marqué)
Je fixe un morceau de bois d’épaisseur quelconque sur ma machine et je pose le palpeur d’outil dessus.
Après avoir approché manuellement la fraise au plus près, j’appuis sur le bouton de prise de zéro : la flèche bleue. Il faut que le trait vertical en dessous de la flèche soit vert, un premier clic permet de le faire, puis un deuxième lance la procédure.
La fraise descend tout doucement, jusqu’à enfoncer le bouton suffisamment pour créer le contact et remonte à Z40 comme paramétré.
J’enlève ensuite le palpeur d’outil et j’allume la broche avant de demander une descente à Z=0
Le palpeur ayant été mesuré plus grand que ce qu’il est vraiment, je me retrouve dans la matière.
J’usine alors une petite zone en déplaçant la machine manuellement de gauche à droite.
A l’aide de mon pied-à-coulisse qui fait également jauge de profondeur, je mesure la profondeur de cet usinage. Dans mon cas : 1.1. Il me suffit de retourner dans « Réglages » et d’enlever ces 1.1 à la hauteur de mon palpeur en rentrant 30.9 en lieu et place des 32.
Je recommence la prise de zéro et en demandant une descente à Z0, je caresse le brut : c’est tout bon.
Il me faut l’utiliser au quotidien maintenant …

toutikini- complétement accro

- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)

Re: Palpeur d’outil DIY
![]() dh42 Mer 28 Juin 2017 - 18:37
dh42 Mer 28 Juin 2017 - 18:37
Salut,
Un bon petit accessoire que tu ne regrettera pas
Par contre, il faut bien penser à l'enlever de dessous la fraise avant de relancer l'usinage lors d'un changement d'outil ; me suis fait avoir une ou deux fois. (et je ne suis pas le seul)
Ton cube d'alu, tu l'a usiné avec la CNc ?
++
David
Un bon petit accessoire que tu ne regrettera pas
Par contre, il faut bien penser à l'enlever de dessous la fraise avant de relancer l'usinage lors d'un changement d'outil ; me suis fait avoir une ou deux fois. (et je ne suis pas le seul)
Ton cube d'alu, tu l'a usiné avec la CNc ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Palpeur d’outil DIY
![]() gwez67 Mer 28 Juin 2017 - 19:40
gwez67 Mer 28 Juin 2017 - 19:40
bonsoir,
je me suis toujours posé la question de la répétabilité dans le temps de l'enclenchement d'un tel bouton poussoir (suis je clair )
)
on a des données là dessus ?
je me suis toujours posé la question de la répétabilité dans le temps de l'enclenchement d'un tel bouton poussoir (suis je clair
on a des données là dessus ?

gwez67- très actif

- Messages : 309
Points : 317
Date d'inscription : 21/03/2017
Age : 59
Localisation : france
Re: Palpeur d’outil DIY
![]() dh42 Mer 28 Juin 2017 - 19:54
dh42 Mer 28 Juin 2017 - 19:54
Salut,
Sur ce type de bouton, non, je ne pense pas vu que ce n'est pas fait pour faire de la précision, par contre sur les contacts dans le genre des contacts de référencement, ça tourne dans les 0.03 quand c'est neuf (et surtout pas plein de poussière de bois ) mais ça peut atteindre 0.2 quand c'est fatigué, encrassé ou mal monté (trop serré) .. mesure faite sur une dizaine de tests d'affilés.
) mais ça peut atteindre 0.2 quand c'est fatigué, encrassé ou mal monté (trop serré) .. mesure faite sur une dizaine de tests d'affilés.

Sur mon palpeur, j'ignore ce qu'il y a dedans comme contact ; jamais trouvé comment ça s'ouvrait ; par contre la répétabilité semble très bonne, tant que ta fraise tape bien pile au centre du palpeur.
Sur les vidéos de ce sujet, c'est le palpeur monté à l'envers qui me sert de sonde de digit, et le comparateur de 'tige', et sur la vidéo, on vois bien que ça déclenche à chaque fois au même endroit, au 1/100ieme près. Je serais curieux de savoir ce qu'ils on mis dedans !! (à 150€ le palpeur)
http://www.metabricoleur.com/t2083-numerisation-3d-avec-mach3#28389
++
David
Sur ce type de bouton, non, je ne pense pas vu que ce n'est pas fait pour faire de la précision, par contre sur les contacts dans le genre des contacts de référencement, ça tourne dans les 0.03 quand c'est neuf (et surtout pas plein de poussière de bois
Sur mon palpeur, j'ignore ce qu'il y a dedans comme contact ; jamais trouvé comment ça s'ouvrait ; par contre la répétabilité semble très bonne, tant que ta fraise tape bien pile au centre du palpeur.
Sur les vidéos de ce sujet, c'est le palpeur monté à l'envers qui me sert de sonde de digit, et le comparateur de 'tige', et sur la vidéo, on vois bien que ça déclenche à chaque fois au même endroit, au 1/100ieme près. Je serais curieux de savoir ce qu'ils on mis dedans !! (à 150€ le palpeur)
http://www.metabricoleur.com/t2083-numerisation-3d-avec-mach3#28389
++
David
Dernière édition par dh42 le Mer 28 Juin 2017 - 20:01, édité 1 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpeur d’outil DIY
![]() F6FCO Mer 28 Juin 2017 - 19:55
F6FCO Mer 28 Juin 2017 - 19:55
Ah bon !! Qui d'autre ?dh42 a écrit:(et je ne suis pas le seul)


F6FCO- complétement accro
- Messages : 4636
Points : 6890
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Palpeur d’outil DIY
![]() gwez67 Mer 28 Juin 2017 - 22:11
gwez67 Mer 28 Juin 2017 - 22:11
ok merci pour toutes ces infos, je vais lire ce sujet.
comment vous faites alors pour règler le réfèrencement avec un palpeur comme celui de toutikini, quelque chose m'échappe
comment vous faites alors pour règler le réfèrencement avec un palpeur comme celui de toutikini, quelque chose m'échappe
gwez67- très actif
- Messages : 309
Points : 317
Date d'inscription : 21/03/2017
Age : 59
Localisation : france
Re: Palpeur d’outil DIY
![]() momoclic Mer 28 Juin 2017 - 22:59
momoclic Mer 28 Juin 2017 - 22:59
Bonjour,
Certains palpeurs n'ont pas de contact ce qui me semble mieux car dès que la fraise touche le palpeur le contact s'établit par la masse.
Aucune pièce en déplacement garantit une lecture plus précise.

https://fr.aliexpress.com/item/Cnc-Router-Mill-Z-Axis-Tool-Setting-Touch-Plate-Work-W-Mach3-Engraving-Machine-Drilling-Milling/32515561482.html?spm=2114.06010108.3.126.z2YaU0&ws_ab_test=searchweb0_0,searchweb201602_3_10152_10065_10151_10068_10305_10304_10306_10136_10137_10060_10302_10155_10062_437_10154_10056_10055_10054_10059_303_100031_10099_10103_10102_10096_10052_10053_10107_10050_10142_10051_10084_10083_10080_10082_10081_10177_10110_519_10111_10112_10113_10114_10182_10184_10078_10079_10073_10123_10189_142-10102,searchweb201603_51,ppcSwitch_3&btsid=5fdb2603-c451-46b1-86d8-1cc11bb5f4fd&algo_expid=00e59c02-5c66-40a7-8cfa-cc1e6d8642e8-15&algo_pvid=00e59c02-5c66-40a7-8cfa-cc1e6d8642e8
J'écris des bêtises ou pas ?
Certains palpeurs n'ont pas de contact ce qui me semble mieux car dès que la fraise touche le palpeur le contact s'établit par la masse.
Aucune pièce en déplacement garantit une lecture plus précise.
https://fr.aliexpress.com/item/Cnc-Router-Mill-Z-Axis-Tool-Setting-Touch-Plate-Work-W-Mach3-Engraving-Machine-Drilling-Milling/32515561482.html?spm=2114.06010108.3.126.z2YaU0&ws_ab_test=searchweb0_0,searchweb201602_3_10152_10065_10151_10068_10305_10304_10306_10136_10137_10060_10302_10155_10062_437_10154_10056_10055_10054_10059_303_100031_10099_10103_10102_10096_10052_10053_10107_10050_10142_10051_10084_10083_10080_10082_10081_10177_10110_519_10111_10112_10113_10114_10182_10184_10078_10079_10073_10123_10189_142-10102,searchweb201603_51,ppcSwitch_3&btsid=5fdb2603-c451-46b1-86d8-1cc11bb5f4fd&algo_expid=00e59c02-5c66-40a7-8cfa-cc1e6d8642e8-15&algo_pvid=00e59c02-5c66-40a7-8cfa-cc1e6d8642e8
J'écris des bêtises ou pas ?

momoclic- complétement accro
- Messages : 796
Points : 804
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Palpeur d’outil DIY
![]() dh42 Mer 28 Juin 2017 - 23:31
dh42 Mer 28 Juin 2017 - 23:31
Re
Le référencement (coord machine) ne se fait pas avec le palpeur, mais grâce à des contacts qui sont en bout d'axe. Le palpeur sert juste à prendre un 0 en Z (coord pièce)
Pour le palpeur sans micro contact, pourquoi pas, jamais essayé .. (il y a un ressort pour absorber le choc ou c'est fixe ?)
++
David
comment vous faites alors pour règler le réfèrencement avec un palpeur comme celui de toutikini, quelque chose m'échappe
Le référencement (coord machine) ne se fait pas avec le palpeur, mais grâce à des contacts qui sont en bout d'axe. Le palpeur sert juste à prendre un 0 en Z (coord pièce)
Pour le palpeur sans micro contact, pourquoi pas, jamais essayé .. (il y a un ressort pour absorber le choc ou c'est fixe ?)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Palpeur d’outil DIY
![]() F6FCO Mer 28 Juin 2017 - 23:48
F6FCO Mer 28 Juin 2017 - 23:48
En en bricolant un réversible on peut aussi faire les origines en X et Y
http://f6fco.pagesperso-orange.fr/MinipalpeurV2.htm
http://f6fco.pagesperso-orange.fr/MinipalpeurV2.htm
F6FCO- complétement accro
- Messages : 4636
Points : 6890
Date d'inscription : 13/05/2011
Age : 99
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -
Re: Palpeur d’outil DIY
![]() Pulco Jeu 29 Juin 2017 - 0:22
Pulco Jeu 29 Juin 2017 - 0:22
Salut,
toutikini parle du décalage, il utilise son palpeur pour avoir le zéro pièce.
Je les prend toujours comme ça. Rapide, précis...
il faut juste penser à rentrer le bon Ø d'outil pour que Mach3 retire en plus de l'ep du palpeur le rayon de l'outil,
il faut aussi que la zone "retour" soit un peut plus importante pour absorbée le rayon de l'outil
(ça me fait penser qu'il faut que je modifie le script pour passer en relatif (merci David, qui m'y a fait penser)
pour que le retour se fasse de 3 ou 4 mm + le rayon.)
A+ Pulco
gwez67 a écrit:comment vous faites alors pour règler le réfèrencement avec un palpeur
toutikini parle du décalage, il utilise son palpeur pour avoir le zéro pièce.
Je les prend toujours comme ça. Rapide, précis...
il faut juste penser à rentrer le bon Ø d'outil pour que Mach3 retire en plus de l'ep du palpeur le rayon de l'outil,
il faut aussi que la zone "retour" soit un peut plus importante pour absorbée le rayon de l'outil
(ça me fait penser qu'il faut que je modifie le script pour passer en relatif (merci David, qui m'y a fait penser)
pour que le retour se fasse de 3 ou 4 mm + le rayon.)
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 61
Re: Palpeur d’outil DIY
![]() toutikini Jeu 29 Juin 2017 - 7:24
toutikini Jeu 29 Juin 2017 - 7:24
Bonjour à tous,
Je vais tenter de répondre aux questions.
Le bloc d'aluminium qui compose le corps du palpeur n'a pas été usiné avec la cnc, mais je l'ai récupéré au taff.
Pour ce qui est de la précision et de la répétabilité de prise de zéro, je n'ai pas assez de recul pour en débattre, mais après une dizaine de test (en plein centre ou sur le côté du bouton) je n'ai pas noté d'écart important. ..
Pour ce qui est de l'utiliser pour le zéro X et Y, j'ai testé et ça fonctionne (à la base, je l'ai conçu pour ça également). Je vais en avoir l'utilité ce soir, normalement, voici comment je vois la chose:
Ma fraise devrait etre de dia 4, Je vais utiliser une pige de 4 que je mettrai dans la broche. Après avoir renseigné mach3 de cette valeur (si tu pouvez me dire ou pulco
Je vais tenter de répondre aux questions.
Le bloc d'aluminium qui compose le corps du palpeur n'a pas été usiné avec la cnc, mais je l'ai récupéré au taff.
Pour ce qui est de la précision et de la répétabilité de prise de zéro, je n'ai pas assez de recul pour en débattre, mais après une dizaine de test (en plein centre ou sur le côté du bouton) je n'ai pas noté d'écart important. ..
Pour ce qui est de l'utiliser pour le zéro X et Y, j'ai testé et ça fonctionne (à la base, je l'ai conçu pour ça également). Je vais en avoir l'utilité ce soir, normalement, voici comment je vois la chose:
Ma fraise devrait etre de dia 4, Je vais utiliser une pige de 4 que je mettrai dans la broche. Après avoir renseigné mach3 de cette valeur (si tu pouvez me dire ou pulco
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Palpeur d’outil DIY
![]() nagut Jeu 29 Juin 2017 - 7:27
nagut Jeu 29 Juin 2017 - 7:27
j'ai le mème système que monoclic et j'en suis content
il n'y a pas de ressort, j'avais un peu peur avec les fraises javelot (à graver)
mais çà n'abime pas le tranchant et c'est précis.
en plus c'est très facile à fabriquer
il n'y a pas de ressort, j'avais un peu peur avec les fraises javelot (à graver)
mais çà n'abime pas le tranchant et c'est précis.
en plus c'est très facile à fabriquer

nagut- complétement accro
- Messages : 2558
Points : 2842
Date d'inscription : 17/08/2010
Age : 72
Localisation : Haut Jura
Re: Palpeur d’outil DIY
![]() toutikini Jeu 29 Juin 2017 - 8:16
toutikini Jeu 29 Juin 2017 - 8:16
Quelques probleme ce matin pour enregistrer le message, du coup je le re edit:
]Bonjour à tous,
Je vais tenter de répondre aux questions.
Le bloc d'aluminium qui compose le corps du palpeur n'a pas été usiné avec la cnc, mais je l'ai récupéré au taff.
Pour ce qui est de la précision et de la répétabilité de prise de zéro, je n'ai pas assez de recul pour en débattre, mais après une dizaine de test (en plein centre ou sur le côté du bouton) je n'ai pas noté d'écart important. ..
Pour ce qui est de l'utiliser pour le zéro X et Y, j'ai testé et ça fonctionne (à la base, je l'ai conçu pour ça également). Je vais en avoir l'utilité ce soir, normalement, voici comment je vois la chose:
Ma fraise devrait être de dia 4, Je vais utiliser une pige de 4 que je mettrai dans la broche. Après avoir renseigné mach3 de cette valeur (si tu pouvais me dire ou faut il renseigner cette valeur, pulco). je ferai mon zéro suivant X et Y, puis je mettrai ma fraise de 4 en place, avant de faire mon zéro en Z.
J'ai une remarque sur l'utilisation de la page réglage. Peut etre je m'y prends mal, mais je me suis fait avoir avec la case retour dans l'écran "palpeur" ici:
il faut y rentrer une coordonnée Z de "parking" après prise du zéro, et non pas une valeur de recul. Pour ma part j'aurais préféré une valeur de recul, soit, si je rentre 5, la broche remonte de 5 mm après avoir fait son zéro ... cette valeur aurait pu être utilisé par les autres axes également en y rajoutant le Ø de l'outil ...
D'ailleurs, je manque d'info sur cette zone (toujours la même photo): ce que je pense avoir compris:
La flèche bleue pour le zéro Z, la rouge pour le X et la verte pour le Y, mais la jaune ? pour le palpeur fixe ? et le bouton "palpeur fixe" ?
Pourrais je avoir des info sur la page réglage également (qui doit être lié) avec tous les champs possible de remplir ?
A+
]Bonjour à tous,
Je vais tenter de répondre aux questions.
Le bloc d'aluminium qui compose le corps du palpeur n'a pas été usiné avec la cnc, mais je l'ai récupéré au taff.
Pour ce qui est de la précision et de la répétabilité de prise de zéro, je n'ai pas assez de recul pour en débattre, mais après une dizaine de test (en plein centre ou sur le côté du bouton) je n'ai pas noté d'écart important. ..
Pour ce qui est de l'utiliser pour le zéro X et Y, j'ai testé et ça fonctionne (à la base, je l'ai conçu pour ça également). Je vais en avoir l'utilité ce soir, normalement, voici comment je vois la chose:
Ma fraise devrait être de dia 4, Je vais utiliser une pige de 4 que je mettrai dans la broche. Après avoir renseigné mach3 de cette valeur (si tu pouvais me dire ou faut il renseigner cette valeur, pulco). je ferai mon zéro suivant X et Y, puis je mettrai ma fraise de 4 en place, avant de faire mon zéro en Z.
J'ai une remarque sur l'utilisation de la page réglage. Peut etre je m'y prends mal, mais je me suis fait avoir avec la case retour dans l'écran "palpeur" ici:
il faut y rentrer une coordonnée Z de "parking" après prise du zéro, et non pas une valeur de recul. Pour ma part j'aurais préféré une valeur de recul, soit, si je rentre 5, la broche remonte de 5 mm après avoir fait son zéro ... cette valeur aurait pu être utilisé par les autres axes également en y rajoutant le Ø de l'outil ...
D'ailleurs, je manque d'info sur cette zone (toujours la même photo): ce que je pense avoir compris:
La flèche bleue pour le zéro Z, la rouge pour le X et la verte pour le Y, mais la jaune ? pour le palpeur fixe ? et le bouton "palpeur fixe" ?
Pourrais je avoir des info sur la page réglage également (qui doit être lié) avec tous les champs possible de remplir ?
A+
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Palpeur d’outil DIY
![]() Pulco Jeu 29 Juin 2017 - 10:05
Pulco Jeu 29 Juin 2017 - 10:05
Bonjour,
dans "changement d'outil" tu met le Ø approprié. Après tu n'es pas obligé d'utiliser le même diamètre que ta fraise ( le point Zéro sera toujours l'axe ) mais au moment de palper le scipte à besoin de connaitre le Ø de l'outil en cours pour donner la bonne valeur au Zéro.
J'ai du mal m'exprimer ou je je ne l'ai peut-être pas expliqué, la touche "Parking" est la pour envoyer la broche à un certain endroit avant d'éteindre la machine.
Pour qu'avec la machine éteinte je puise avoir accès facilement à la broche , ou placer mon axe A, ou poser un étau, nettoyer ou positionner un nouveau brut..
personnellement je la met: X dans l'axe, Y assez dans le fond pour liberer à ma zone de travail, mais pas trop pour pouvoir accéder à la broche et le Z tout en haut.
(Chacun peut utiliser cet envois à des coordonner XYZ comme il l'entend, certain le place à quelques mm des contacteurs Home)
après rien ne m'empêche de fixer mes contacteurs à coté de ma position "parking"
(Z) "palpeur fixe": si tu as un palpeur fixé sur un coin de ta machine
(Z) La flèche bleue : c'est le palpeur que tu déplaces sur ta zone de travail (palpeur standard)
(X--) la rouge vers la gauche: pour palper le coté droite d'une pièce
(X++) la rouge vers la Droite: pour palper le coté gauche d'une pièce
(Y++) la verte vers le haut : pour palper le devant d'une pièce
(Y--) la verte vers le bas : pour palper l'arrière d'une pièce
(Z) la Jaune c'est comme la bleue, sauf qu'il faut renseigner la hauteur de ton axe A dans la page réglage. Tu pourras mettre la valeur que tu veux dans la case au dessus (exemple tu mets la valeur de ton brut que tu veux fini et tu surfaces à zéro) quand tu clics sur "A" cela rappelle la hauteur de ton axe et après le palpage ton zéro se retrouvera dans l'axe de ton axe rotatif.(si tu veux usiner un rond de Ø40 tu positionnera ton Z à 20)
et félicitation pour ton nouveau palpeur.
A+ Pulco
toutikini a écrit:Ma fraise devrait être de dia 4, Je vais utiliser une pige de 4 que je mettrai dans la broche. Après avoir renseigné mach3 de cette valeur (si tu pouvais me dire ou faut il renseigner cette valeur, pulco)
dans "changement d'outil" tu met le Ø approprié. Après tu n'es pas obligé d'utiliser le même diamètre que ta fraise ( le point Zéro sera toujours l'axe ) mais au moment de palper le scipte à besoin de connaitre le Ø de l'outil en cours pour donner la bonne valeur au Zéro.
toutikini a écrit:il faut y rentrer une coordonnée Z de "parking" après prise du zéro,
J'ai du mal m'exprimer ou je je ne l'ai peut-être pas expliqué, la touche "Parking" est la pour envoyer la broche à un certain endroit avant d'éteindre la machine.
Pour qu'avec la machine éteinte je puise avoir accès facilement à la broche , ou placer mon axe A, ou poser un étau, nettoyer ou positionner un nouveau brut..
personnellement je la met: X dans l'axe, Y assez dans le fond pour liberer à ma zone de travail, mais pas trop pour pouvoir accéder à la broche et le Z tout en haut.
(Chacun peut utiliser cet envois à des coordonner XYZ comme il l'entend, certain le place à quelques mm des contacteurs Home)
après rien ne m'empêche de fixer mes contacteurs à coté de ma position "parking"
toutikini a écrit:La flèche bleue pour le zéro Z, la rouge pour le X et la verte pour le Y, mais la jaune ? pour le palpeur fixe ? et le bouton "palpeur fixe" ?
(Z) "palpeur fixe": si tu as un palpeur fixé sur un coin de ta machine
(Z) La flèche bleue : c'est le palpeur que tu déplaces sur ta zone de travail (palpeur standard)
(X--) la rouge vers la gauche: pour palper le coté droite d'une pièce
(X++) la rouge vers la Droite: pour palper le coté gauche d'une pièce
(Y++) la verte vers le haut : pour palper le devant d'une pièce
(Y--) la verte vers le bas : pour palper l'arrière d'une pièce
(Z) la Jaune c'est comme la bleue, sauf qu'il faut renseigner la hauteur de ton axe A dans la page réglage. Tu pourras mettre la valeur que tu veux dans la case au dessus (exemple tu mets la valeur de ton brut que tu veux fini et tu surfaces à zéro) quand tu clics sur "A" cela rappelle la hauteur de ton axe et après le palpage ton zéro se retrouvera dans l'axe de ton axe rotatif.(si tu veux usiner un rond de Ø40 tu positionnera ton Z à 20)
et félicitation pour ton nouveau palpeur.
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 61
Re: Palpeur d’outil DIY
![]() toutikini Jeu 29 Juin 2017 - 10:25
toutikini Jeu 29 Juin 2017 - 10:25
Merci pulco pour ces info,
je voudrais revenir sur ceci:
En fait, c'est moi qui me suis mal exprimé, en utilisant le mot "parking". J'ai bien compris l'utilité de ce "parking"
Je parlais moi, de la case "retour" au niveau des flèches pour mise à zéro avec palpeur. Il semble que ce soit une coordonnée Z qu'il faille rentrer, j'aurais plus imaginé une valeur de décalage. en bon français, on est plus sur du : "Une fois le zéro fait retourne à Z=40" que du "Une fois le zéro fait remonte de 40" ...
Est ce que cette valeur retour s'applique pour le zéro X et Y ?
je voudrais revenir sur ceci:
Pulco a écrit:
J'ai du mal m'exprimer ou je je ne l'ai peut-être pas expliqué, la touche "Parking" est la pour envoyer la broche à un certain endroit avant d'éteindre la machine.
Pour qu'avec la machine éteinte je puise avoir accès facilement à la broche , ou placer mon axe A, ou poser un étau, nettoyer ou positionner un nouveau brut..
personnellement je la met: X dans l'axe, Y assez dans le fond pour liberer à ma zone de travail, mais pas trop pour pouvoir accéder à la broche et le Z tout en haut.
(Chacun peut utiliser cet envois à des coordonner XYZ comme il l'entend, certain le place à quelques mm des contacteurs Home)
après rien ne m'empêche de fixer mes contacteurs à coté de ma position "parking"
En fait, c'est moi qui me suis mal exprimé, en utilisant le mot "parking". J'ai bien compris l'utilité de ce "parking"
Je parlais moi, de la case "retour" au niveau des flèches pour mise à zéro avec palpeur. Il semble que ce soit une coordonnée Z qu'il faille rentrer, j'aurais plus imaginé une valeur de décalage. en bon français, on est plus sur du : "Une fois le zéro fait retourne à Z=40" que du "Une fois le zéro fait remonte de 40" ...
Est ce que cette valeur retour s'applique pour le zéro X et Y ?
toutikini- complétement accro
- Messages : 886
Points : 1687
Date d'inscription : 04/07/2011
Age : 54
Localisation : Poitiers (86)
Re: Palpeur d’outil DIY
![]() Pulco Jeu 29 Juin 2017 - 11:03
Pulco Jeu 29 Juin 2017 - 11:03
Re,
La position ou ira la broche une fois le palpage fait:
exemple si tu met:
50 pour la zone retour
40 hauteur du palpeur
(Z) "palpeur fixe"
le palpeur remonte à 50 (10mm au dessus du palpeur)
(Z) La flèche bleue
idem palpeur fixe
(X--) la rouge vers la gauche
la broche repart à droite de 50mm ( si ton outil fait Ø8 le bord de la fraise se trouve à 6mm du palpeur )(axe de la broche à 10mm du palpeur)
(X++) la rouge vers la Droite
la broche va à X-50 ( si ton outil fait Ø4 le bord de la fraise se trouve à 8mm du palpeur )
(Y++) la verte vers le haut
la broche va à Y-50 ( si ton outil fait Ø10 le bord de la fraise se trouve à 5mm du palpeur )
(Y--) la verte vers le bas
la broche va à Y50 ( si ton outil fait Ø18 le bord de la fraise se trouve à 1mm du palpeur ) (50(retour)-40(palpeur)-9(rayon d'outil))
(Z) la Jaune
la broche va à Z50 de ton axe A (si ton axe rotatif est à 75mm Z remonte à 125)
dans un futur proche je vais reprendre le script il n'y aura plus besoin de zone retour ( peut être juste donner l’espacement voulu entre le palpeur et la fraise )
A+ Pulco
La position ou ira la broche une fois le palpage fait:
exemple si tu met:
50 pour la zone retour
40 hauteur du palpeur
(Z) "palpeur fixe"
le palpeur remonte à 50 (10mm au dessus du palpeur)
(Z) La flèche bleue
idem palpeur fixe
(X--) la rouge vers la gauche
la broche repart à droite de 50mm ( si ton outil fait Ø8 le bord de la fraise se trouve à 6mm du palpeur )(axe de la broche à 10mm du palpeur)
(X++) la rouge vers la Droite
la broche va à X-50 ( si ton outil fait Ø4 le bord de la fraise se trouve à 8mm du palpeur )
(Y++) la verte vers le haut
la broche va à Y-50 ( si ton outil fait Ø10 le bord de la fraise se trouve à 5mm du palpeur )
(Y--) la verte vers le bas
la broche va à Y50 ( si ton outil fait Ø18 le bord de la fraise se trouve à 1mm du palpeur ) (50(retour)-40(palpeur)-9(rayon d'outil))
(Z) la Jaune
la broche va à Z50 de ton axe A (si ton axe rotatif est à 75mm Z remonte à 125)
dans un futur proche je vais reprendre le script il n'y aura plus besoin de zone retour ( peut être juste donner l’espacement voulu entre le palpeur et la fraise )
A+ Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 61
Help : avez-vous un tuto pour trouver le zéro pièce avec son palpeur ?
![]() Watteco Lun 16 Oct 2017 - 16:10
Watteco Lun 16 Oct 2017 - 16:10
Bonjour,
Je suis tout nouveau dans la sphère de Mach3.
J'ai une fraiseuse CNC pilotée avec Mach3.
Je recherche le moyen de régler en semi automatique l'origine de la pièce comme le démontre Pulco (poste Re: Palpeur d’outil DIY
Message Pulco le Jeu 29 Juin 2017 - 0:22)
Quelqu'un a t-il un tuto ?
D'avance merci de votre aide.
Cordialement
Je suis tout nouveau dans la sphère de Mach3.
J'ai une fraiseuse CNC pilotée avec Mach3.
Je recherche le moyen de régler en semi automatique l'origine de la pièce comme le démontre Pulco (poste Re: Palpeur d’outil DIY
Message Pulco le Jeu 29 Juin 2017 - 0:22)
Quelqu'un a t-il un tuto ?
D'avance merci de votre aide.
Cordialement
Pulco a écrit:Salut,gwez67 a écrit:comment vous faites alors pour règler le réfèrencement avec un palpeur
toutikini parle du décalage, il utilise son palpeur pour avoir le zéro pièce.
Je les prend toujours comme ça. Rapide, précis...
il faut juste penser à rentrer le bon Ø d'outil pour que Mach3 retire en plus de l'ep du palpeur le rayon de l'outil,
il faut aussi que la zone "retour" soit un peut plus importante pour absorbée le rayon de l'outil
(ça me fait penser qu'il faut que je modifie le script pour passer en relatif (merci David, qui m'y a fait penser)
pour que le retour se fasse de 3 ou 4 mm + le rayon.)
A+ Pulco

Watteco- petit nouveau

- Messages : 4
Points : 4
Date d'inscription : 16/10/2017
Age : 60
Localisation : Hennebont
Re: Palpeur d’outil DIY
![]() Pulco Mar 17 Oct 2017 - 16:53
Pulco Mar 17 Oct 2017 - 16:53
Bonjour,
qu'appelles tu " régler en semi automatique l'origine de la pièce " ?
Pulco
qu'appelles tu " régler en semi automatique l'origine de la pièce " ?
Pulco
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 61
Re: Palpeur d’outil DIY
![]() Watteco Mer 18 Oct 2017 - 10:03
Watteco Mer 18 Oct 2017 - 10:03
Bonjour,
" régler en semi automatique l'origine de la pièce " : l'objectif est de tangenter la pièce pour définir l'origine de la pièce. Nous souhaitons positionner cette origine le plus précisément possible (0.01mm ça serait ). Nous reprenons en usinage des boîtiers plastiques, et les positions des trous doivent être à ± 0,2mm. Mon terme semi-automatique est = la CNC détecte le contact avec l'aide de l'opérateur.
Et grâce à ton travail majestueux (c'est peu dire), j'ai téléchargé ton screen (CncAtelier) qui permet de trouver les origines pièces en utilisant le capteur comme sur ta vidéo ci-dessus.
Sur ta vidéo tu sembles utiliser un switch pour ton capteur. Or les switchs ont une tolérance ± importante jusqu'à ±0,8mm et une répétabilité ± importante. En surfant sur le net, j'ai découvert et testé qu'il était possible de relier un des fils du switch à un axe mis dans la broche (qui ne doit pas tourner) et l'autre fils sur une cale métallique que l'opérateur plaque sur la pièce. Impressionnant, dès que le contact électrique est réalisé l'axe s’arrête et on obtient l'origine avec une très bonne précision. Le seul paramètre variable est que l'opérateur plaque bien la cale métallique sur la pièce.
Watteco
" régler en semi automatique l'origine de la pièce " : l'objectif est de tangenter la pièce pour définir l'origine de la pièce. Nous souhaitons positionner cette origine le plus précisément possible (0.01mm ça serait
Et grâce à ton travail majestueux (c'est peu dire), j'ai téléchargé ton screen (CncAtelier) qui permet de trouver les origines pièces en utilisant le capteur comme sur ta vidéo ci-dessus.
Sur ta vidéo tu sembles utiliser un switch pour ton capteur. Or les switchs ont une tolérance ± importante jusqu'à ±0,8mm et une répétabilité ± importante. En surfant sur le net, j'ai découvert et testé qu'il était possible de relier un des fils du switch à un axe mis dans la broche (qui ne doit pas tourner) et l'autre fils sur une cale métallique que l'opérateur plaque sur la pièce. Impressionnant, dès que le contact électrique est réalisé l'axe s’arrête et on obtient l'origine avec une très bonne précision. Le seul paramètre variable est que l'opérateur plaque bien la cale métallique sur la pièce.
Watteco
Watteco- petit nouveau
- Messages : 4
Points : 4
Date d'inscription : 16/10/2017
Age : 60
Localisation : Hennebont
Re: Palpeur d’outil DIY
![]() Pulco Mer 18 Oct 2017 - 11:49
Pulco Mer 18 Oct 2017 - 11:49
Re, Oui, je pense que se système est à essayer, il y a quelques temps j'ai vu sur le net quelqu'un qui l'utilisait avec se genre de cale à la place du palpeur
Pulco
PS: merci pour les compliments
Pulco
PS: merci pour les compliments
Pulco- très actif
- Messages : 247
Points : 263
Date d'inscription : 07/05/2015
Age : 61
Re: Palpeur d’outil DIY
![]() eric44 Mer 18 Oct 2017 - 16:04
eric44 Mer 18 Oct 2017 - 16:04

Made by kerizur
Enjoy
Sensibilité palpeur http://www.cnc-shop.ch/palpeur.htm, tester et approuver, il y en a certainement d'autres
@+
Eric

eric44- complétement accro
- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 63
Localisation : Près de Nantes (44) -
Re: Palpeur d’outil DIY
![]() Fcnc Dim 9 Jan 2022 - 21:29
Fcnc Dim 9 Jan 2022 - 21:29
Bonsoir à tous,
Plutôt que d'ouvrir un nouveau post sur le meme sujet, je relance celui-ci car j'aimerai bien me faire un palpeur des Z moi aussi (à utiliser avec UCCNC).
J'ai parcouru le forum (et autre), est j'ai trouvé pas mal de réalisations, celles de :
- Toutikini (ce post)
- ducran lapoigne
- F6FCO
- The Breizh Maker
J'aime bien le palpeur de Toutikini, mais à la différence de celui-ci, j'aimerai le faire avec une limit switch, comme ceux commercialisés par Sorotec, et ça tombe bien, car Diomedea l'a pris en photo sous tous les angles, et en a même fait les plans (voir ici)
La principale difficulté pour moi, va être la réalisation du piston. Même s'il est en vente en pièce détachée, je préfère le faire 100% DIY.
1- Quel est l'intérêt du métal ? Puisque ici, le contact se fait avec la switch.
2- Doit-il être obligatoirement en métal ?
3- Une idée de substitution ? pièce existante en récup...
J'ai un tour à bois. Je peux éventuellement essayer dans une autre matière, genre PEHD, mais la rectitude parfaite des 8mm du piston sur toute sa longueur, j'ai déjà peur avant d'avoir essayer...
Merci d'avance pour vos idées/conseils.
Plutôt que d'ouvrir un nouveau post sur le meme sujet, je relance celui-ci car j'aimerai bien me faire un palpeur des Z moi aussi (à utiliser avec UCCNC).
J'ai parcouru le forum (et autre), est j'ai trouvé pas mal de réalisations, celles de :
- Toutikini (ce post)
- ducran lapoigne
- F6FCO
- The Breizh Maker
J'aime bien le palpeur de Toutikini, mais à la différence de celui-ci, j'aimerai le faire avec une limit switch, comme ceux commercialisés par Sorotec, et ça tombe bien, car Diomedea l'a pris en photo sous tous les angles, et en a même fait les plans (voir ici)
La principale difficulté pour moi, va être la réalisation du piston. Même s'il est en vente en pièce détachée, je préfère le faire 100% DIY.
1- Quel est l'intérêt du métal ? Puisque ici, le contact se fait avec la switch.
2- Doit-il être obligatoirement en métal ?
3- Une idée de substitution ? pièce existante en récup...
J'ai un tour à bois. Je peux éventuellement essayer dans une autre matière, genre PEHD, mais la rectitude parfaite des 8mm du piston sur toute sa longueur, j'ai déjà peur avant d'avoir essayer...
Merci d'avance pour vos idées/conseils.
Fcnc- posteur Régulier

- Messages : 132
Points : 156
Date d'inscription : 01/12/2020
Age : 50
Localisation : Campagne

 Sujets similaires
Sujets similaires» tool setter (palpeur d' outil pour cnc - expérimental - )
» Palpeur outil
» Un nouveau palpeur d'outil
» Question Palpeur
» Autopsie d'un palpeur d'outil...
» Palpeur outil
» Un nouveau palpeur d'outil
» Question Palpeur
» Autopsie d'un palpeur d'outil...
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum