






Une 6040 du coup ... troisième vidéo (P11)
Page 4 sur 14 •  1, 2, 3, 4, 5 ... 9 ... 14
1, 2, 3, 4, 5 ... 9 ... 14 

 Re: Une 6040 du coup ... troisième vidéo (P11)
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Lun 4 Avr 2022 - 18:11
Dagda Lun 4 Avr 2022 - 18:11
Alors, Au fur et à mesure de mes recherches, j'ai vu les possibilités que je pouvais avoir avec une CNC (j'avais déjà une bonne idée des possibilités).
Les 700€ c'était ce que je pouvais injecter directement en gros. Mais vu les machines je ne trouvais pas vraiment quelque chose qui me convenait.
Oui, à 3k€ on trouve du tout fait on est bien d'accord
Mais d'une part, je ne peux pas claquer 3k€ d'un coup, et ensuite, le plaisir de faire fait parti du DIY non ?

A l'heure actuelle, faire du DIY n'est plus la recherche de l'économie (sauf à avoir accès à du matos gratuitement) mais pour le plaisir de le faire principalement, enfin c'est ma philosophie
Et puis, la machine faut la descendre dans le sous-sol ...

Pour 3k€ en moins encombrant et juste pour le bois, il y a la Shaper Origin, à la différence que l'on est obliger de tenir la machine
Après, rien ne m’empêche de faire des plans, ça coute pas grand chose, et de faire un total pour voir ce que ça dit financièrement.
Bref, faire les plans permet aussi de voir comment ça marche, comment faire, c'est une forme de culture
Mais je suis entièrement d'accord avec vous
Dagda- complétement accro

- Messages : 796
Date d'inscription : 18/02/2016

Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Mar 5 Avr 2022 - 10:05
Dagda Mar 5 Avr 2022 - 10:05
Pour un gain de place, je serais tenté de mettre un entrainement de la vis sans fin du X et du Z par une courroie crantée.
Elle sera courte puisque l'entre-axe entre le moteur et la vis sera de l'ordre de 12cm.
Est-ce que ça pose un problème de précision ?

Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Invité Mar 5 Avr 2022 - 10:51
Invité Mar 5 Avr 2022 - 10:51
Les vis à bille et les vis trapézoidales ne sont pas des vis sans fin bien au contraire. Avec une vis à billes si on ne s'arrête pas avant la fin on peut courrir après les billes.Dagda a écrit:Question du jour
la vis sans fin
Voila des vis qui peuvent tourner indéfiniment :
ou
Les sites de vente "professionnels" qui font cette confusion sont hélas de plus en plus nombreux.

Invité- Invité
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Mer 6 Avr 2022 - 0:21
Dagda Mer 6 Avr 2022 - 0:21
Bon, bah j'arrive à une conclusion, genre j'enfonce des portes ouvertes ...
Ce qui coute cher ce n'est pas vraiment la taille, c'est la précision et la rigidité que l'on souhaite avoir !
En gros, juste le portique a un tarif relativement "fixe". Il n'y a que la longueur des rails et de la vis qui change et l'impact sur le tarif n'est pas énorme.
Bref, il me reste à demander des devis pour les plaques d'alu sur mesures ... là c'est pas la même limonade

Personne pour mon histoire d'entrainement par courroie de la vis ? (courroie de 15mm - 267mm de circonférence et roues dentées de 38mm)
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Mer 6 Avr 2022 - 0:55
dh42 Mer 6 Avr 2022 - 0:55
En gros, juste le portique a un tarif relativement "fixe". Il n'y a que la longueur des rails et de la vis qui change et l'impact sur le tarif n'est pas énorme.
En matos de qualité, l'ensemble vis à billes + guide représente une grosse part du prix de la machine, sur une PFE500 comme la mienne, en achetant uniquement les vis et les guides prismatique+patins (de même marque que ce qui est monté d'origine, bien sur), sans palier ni rien d'autre, au tarif "particulier" il y en a déjà pour plus de 2000€ !! (un seul patin vaux 90€ et il y en à 12), les VàB et les guides c'était du 100€ le m si je me souviens bien.
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Mer 6 Avr 2022 - 9:00
Dagda Mer 6 Avr 2022 - 9:00
Là pour tout ce qui est entrainement et guidage (sans l'électronique et les moteurs ni la structure) c'est 1600 / 1700 !
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Mer 6 Avr 2022 - 10:45
Dagda Mer 6 Avr 2022 - 10:45
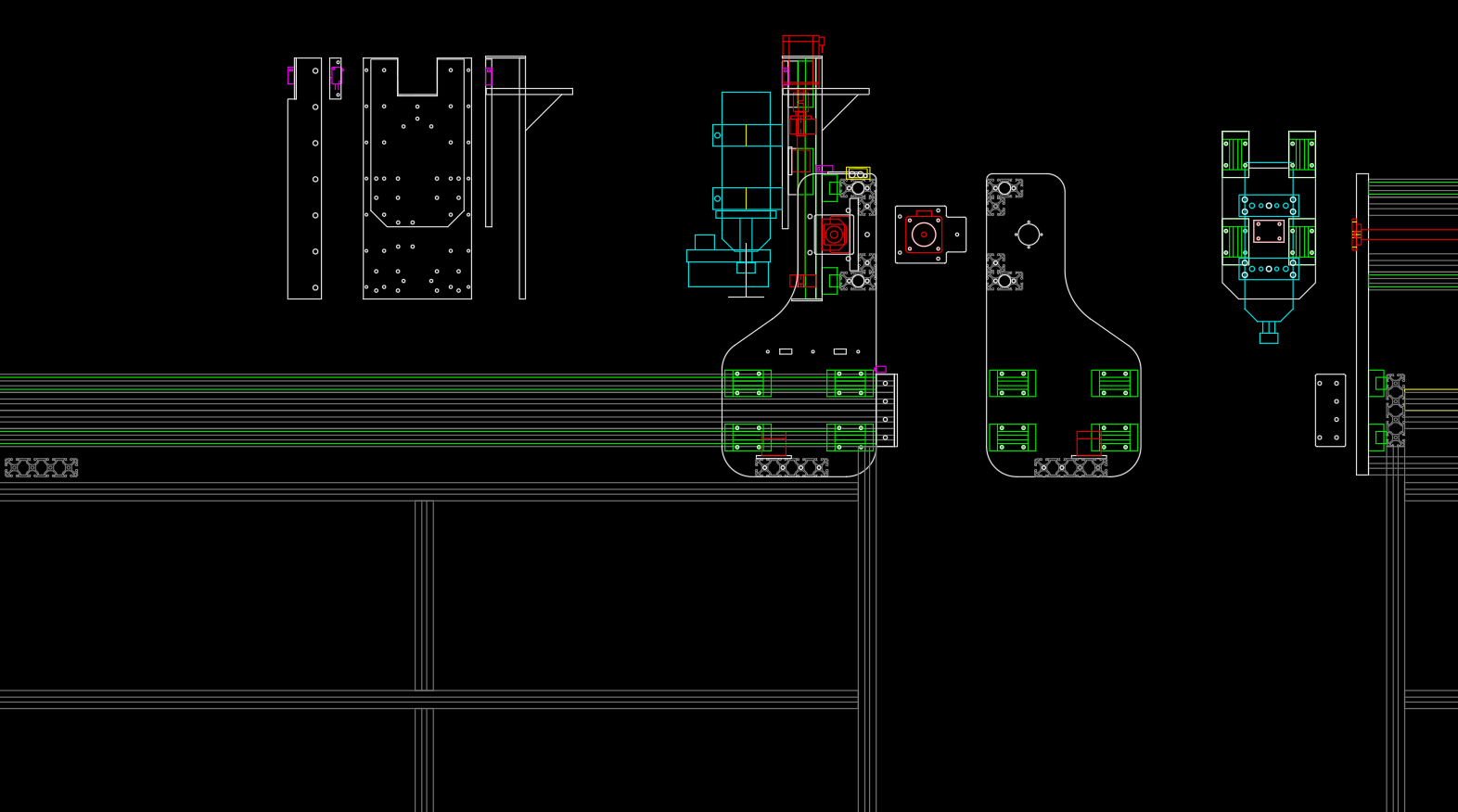
Dans l'esprit, la CNC ressemblerait à une Portal Mill - https://www.sorotec.de/shop/Portal-Mill-Alu-Line-1507-Heavy-DIY.html
Pour 2000€ de moins ...
Sur ce modèle, ils sont en vis de 25/10 pour le Y et en 16/10 pour le X et 16/5 pour le Z.
Je me demande si un Nema23 à 3Nm est suffisant pour le Y ?
Et du coup ça me donne la réponse pour l'entrainement par courroie
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Mer 6 Avr 2022 - 13:45
dh42 Mer 6 Avr 2022 - 13:45
Sur ce modèle, ils sont en vis de 25/10 pour le Y et en 16/10 pour le X et 16/5 pour le Z.
C'est même du 25/20 sur le portique (qui est considéré comme le X sur les SRT contrairement à la plupart des CN à portique)
Plus la vis est grosse en Ø, plus elle est lourde et plus elle pompe de couple au moteur (sans parler de sa longueur, qui augmente aussi le poids)
Je me demande si un Nema23 à 3Nm est suffisant pour le Y ?
Ça dépend du poids du portique et de la démultiplication, en pas de 20 et avec d'aussi grosses vis, du 3Nm ça risque d'être léger, mais ils ne donnent pas d'info sur la motorisation. Avec un pas de 20, je pense qu'ils montent du NEMA34 avec au moins 5Nm ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Mer 6 Avr 2022 - 16:13
Dagda Mer 6 Avr 2022 - 16:13
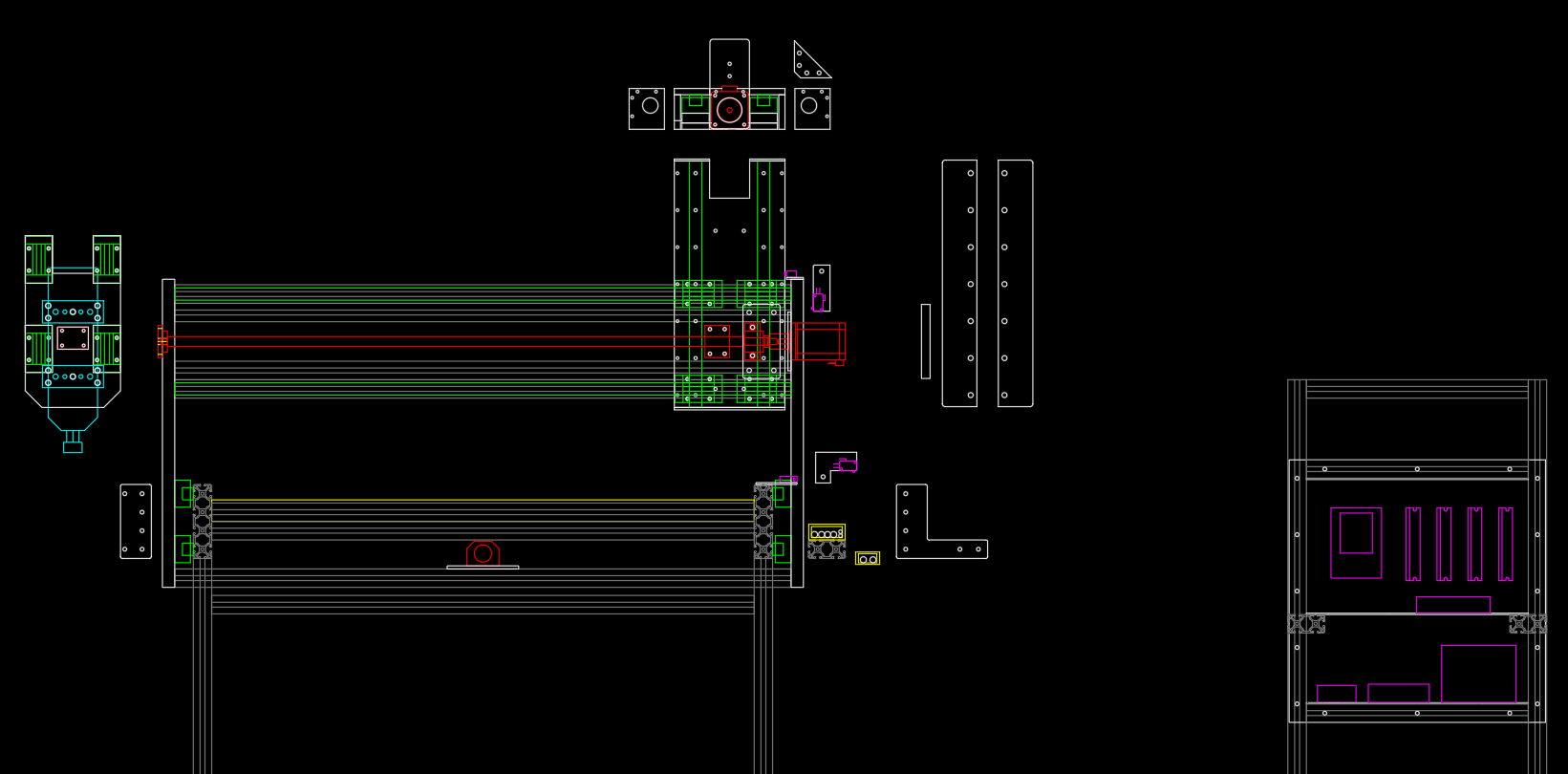
En X j'ai une vis en 16/10 de 1000mm de long.
En Y j'ai deux vis en 16/10 de 1300mm de long.
Stepper Nema23 3Nm Nanotec en 48Vdc - Un stepper par vis.
Tout en prise direct avec accouplement finalement.
D.
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Mer 6 Avr 2022 - 17:22
dh42 Mer 6 Avr 2022 - 17:22
sur ma BZT avec un portique de 70Kg + ~10Kg de Z + broche et des VàB en 16x10, je n'ai qu'un seul moteur de 3Nm, dans ton cas avec 2 moteurs de 3Nm c'est comme si tu avais un 6Nm.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Mer 6 Avr 2022 - 17:28
Dagda Mer 6 Avr 2022 - 17:28
Donc un seul devrait être suffisant !
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Mer 6 Avr 2022 - 17:34
dh42 Mer 6 Avr 2022 - 17:34
Donc un seul devrait être suffisant !
Oui, largement, surtout si c'est un moteur de qualité comme le Nanotec.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Mer 6 Avr 2022 - 18:11
Dagda Mer 6 Avr 2022 - 18:11
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Jeu 7 Avr 2022 - 12:57
Dagda Jeu 7 Avr 2022 - 12:57
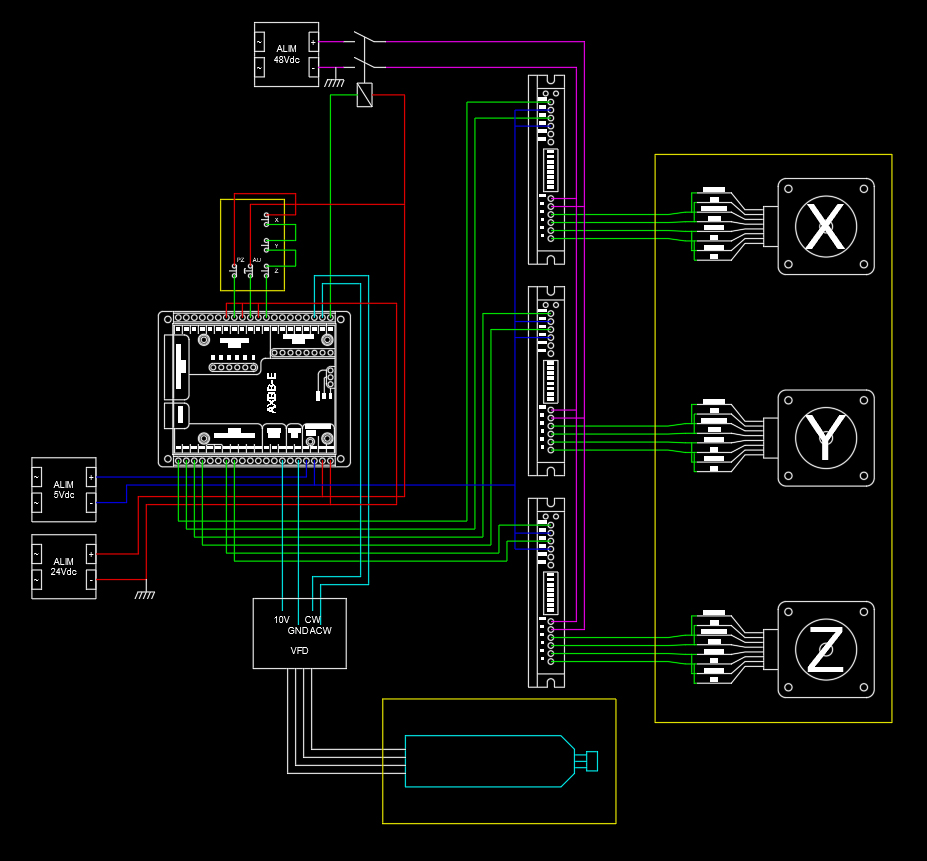
Ou alors c'est que symboliquement il n'est noté qu'un seul contact pour représenter les fins de courses d'un axe ?
D.
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Jeu 7 Avr 2022 - 13:02
Dagda Jeu 7 Avr 2022 - 13:02
Bah non, tu mets le contact sur la partie mobile et voilà ...Dagda a écrit:Question : Les capteurs de fin de course, on les retrouves sur les schémas pour les contrôleurs, mais seulement au nombre de 3. Il n'en faudrait pas 6 plutôt (un pour chaque bout d'axe) ?
Ou alors c'est que symboliquement il n'est noté qu'un seul contact pour représenter les fins de courses d'un axe ?
D.
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Jeu 7 Avr 2022 - 15:33
dh42 Jeu 7 Avr 2022 - 15:33
Dagda a écrit:Question : Les capteurs de fin de course, on les retrouves sur les schémas pour les contrôleurs, mais seulement au nombre de 3. Il n'en faudrait pas 6 plutôt (un pour chaque bout d'axe) ?
Ou alors c'est que symboliquement il n'est noté qu'un seul contact pour représenter les fins de courses d'un axe ?
D.
C'est parce que ce ne sont pas des capteurs de fin de course mais de référencement ; ça sert à prendre le 0 machine et il en faut juste un en bout de chaque axe (en haut pour le Z)
La plupart du temps les fins de course sont gérés par le logiciel ; connaissant le 0 machine et la course de chaque axe, le soft "sait" si tu est hors course et en manuel, il peut même gérer un ralentissement en fin de course de façon à éviter un arrêt brutal (= perte de pas), de même qu'il peut vérifier, lors du lancement d'un GCode si ça "rentre" dans la zone d'usinage.
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188703
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Sam 9 Avr 2022 - 17:29
Dagda Sam 9 Avr 2022 - 17:29
Mais à force de penser comment je pouvais faire, j'ai trouvé une solution ..................................
Zut .....
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() dh42 Sam 9 Avr 2022 - 17:38
dh42 Sam 9 Avr 2022 - 17:38
Mais à force de penser comment je pouvais faire, j'ai trouvé une solution ..................................
Reste plus qu'à trouver des sous
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Sam 9 Avr 2022 - 18:36
Dagda Sam 9 Avr 2022 - 18:36
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() fazer Sam 9 Avr 2022 - 18:44
fazer Sam 9 Avr 2022 - 18:44
Dagda a écrit:Je suis en train de refourguer tout un tas de trucs que j'avais dans l'atelier et dans la cave qui ne servent plus depuis des années ... c'est une bonne motivation


fazer- complétement accro
- Messages : 1604
Points : 1803
Date d'inscription : 14/06/2010
Age : 67
Localisation : E Krumme Elsässer in Haute Patate
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Mer 13 Avr 2022 - 15:17
Dagda Mer 13 Avr 2022 - 15:17
Même s'il est possible qu'il y ai des petites modifications, ça me donnera le budget global.
Je commence à avoir une bonne idée du tarif, vu que là j'en suis à mettre les prix de la visserie
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois

Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() jcl Jeu 14 Avr 2022 - 9:11
jcl Jeu 14 Avr 2022 - 9:11

jcl- complétement accro
- Messages : 2314
Points : 3088
Date d'inscription : 03/03/2013
Age : 73
Localisation : belgique
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() bilou(te) Jeu 14 Avr 2022 - 9:42
bilou(te) Jeu 14 Avr 2022 - 9:42
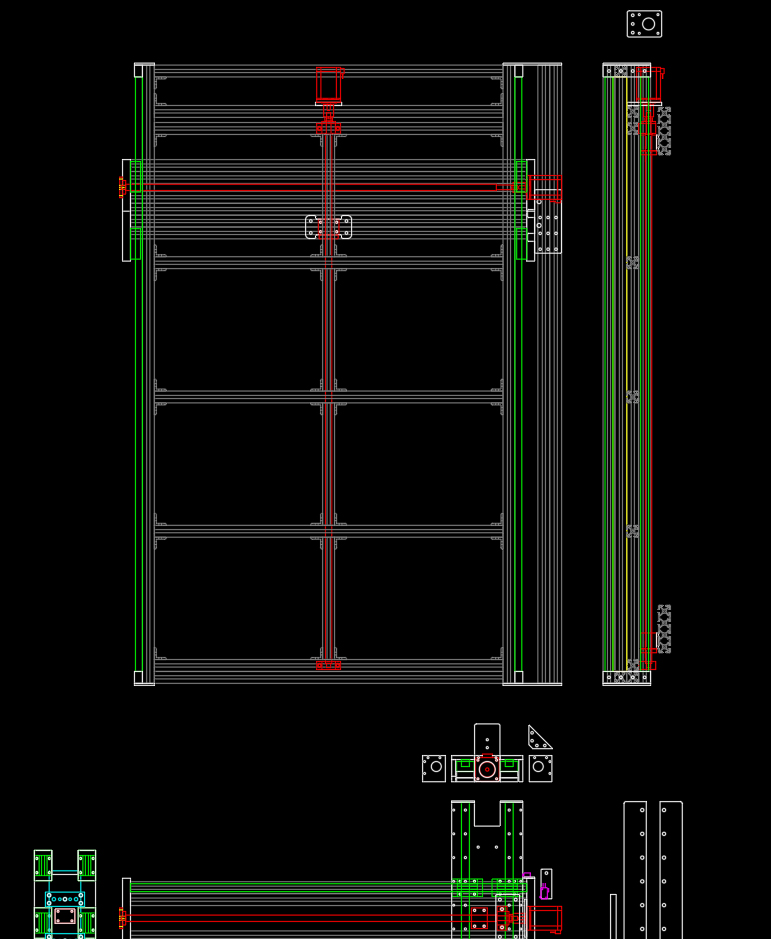
Tu mets deux rails de chaque côté sur la longueur ? Une raison particulière ?
Je ne suis pas sûr que ça soit nécessaire (jamais vu en tout cas sur de l'existant), sachant que ça augmente le tarif et que ça complique les réglages. En plus de nécessiter des profilés plus hauts, des platines plus hautes, plus de visserie...
Avec des montant en 20mm, tu n'auras pas de problème de rigidité je pense à ce niveau.
bilou(te)- complétement accro
- Messages : 1808
Points : 3092
Date d'inscription : 28/08/2013
Age : 39
Localisation : Gironde, dans la banlieue bordelaise
Re: Une 6040 du coup ... troisième vidéo (P11)
![]() Dagda Jeu 14 Avr 2022 - 9:54
Dagda Jeu 14 Avr 2022 - 9:54
Vu la rigidité du truc, en effet ça ne va pas bouger et oui, ça va compliquer les réglages.
D'autres avis / remarques ?
D.
Dagda- complétement accro
- Messages : 796
Points : 833
Date d'inscription : 18/02/2016
Age : 42
Localisation : Fontenay sous Bois
Page 4 sur 14 • 1, 2, 3, 4, 5 ... 9 ... 14

 Sujets similaires
Sujets similaires» UTILISATION D UNE CNC 6040
» configuration cnc 6040 "resolu!!!)
» vevor 6040
» retrofit cnc 6040