






profil avec cambam
Page 2 sur 4 •  1, 2, 3, 4
1, 2, 3, 4 

 Re: profil avec cambam
Re: profil avec cambam
![]() balpic Dim 12 Fév 2012 - 15:13
balpic Dim 12 Fév 2012 - 15:13
pas simple quand on connait pas le logiciel
balpic- je prends du galon

- Messages : 90
Date d'inscription : 10/02/2012

Re: profil avec cambam
![]() Totem Dim 12 Fév 2012 - 16:31
Totem Dim 12 Fév 2012 - 16:31
Sincèrement je suis content que tu te sois mis à SW, tu verras, c'est un outil très puissant, quand tu auras compris les bases il te simplifiera énormément la vie.
++ Lionel

Totem- complétement accro

- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() balpic Dim 12 Fév 2012 - 17:00
balpic Dim 12 Fév 2012 - 17:00
B R A V O
j'en ai fait des forums dans divers sujets, mais j'ai jamais vu un comme celui-ci, franchement je suis epaté !! encore merci pour tout le temps passé
je viens de faire la lecture de ton tuto, j'avais essayé avec un de tes anciens celui avec system de coordonnées, mais il semblerait que j'ai un pb de version de sw car j'ai pas enregistré sous *.stl , j'ai la version student design kit 2011 par contre je peux enregistré en edrawings,
y a t il un autre moyen d'enregistrer en stl ?
bon je vais reprendre ton tuto pas a pas pour refaire ma piece
encore merci
B
ps : je viens de refaire la piece, nickel ! par contre toujours ce pb d'enregistrer sous *.stl
ps 2 : a priori c'est possible
Sélectionnez eDrawings(*.eprt)
Cliquez sur Options...
Cochez Permettre l'export au format STL pour les pièces & assemblages
OK
Entrez le nom de fichier
Enregistrer
Ouvrir la pièce dans eDrawings
Fichier > Enregistrer sous > sélectionnez type STL (*.stl)
Enregistrer
Dernière édition par balpic le Dim 12 Fév 2012 - 17:58, édité 1 fois

balpic- je prends du galon
- Messages : 90
Points : 176
Date d'inscription : 10/02/2012
Re: profil avec cambam
![]() Totem Dim 12 Fév 2012 - 17:52
Totem Dim 12 Fév 2012 - 17:52
Comme tu dis, ce forum est extra, il y a toujours des gens pour répondre aux question les plus tordues
avec les versions éducations ça marche pas, même le dxf est restreint. Je te renvoie le fichier par mail.
Je suis content de voir que tu t'en sortes bien, n'hésite pas à demander si tu as des questions SW, et surtout, je te conseille de suivre les différents tutos de ce forum.
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() dh42 Dim 12 Fév 2012 - 19:19
dh42 Dim 12 Fév 2012 - 19:19
Balpic: Bon, et bien tu a de quoi t'occuper un moment
Totem: Je trouve que tu te complique bien la vie pour faire du double face ; pourquoi ne pas utiliser l'option faite pour ?
même chose pour les alignements et les rotations ; les outils alignement et rotation sont bien plus pratiques, la matrice de transformation c'est une survivance des premières version de Cambam.
Je trouve aussi très curieux que tu fasse 2 Gcode séparés ; pourquoi ?
Usinage double face: http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/3DProfile2Sided.htm
Outil d'alignement: http://www.atelier-des-fougeres.fr/Cambam/Aide/cad/Transformations.htm#aligner
Rotation: http://www.atelier-des-fougeres.fr/Cambam/Aide/cad/Transformations.htm#tourner
Vidéo outils d'alignement: http://www.atelier-des-fougeres.fr/Cambam/Aide/Video/Aligner_3D.html
Un peu perdu au milieu de la présentation de ma CN, tu trouvera aussi quelques infos sur l'usinage double face ICI
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25100
Points : 37816
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: profil avec cambam
![]() Totem Dim 12 Fév 2012 - 19:34
Totem Dim 12 Fév 2012 - 19:34
Outil d'alignement => je ne connaissais pas...
Rotation: pour les valeurs "rondes" (90, 180 etc), j'utilise toujours "transformer", pas de risque d'erreur d'1 "cran" du a l'accrochage grille (j'ai loupé une pièce comme ça..)
Usinage double face => à mon gout c'est un truc à se planter avec le plan de dégagement et la profondeur de passe, ça m'a jamais paru très simple ce truc... j'ai laissé tomber dès que je l'ai découvert, peut-être à tort, il faudrait que je l'"explore"...
Pourquoi 2 g-code: question d'habitude là encore, peut-être à tort. Mais je trouve que c'est plus simple de s'y retrouver après... par ailleurs c'est indispensable si tu utilises emc2, ça a du me laisser des séquelles ce machin

++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() balpic Dim 12 Fév 2012 - 20:25
balpic Dim 12 Fév 2012 - 20:25
comme ca je vois plusieurs methodes,
par contre david, je ne comprends pas trop l'histoire du Zero Z dans l'usinage de la face arriere,
il faut que ma piece soit a cheval sur l'axe X ? soit z= 9mm et -9mm, ma piece faisant 18mm d'epaisseur
j'ai essaye de le faire, en mettant vrai sur la face arriere mais quand j'ai fait le parcours d'outils il n'affichait que la face arriere, c'est normal ?
balpic- je prends du galon
- Messages : 90
Points : 176
Date d'inscription : 10/02/2012
Re: profil avec cambam
![]() Totem Dim 12 Fév 2012 - 20:31
Totem Dim 12 Fév 2012 - 20:31
je ne comprends pas trop l'histoire du Zero Z dans l'usinage de la face arriere,
A vrai dire, pareil pour moi
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() dh42 Dim 12 Fév 2012 - 21:07
dh42 Dim 12 Fév 2012 - 21:07
Non, pour le Z = 0 tu peux le mettre ou tu veux ; c'est une question de préférence perso. si la pièce est posée sur la table de la fraiseuse, le mieux est d'utiliser cette surface pour le Z0 ; soit en mettant le dessus de la pièce à 0, soit le dessous à 0 (donc soit tu fait le 0 de ta fraise en Z sur la surface de la pièce, soit sur la surface de la table)
Si tu veux travailler avec surface pièce = 0, la pièce étant posée sur la table ; Z0 surface pièce devra être à -18 (négatif) autrement dit, la surface de la table de la fraiseuse.
Si tu travaille avec surface pièce = 18, Z0 surface pièce devra être à 0 (toujours la surface sur laquelle est posée la pièce)
Si tu travaille avec ta pièce centrée en hauteur par rapport au Z ; autrement dit +9 au dessus -9 en dessous, surface pièce devra être à 9 et Z0 à 0
(c'est utile avec un axe rotatif, car le Z0 et à l'axe de rotation)
Oui, il est normal que tu n'ai que les parcours de la face arrière qui s'affichent. en fait il te faut 2 opérations d'usinages séparées ; une pour la face avant et une pour la face arrière. comme tu peux le voir sur les images du corps sur Usinages, le modèle 3D n'est pas tourné, seul les parcours d'outils sont inversés.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25100
Points : 37816
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: profil avec cambam
![]() balpic Dim 12 Fév 2012 - 21:18
balpic Dim 12 Fév 2012 - 21:18
je commence a comprendre, de toutes facons il me faudra faire plusieurs pieces pour bien maitriser
autres questions : comment je peux parametrer correctement pour l'usinage : vitesse d'avance, vitesse de rotation etc..
en sachant que le materiau sera du contreplaqué en 18mm, sans risquer de cramer la broche, la fraise...
quelle fraise prendre ? la difference entre elle
precision j'ai une cn de chez cncshop 6090
balpic- je prends du galon
- Messages : 90
Points : 176
Date d'inscription : 10/02/2012
Re: profil avec cambam
![]() Totem Dim 12 Fév 2012 - 21:44
Totem Dim 12 Fév 2012 - 21:44
Tu peux prendre de banales fraises de méca, elles vont très bien dans le bois aussi.
Pour la découpe, plus la fraise sera petite; moins il y aura de perte de matière... et plus elle sera grosse; plus la finition des congés et du chanfrein sera bonne, à toi de trouver le bon compromis d'après ce que tu veux faire.
La vitesse, ce sera tout à fond, autant pour la broche (23200trs...) que pour la machine (environ 800mm.min il me semble.)
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() dh42 Dim 12 Fév 2012 - 21:53
dh42 Dim 12 Fév 2012 - 21:53
Dans le bois, ta broche ne te permettra jamais d'atteindre les vitesses de coupes recommandées, donc en gros la V de rotation c'est à fond ou presque (le presque c'est pour économiser la broche
la formule de calcul c'est 318*Vc/D ; D étant le Ø de la fraise en mm et Vc la vitesse de coupe conseillée pour le matériaux et le type de fraise.
pour du bois, Vc varie entre 500 m/min pour un bois très dur à 4000 m/min pour du MDF.
exemple: pour une fraise carbure de Ø 3mm dans du pin (Vc = 2000) -> 318*2000/3 = 212000 tr/min
 impossible avec nos broches. on fera donc avec ce qu'on a, c'est à dire environ 20000 tr, histoire de ne pas être à fond sur la broche.
impossible avec nos broches. on fera donc avec ce qu'on a, c'est à dire environ 20000 tr, histoire de ne pas être à fond sur la broche.L'important c'est d'avoir une avance par dent suffisante pour que la fraise coupe au lieu de frotter contre le bois. Ça peut nécessiter de réduire la vitesse de rotation de la broche si ta machine ne peut pas avancer assez vite pour atteindre l'avance par dent nécessaire. (il me semble que les 6090 ne sont pas très rapides)
L'avance par dent, c'est l'épaisseur du copeau que prendra chaque dent (en latéral), si elle est trop faible, ça ne coupe pas, ça chauffe, ça tue l'outil et ça brule la pièce.
En pratique, dans du bois, j'utilise une valeur d'avance par dent (Fz) = 1/50 de Ø de la fraise. ex: pour une fraise de 3 -> 0.06mm
On peut maintenant calculer la vitesse à laquelle la machine vas se déplacer ; la vitesse d'avance (F) en tenant compte de la vitesse de rotation utilisée (N), de l'avance par dent choisie (Fz) et du nombre de dents de la fraise (z).
La formule est F(m/min) = Fz(mm) * z * N(tr/min)
Dans le cas d'une fraise de 3mm, à 2 dents tournant à 20000 tr -> 0.06 * 2 * 20000 = 2400 mm/min.
Si ta machine ne peut pas avancer aussi vite, il te faudra réduire la vitesse de rotation et recalculer la vitesse d'avance ; par ex rotation = 12500 tr
0.06*2*12500 = 1500 mm/min.
Pour la profondeur de passe, ça dépend de la rigidité de l'outil et de la machine ; pour ma part, avec des fraises carbure je prend une prof de passe en 1 et 2x le Ø de la fraise, soit 6mm pour une fraise de 3 dans du CP de pin, moins dans du chêne ... mais je pense que la machine déclarera forfait avant la fraise ; j'ai déjà pris des passes de 20mm avec une fraise de 3 dans du hêtre, et ça passe.
Si la machine vibre, c'est que la passe est trop grosse (ou la fraise HS)
Pour les différences de fraises, il y a de quoi en faire un roman ; mais je te conseille vivement les fraises carbure, surtout pour le bois. les plus utiles sont les fraises cylindriques et les fraises à bout rond (hémisphériques = pour la 3D).
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25100
Points : 37816
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: profil avec cambam
![]() balpic Dim 12 Fév 2012 - 22:09
balpic Dim 12 Fév 2012 - 22:09
derniere question pour aujourd'hui, et c'est juste un ordre de grandeur car je sais vraiment pas combien
l'ordre d'idée de temps pour faire cette piece ? ca se compte en sec, min, heure , jour ??
apres vous me laissez le temps de mettre en pratique, il me manque un element sur la machine et je vous fais le rapport
encore merci David et Lionel pour vos conseils
balpic- je prends du galon
- Messages : 90
Points : 176
Date d'inscription : 10/02/2012
Re: profil avec cambam
![]() Totem Dim 12 Fév 2012 - 22:12
Totem Dim 12 Fév 2012 - 22:12
Le temps ça dépens de la fraise, et de la finition; si tu fais ça "a l'arrache" avec une grosse fraise, en 20 minutes tu devrais avoir fini... mais en cherchant la top finition, tu peux y passer une demi journée

Mieux vaut usiner vite et poncer 5min...
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() dh42 Dim 12 Fév 2012 - 22:36
dh42 Dim 12 Fév 2012 - 22:36
après c'est très dépendant de ta machine ; si comme la mienne elle peut avancer à 4000 mm/min en usinage et 8000 en rapide tu peut tomber du copeau à vitesse grand V dans du bois. Même avec une petite broche Kress, je n'ai pas de mal à prendre des passes de 5mm avec une fraise de 20 dans du pin ou du CP.
Le principe c'est de faire une ébauche avec une grosse fraise et un écartement entre les passes important (recouvrement = 0.5) en laissant de la matière pour la finition (surépaisseur), cette ébauche pourra se faire en plusieurs passes si il n'est pas possible de prendre toute la profondeur d'un coup, puis de faire une ou deux passes de finition (balayage horizontal puis vertical) avec une fraise plus petite, un recouvrement plus réduit (0.2) et bien sur en mettant surépaisseur à 0. la finition se fait en une seule passe sur toute la profondeur, car il ne reste que peu de matière à couper. (et avec une fraise à bout rond)
Le recouvrement représente le décalage entre chaque ligne de balayage de la fraise, en fraction du Ø de l'outil ; un recouvrement de 0.2 avec une fraise de 3 donnera un écartement de 0.6mm (3*0.2)
Dans de l'alu ça sera beaucoup plus lent, tu ne pourra pas prendre de passes de 5mm, mais plutôt de 0.5mm
Quelle est la vitesse d'usinage maxi de la 6090 ; dans les 1500 mm/min ? quelle broche à tu dessus ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25100
Points : 37816
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: profil avec cambam
![]() balpic Dim 12 Fév 2012 - 23:15
balpic Dim 12 Fév 2012 - 23:15
les fraises font 3.175mm
broche de 2200w
vitesse max 2000mm/min
et tant que j'y suis question bete, mais plutot que de retourner la piece, pourquoi je la pose pas sur la partie plate et usiner comme ca, les deux faces sont faites en meme temps, c'est possible ca ?
balpic- je prends du galon
- Messages : 90
Points : 176
Date d'inscription : 10/02/2012
Re: profil avec cambam
![]() dh42 Dim 12 Fév 2012 - 23:56
dh42 Dim 12 Fév 2012 - 23:56
balpic a écrit:d'apres le fabricant, il me dit de commencer a 12000t/min et 1000 mm/min
les fraises font 3.175mm
broche de 2200w
vitesse max 2000mm/min
et tant que j'y suis question bete, mais plutot que de retourner la piece, pourquoi je la pose pas sur la partie plate et usiner comme ca, les deux faces sont faites en meme temps, c'est possible ca ?
Tu veux dire verticalement, comme un aileron ?
Oui, à condition d'avoir une fraise assez longue pour allez chercher le bas de la pièce sans que l'écrou de broche ne touche le reste.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25100
Points : 37816
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: profil avec cambam
![]() balpic Lun 13 Fév 2012 - 0:00
balpic Lun 13 Fév 2012 - 0:00
ca irait plus vite non ?
tu sais quoi, ca n'en finira jamais, j'ai toujours plein de questions
balpic- je prends du galon
- Messages : 90
Points : 176
Date d'inscription : 10/02/2012
Re: profil avec cambam
![]() dh42 Lun 13 Fév 2012 - 0:07
dh42 Lun 13 Fév 2012 - 0:07
balpic a écrit:oui oui verticalement, ca existe des longues fraises pour ca, en sachant que la piece fait 6cm de haut ?
ca irait plus vite non ?
tu sais quoi, ca n'en finira jamais, j'ai toujours plein de questions
Oui, ça existe .... mais le prix
http://www.ironwood-distribution.com/fraises_-_forets/fraises_longues/fraise-xxxl-2t-lg-100-pour-broche-hf-p-2211.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25100
Points : 37816
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: profil avec cambam
![]() Totem Lun 13 Fév 2012 - 19:08
Totem Lun 13 Fév 2012 - 19:08
j'ai eu ton mail, je regarde un de ces quatre
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() balpic Lun 13 Fév 2012 - 19:32
balpic Lun 13 Fév 2012 - 19:32
j'ai eu un flash

en fait je dois faire plusieurs fois cette piece, je suppose qu'il est possible d'en mettre plusieurs sur la planche,
faut il juste faire un copier coller en faisant une rotation pour gagner de la place,
ou y a t il une "vraie"methode
j'avoue ne pas avoir chercher de tuto ladessus aujourd'hui
balpic- je prends du galon
- Messages : 90
Points : 176
Date d'inscription : 10/02/2012
Re: profil avec cambam
![]() Totem Lun 13 Fév 2012 - 19:42
Totem Lun 13 Fév 2012 - 19:42
je suppose qu'il est possible d'en mettre plusieurs sur la planche,
faut il juste faire un copier coller en faisant une rotation pour gagner de la place,
Exact... pour faire nombre de copies alignées, il y a l'outil "copie en résau" qui se trouve dans Edition/Transformations (il me semble), mais ça ne te fera pas tourner les pièces.
++ Lionel
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() dh42 Lun 13 Fév 2012 - 21:46
dh42 Lun 13 Fév 2012 - 21:46
Il y a une autre méthode, pas encore développée dans la doc ; il s'agit des répétitions d'usinages.
http://www.atelier-des-fougeres.fr/Cambam/Aide/WhatsNew.htm#news_repetitions
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/CAMPart.htm#repet
Le principe consiste à répéter une série d'usinages se trouvant dans un groupe ; il n'est donc pas nécessaire de recréer le dessin, ni même les opérations d'usinages elle mêmes. Il y a de nombreuses possibilités de placement, par contre on ne peut pas tourner les pièces.
Un exemple
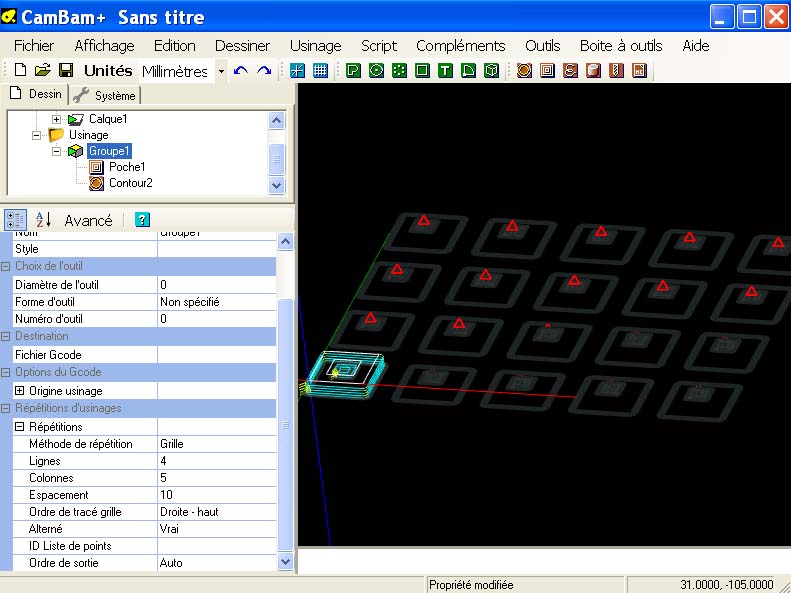
Tout le "Groupe1" est reproduit en lignes/colonnes ; ici 4 lignes, 5 colonnes et un espacement de 10 mm entre les pièces.
Si comme moi tu a un fond noir, les répétitions ne sont pas visible (c'est un contour noir), et il faut afficher la largeur de coupe pour les matérialiser. (il faut aussi que le dossier "Groupe.." soit sélectionné.)
Tu peux déplacer les objets après qu'ils ai été espacés automatiquement ; il suffit de les déplacer à la souris en cliquant sur la triangle rouge au centre de chaque répétition.
Tu peux spécifier l'ordre dans lequel les opérations seront faites dans ordre de sortie.
Chaque opération: chaque opération d'usinage sera répété pour chaque répétition, puis on passe à l'op suivante et on la répète.
Chaque groupe: toutes les opérations du groupe sont effectué à un emplacement, puis on passe à l'emplacement suivant.
dans le cas du fichier ci dessus, avec Chaque opération, toutes les poches sont d'abord usinées, ensuite tous les contours. Avec Chaque groupe, la poche et le contour sont usiné successivement pour chaque pièce.
Voir le fichier en PJ pour exemple.
PS: pour pouvoir envoyer un fichier .cb sans avoir le message d'erreur, il faut le mettre dans un dossier, et compresser le dossier complet (en .zip) avec le fichier dedans
++
David
- Fichiers joints

- repet usi.zip Vous n'avez pas la permission de télécharger les fichiers joints.(2 Ko) Téléchargé 4 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25100
Points : 37816
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: profil avec cambam
![]() Totem Lun 13 Fév 2012 - 21:48
Totem Lun 13 Fév 2012 - 21:48
Totem- complétement accro
- Messages : 4033
Points : 10896
Date d'inscription : 23/12/2011
Age : 29
Localisation : 67 alsace
Re: profil avec cambam
![]() balpic Lun 27 Fév 2012 - 16:55
balpic Lun 27 Fév 2012 - 16:55
suite des petites aventures
voila le soucis du jour :
sur la piece totem m'avait propose une polyligne pour ma piece afin de ne par faire parcourir la cn d'un bout a bout de la piece
seulement maintenant je ne me sers plus du bord plat du brut pour faire la partie plane de ma piece, disons que je fais la piece au milieu d'une planche
donc j'ai viré la polyligne et changer la selection pour faire l'ensemble de la piece, donc pas de soucis, sauf effectivement a chaque fois, il fait un bout a gauche se leve et va faire la partie de droite, ce qui rallonge enormement le temps d'usinage , y a t il un autre moyen pour limiter ce temps et dire a cambam de ne faire que les parties a usiner en parcours d'outils
est ce clair ?

merci
balpic- je prends du galon
- Messages : 90
Points : 176
Date d'inscription : 10/02/2012
Re: profil avec cambam
![]() dh42 Lun 27 Fév 2012 - 19:32
dh42 Lun 27 Fév 2012 - 19:32
Si je comprend bien tu a donc supprimé la forme qui servait de limite d'usinage ?
Si c'est le cas, le seul moyen que CB ne traverse pas la pièce, c'est de remettre des limites d'usinage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25100
Points : 37816
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 2 sur 4 • 1, 2, 3, 4

 Sujets similaires
Sujets similaires» probleme avec fers a profil/contre profil
» profil contre profil avec ancienne kity 626
» Debuter (again) la 3D avec Cambam
» debut avec cambam