






Précision d'une BZT
Page 1 sur 2 • 1, 2 

 Précision d'une BZT
Précision d'une BZT
![]() El Zorro Mer 15 Avr 2015 - 10:46
El Zorro Mer 15 Avr 2015 - 10:46
Je me remets à l'usinage, ça doit se voir vu le nombre de questions que je pose en ce moment!
Aujourd'hui je suis en train d'usiner du pmma de 10mm d'épaisseur, mais quel mauvaise surprise quand je vois que mon contour intérieur de pièce en lieu de faire 10mm de largeur fait 10.5mm....
Ce contour fait 10mm x 50mm sur le fichier dxf
J'ai vérifié le fichier cambam, il fait 10mm le largeur, j'ai usiné sur du pvc 3mm pour voir si c'était un problème d'effort, j'ai aussi changé la fraise pour une plus petite (j'ai essayé avec 1.5 et 2mm) et mon percement intérieur fait toujours 10.5 mm
Sur le côté long j'ai 50.2
Je me suis demandé si ça serait pas un problème de broche mais en usinant une ligne droite j'ai une gorge de la largeur de la fraise.
Pensez vous qu'il s'agit d'un problème au niveau des moteurs? Quel moyen pour vérifier?

El Zorro- très actif

- Messages : 352
Points : 660
Date d'inscription : 24/10/2012
Age : 42
Localisation : Auvergne-Rhône-Alpes

Re: Précision d'une BZT
![]() karnalta Mer 15 Avr 2015 - 11:12
karnalta Mer 15 Avr 2015 - 11:12
- Le diamètre de tes fraises entré dans CAMBAM est-il bon ? Car si le diamètre de ta fraise est définie 4/10 trop large, forcément le trajet d'outil se décale de 2/10.
- Il n'y a pas un offset qui traîne sur les trajectoires de tes outils ?
- Le problème est-il récent ou bien depuis toujours ?

karnalta- très actif
- Messages : 235
Points : 514
Date d'inscription : 14/01/2014
Age : 41
Re: Précision d'une BZT
![]() El Zorro Mer 15 Avr 2015 - 11:17
El Zorro Mer 15 Avr 2015 - 11:17
alors le diamètre à priori est bon (sauf erreur de fabrication) mais le diamètre que je mets sur cambam correspond à celui de la fraise
le problème est récent
par rapport aux offsets je ne saurais pas te répondre, de quoi s'agit-il?
El Zorro- très actif
- Messages : 352
Points : 660
Date d'inscription : 24/10/2012
Age : 42
Localisation : Auvergne-Rhône-Alpes
Re: Précision d'une BZT
![]() karnalta Mer 15 Avr 2015 - 11:22
karnalta Mer 15 Avr 2015 - 11:22
MV a écrit:
par rapport aux offsets je ne saurais pas te répondre, de quoi s'agit-il?
Je ne sais pas te dire précisément dans ton logiciel mais souvent dans les logiciels de CAD, lorsque tu appliques une trajectoire d'outil, tu as la possibilité de décalé (offset) cette trajectoire de la pièce pour des raisons diverses. Peut-être aurais-tu sans le faire exprès mis une valeur de ce type.
Mais si le problème est récent, il est fort probable que la CN ne soit pas en cause, as-tu fait une référence (mise à zéro des axes) ?
karnalta- très actif
- Messages : 235
Points : 514
Date d'inscription : 14/01/2014
Age : 41
Re: Précision d'une BZT
![]() SD 31 Mer 15 Avr 2015 - 11:35
SD 31 Mer 15 Avr 2015 - 11:35
merci
Steph
SD 31- acharné du forum

- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() El Zorro Mer 15 Avr 2015 - 12:24
El Zorro Mer 15 Avr 2015 - 12:24
La fraise fait bien 2mm (au pied à coulisse)
Je ne pense pas avoir des offsets activés...je vais vérifier quand même.
A chaque début d'usinage je fais un référencement des axes, oui.
Par contre voici les deux nouveaux problèmes que je rencontre:
Photo1, on dirait que le dégagement d'angle n'est pas pareil des deux côtés, celui du haut est beaucoup moins prononcé

Photo 2, sur les deux autres pièces que je viens d'usiner il y a un décalage sur les 2 premières passes, après cela reprends le parcours normal. Je n'ai pas l'impression que la pièce bouge lors de l'usinage

Pour plus d'infos: j'utilise une fraise 2mm avec des passes de 0.5mm et une vitesse d'avance de 1500mm/min
El Zorro- très actif
- Messages : 352
Points : 660
Date d'inscription : 24/10/2012
Age : 42
Localisation : Auvergne-Rhône-Alpes
Re: Précision d'une BZT
![]() Hervé-34 Mer 15 Avr 2015 - 12:40
Hervé-34 Mer 15 Avr 2015 - 12:40
Tu as pensé à une histoire de perte de pas ? ça m'est déjà arrivé, mais ce n'est pas une BZT !!
Tu peux démonter tes moteurs et voir si ça coulisse bien ?
l'autre fois, je faisais des trous de 10 mm , et bien sur certains j'avais un petit méplat, j'ai démonté mon
moteur, et j'ai senti que ça coulissait pas très bien !! nettoyage, et c'est reparti !!
Regarde ça ! on ne sais jamais !!
Hervé
Hervé-34- complétement accro

- Messages : 4420
Points : 5623
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Précision d'une BZT
![]() El Zorro Mer 15 Avr 2015 - 15:28
El Zorro Mer 15 Avr 2015 - 15:28
El Zorro- très actif
- Messages : 352
Points : 660
Date d'inscription : 24/10/2012
Age : 42
Localisation : Auvergne-Rhône-Alpes
Re: Précision d'une BZT
![]() dh42 Mer 15 Avr 2015 - 15:54
dh42 Mer 15 Avr 2015 - 15:54
Bon, d'après ce que je vois, ce n'est pas un problème de dessin ou de Gcode ; ça ressemble à des pertes de pas et/ou à du jeu.
d'après ce que je vois, c'est une PF, donc avec guidage sur bagues bronze .. le guidage peut devenir très raide surtout si tu usine du bois et que tu n'a pas une aspiration au top.
Avant chaque utilisation de la machine, nettoyage des guides avec un sopalin, puis huilage avec une huile fine genre 3en1 pour machine à coudre, ou comme moi avec du degrip-oil. ATTENTION, ne surtout pas utiliser d'huile genre 15w30 de moteur, ou de l'huile de glissière, c'est trop épais et la machine bloque (les guidages sont très ajustés)
1 fois x mois, 2 coups de pompe à graisses dans les écrous des VàB MAIS PAS PLUS (pour une machine qui tourne 2 à 3 h/j)
Il est possible aussi que tu ai du jeu, ça m'est arrivé ; c'était le serrage de l'écrou sur le bloc du Z.
machine alimenté, pour avoir les moteurs bloqués, essai manuellement de bouger ton Z de haut en bas pour voir si tu ne sens pas un petit jeu.
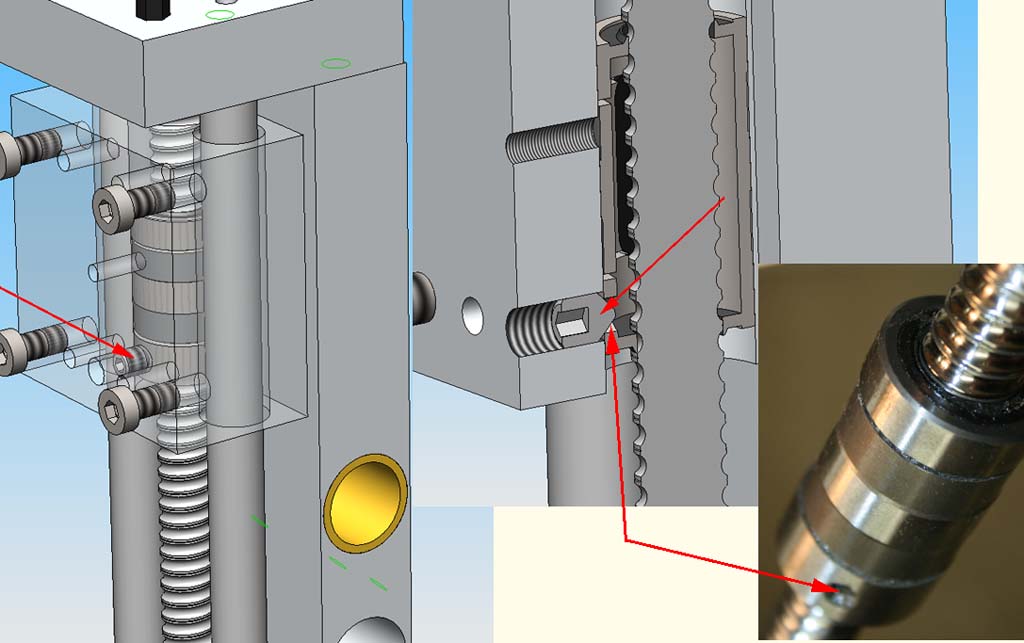
La vis de blocage de l'écrou est accessible avec une clef Allen de 5 il me semble, il faut démonter la broche, elle est accessible par le trou qui est entre les 2 vis du bas du porte broche (sous le trou du graisseur). Si tu a un comparateur, ce serait bien de pouvoir mesurer ce jeu avant de toucher à la vis.
attention, il ne faut pas serrer comme un sourd pour ne pas détruire l'écrou ... en principe il y a du loctite pour bloquer la vis, mais sur la mienne il a été oublié sur l'axe Z, et ça s'est dé-serré au bout de quelques mois.
Vérifie aussi que rien ne s'est désserré sur le porte outil et un peu partout.
Pour savoir si le problème est du a un jeu/erreur de fraise/surépaisseur activé (offset) ou si c'est un pb de calibrage, c'est simple ; le calibrage d'un axe, c'est comme un factuer d'échelle sur un dessin, le défaut sera proportionnel à la taille de la pièce ; ex si tu obtient 100.5 pour 100 demandé, alors tu aura 201 pour 200 de mandé ou 50.25 pour 50 demandé. Si c'est un autre problème, l’erreur ne sera pas proportionnelle.
PS, lorsque tu fais des dégagement des angles, le résultat est bien meilleur si dans ton opération d'usinage tu choisis "trajectoire exacte" pour le paramètre "Mode de déplacement". Le mode "Vitesse constante" tente de conserver la même vitesse de déplacement sur tous le parcours, mais ça a tendance à "lisser" les trajectoires et à faire disparaitre les dégagements d'angles ... plus tu vas vite et plus le problème est sensible (même chose pour les angles intérieurs qui deviennent arrondis)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Précision d'une BZT
![]() dh42 Mer 15 Avr 2015 - 16:05
dh42 Mer 15 Avr 2015 - 16:05
Tes problèmes au surfaçage sont certainement du à ça aussi ... je pencherais bien pour un gros jeu dans le Z ou le porte outil.
C'est quoi cette matière que tu usine ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Mer 15 Avr 2015 - 23:12
SD 31 Mer 15 Avr 2015 - 23:12
dh42 a écrit:Salut,
Bon, d'après ce que je vois, ce n'est pas un problème de dessin ou de Gcode ; ça ressemble à des pertes de pas et/ou à du jeu.
d'après ce que je vois, c'est une PF, donc avec guidage sur bagues bronze .. le guidage peut devenir très raide surtout si tu usine du bois et que tu n'a pas une aspiration au top.
Avant chaque utilisation de la machine, nettoyage des guides avec un sopalin, puis huilage avec une huile fine genre 3en1 pour machine à coudre, ou comme moi avec du degrip-oil. ATTENTION, ne surtout pas utiliser d'huile genre 15w30 de moteur, ou de l'huile de glissière, c'est trop épais et la machine bloque (les guidages sont très ajustés)
1 fois x mois, 2 coups de pompe à graisses dans les écrous des VàB MAIS PAS PLUS (pour une machine qui tourne 2 à 3 h/j)
Il est possible aussi que tu ai du jeu, ça m'est arrivé ; c'était le serrage de l'écrou sur le bloc du Z.
machine alimenté, pour avoir les moteurs bloqués, essai manuellement de bouger ton Z de haut en bas pour voir si tu ne sens pas un petit jeu.
La vis de blocage de l'écrou est accessible avec une clef Allen de 5 il me semble, il faut démonter la broche, elle est accessible par le trou qui est entre les 2 vis du bas du porte broche (sous le trou du graisseur). Si tu a un comparateur, ce serait bien de pouvoir mesurer ce jeu avant de toucher à la vis.
attention, il ne faut pas serrer comme un sourd pour ne pas détruire l'écrou ... en principe il y a du loctite pour bloquer la vis, mais sur la mienne il a été oublié sur l'axe Z, et ça s'est dé-serré au bout de quelques mois.
Vérifie aussi que rien ne s'est désserré sur le porte outil et un peu partout.
Pour savoir si le problème est du a un jeu/erreur de fraise/surépaisseur activé (offset) ou si c'est un pb de calibrage, c'est simple ; le calibrage d'un axe, c'est comme un factuer d'échelle sur un dessin, le défaut sera proportionnel à la taille de la pièce ; ex si tu obtient 100.5 pour 100 demandé, alors tu aura 201 pour 200 de mandé ou 50.25 pour 50 demandé. Si c'est un autre problème, l’erreur ne sera pas proportionnelle.
PS, lorsque tu fais des dégagement des angles, le résultat est bien meilleur si dans ton opération d'usinage tu choisis "trajectoire exacte" pour le paramètre "Mode de déplacement". Le mode "Vitesse constante" tente de conserver la même vitesse de déplacement sur tous le parcours, mais ça a tendance à "lisser" les trajectoires et à faire disparaitre les dégagements d'angles ... plus tu vas vite et plus le problème est sensible (même chose pour les angles intérieurs qui deviennent arrondis)
++
David
Salut
On peu regler le jeu dans les vis a bille ???
A+
Stéph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() dh42 Mer 15 Avr 2015 - 23:42
dh42 Mer 15 Avr 2015 - 23:42
On peu regler le jeu dans les vis a bille ???
Non
Cette vis ne sert pas à régler le jeu mais à tenir l'écrou en place à l'intérieur du bloc du Z.
http://www.metabricoleur.com/t704p75-cnc-bzt-pf-750p#27702
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Jeu 16 Avr 2015 - 6:48
SD 31 Jeu 16 Avr 2015 - 6:48
ok.
sur tes vis t'a du jeux dessus toi ?
Steph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() dh42 Jeu 16 Avr 2015 - 10:10
dh42 Jeu 16 Avr 2015 - 10:10
Salut,SD 31 a écrit:Bonjour
ok.
sur tes vis t'a du jeux dessus toi ?
Steph
Environ 0.01mm ..
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Jeu 16 Avr 2015 - 14:13
SD 31 Jeu 16 Avr 2015 - 14:13
Steph
A+
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() dh42 Jeu 16 Avr 2015 - 14:51
dh42 Jeu 16 Avr 2015 - 14:51
SD 31 a écrit:ok, sur tes axes en x et y tu es parfaitement perpendiculaires ?
Steph
A+
Honnêtement, je n'en sais rien, je ne fais pas de méca sur cette machine, uniquement du bois, donc je me suis contenté d'une vérif à l'équerre sur les pièces bois, et c'est OK, pas sorti le comparateur pour vérifier ...
Mon principal soucis, c'est la planéité de la table alu, sur 600mm de long, j'arrive à avoir des écarts de 0.2 mm
 mais bon, ce n'est jamais qu'un bout de profilé ... rien à voir avec une bonne table en fonte de 10cm d'épaisseur
mais bon, ce n'est jamais qu'un bout de profilé ... rien à voir avec une bonne table en fonte de 10cm d'épaisseur ++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() El Zorro Ven 17 Avr 2015 - 18:43
El Zorro Ven 17 Avr 2015 - 18:43
Justement je me demandais depuis un certain temps comment entretenir ma machine, ça fait quand même 8mois que je l'ai et je n'ai jamais fait un nettoyage à fond.
Je vais étudier tout ça la semaine prochaine.
Concernant la planéité de la table justement j'hésitais à prendre une table alu de bzt car sous mon martyr j'ai du ctp et du medium mais même après surfaçage j'ai des écarts au niveau du martyr, quelle autre solution on pourrait utiliser comme base de l'ensemble sans partir sur de la fonte?
Je n'ai jamais utilisé un comparateur mais j'ai bien envie de mesurer le jeux que j'observe sur l'axe z, j'imagine qu'il y a déjà des post traitant ce sujet?
El Zorro- très actif
- Messages : 352
Points : 660
Date d'inscription : 24/10/2012
Age : 42
Localisation : Auvergne-Rhône-Alpes
Re: Précision d'une BZT
![]() dh42 Ven 17 Avr 2015 - 19:49
dh42 Ven 17 Avr 2015 - 19:49
ici par exemple, je mesure la flexion du PO, tu pourrais faire exactement la même chose pour mesurer un éventuelle jeux vertical (par exemple si ton ecrou et mal tenu dans son logement)Je n'ai jamais utilisé un comparateur mais j'ai bien envie de mesurer le jeux que j'observe sur l'axe z, j'imagine qu'il y a déjà des post traitant ce sujet?
http://www.metabricoleur.com/t704p75-cnc-bzt-pf-750p#46384
Justement je me demandais depuis un certain temps comment entretenir ma machine, ça fait quand même 8mois que je l'ai et je n'ai jamais fait un nettoyage à fond.
Attention à ne pas abuser sur la graisse dans les VàB, et si tu est dans un pays froid, préfère l'huile de boite à la graisse, sinon en hiver ça bloque.
Un exemple, avec 2° dans l'atelier, la machine perd des pas si je dépasse 3500mm/min, alors qu'à 25° je prends 5000mm/min sans problèmes
En général quand il fait froid, je lui fait faire un cycle de préchauffage (mouvement des axes à vitesse réduite -> 2000 mm/min) pendant 5 à 10 min pour "dégeler" toute la mécanique, sinon j'ai des misères sur les premières pièces -> perte de pas, et même carrément blocages en rapide.
C'est un peu le problème de la série PF ; avec les mêmes moteurs et VàB qu'une PFE/PFK, la V maxi fiable est presque divisée par 2 à cause de la résistance du guidage bronze par rapport à des patins à billes, donc si en plus il y a une petite résistance au niveau de la VàB, ça bloque.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Lun 20 Avr 2015 - 20:52
SD 31 Lun 20 Avr 2015 - 20:52
je reviens pour mon problème de cote moi aussi, j'ai vérifié le diamètre de ma fraise, ok
dans le pléxi j'obtient les bonnes cote seulement quand je fais une passe de finition, sa te parais normal David ??
Stéph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() dh42 Lun 20 Avr 2015 - 20:57
dh42 Lun 20 Avr 2015 - 20:57
Tout dépend de l'écart de cote avec/sans finition, mais en principe tu devrais avoir des cotes très proche de la valeur demandée même avant finition ; ça laisse supposer qu'il y a un problème de jeu ou de flexion quelque part qui n'apparait que lorsqu'il y a des efforts ...
Pour ma part, quand je coupe du plexi, c'est de la découpe donc pas de finition bien sur, et c'est tout à fait précis (0.03mm maxi de décalage)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() fragaria_vesca Mar 21 Avr 2015 - 1:14
fragaria_vesca Mar 21 Avr 2015 - 1:14
Je vais peut être dire une bêtise, ...
Mais ne serait t il pas possible, si ton écart est toujours le même, que tes moteurs (nombre de pas / tour ou Nb de microsteps ) soient mauvais (ou déréglés.
J4avais eu le cas, avec Mach3 (vieille version), où il se mettait à faire n'uimporte quoi, ... Jusqu'à réinstallation.
Bon courage, / Fragaria

fragaria_vesca- très actif
- Messages : 211
Points : 339
Date d'inscription : 08/04/2015
Age : 60
Re: Précision d'une BZT
![]() Hervé-34 Mar 21 Avr 2015 - 13:24
Hervé-34 Mar 21 Avr 2015 - 13:24
Je profite d'une connexion pas trop mauvaise !!
Je crois avoir fait un post dans ce sens là, je n'ai pas eu de solution,
Sur des carrés de 50 mm à 200 mm j'étais extrêmement précis sur un axe,
et j'avais 3 dixièmes de plus sur l'autre axe sur toutes les dimensions !
pas progressif ! non, 3 dixièmes tout le temps !!
Je n'ai pas encore trouvé pourquoi, alors que quand je calibre ma machine elle est
d'une justesse incroyable !!!
Hervé
Hervé-34- complétement accro
- Messages : 4420
Points : 5623
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: Précision d'une BZT
![]() dh42 Mar 21 Avr 2015 - 16:15
dh42 Mar 21 Avr 2015 - 16:15
Je rappelle aussi qu'un ne peux pas mesurer, ni faire de cotes très précise dans du bois ; pour ma part, j'ai systématiquement des usinage intérieurs qui sont 1 à 2/10 plus petits et les extérieurs 1 à 2/10 trop grands, mais ça c'est du aux réactions du bois ; plus il est tendre et plus il se compresse au moment du passage de la dents, puis reviens à sa place après passage de l'outil. dans le bois, le sens d'usinage influe aussi sur les cotes (opposition, avalant) Dans de l'alu ou du plastique, les cotes sont fiables à 2 ou 3/100 près.
Par contre, ça ne fait pas les bizarrerie que l'on voit sur cette photo ou le bord supérieur semble plus grand que le reste et ou le coté droit de la partie du centre semble irrégulier ; ça, ça ressemble à du jeu quelque part.
Vérifie les serrages de toutes les pièces qui constituent l'axe X et l'axe Z ainsi que celle qui constituent le porte outil.
Machine arrêtée, mais moteurs PàP alimentés, prend la par le porte outil, et secoue dans tous les sens ; il ne doit pas y avoir le moindre jeu, le moindre clac clac .. tout doit être parfaitement rigide. Pense aussi à vérifier que ce n'est pas ta broche qui a du jeu au niveau des roulements, et qu'elle tourne rond .. (faux rond = défaut systématique sur les cotes, de la valeur du faux rond)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Précision d'une BZT
![]() SD 31 Mar 21 Avr 2015 - 21:14
SD 31 Mar 21 Avr 2015 - 21:14
fragaria_vesca a écrit:
Je vais peut être dire une bêtise, ...
Mais ne serait t il pas possible, si ton écart est toujours le même, que tes moteurs (nombre de pas / tour ou Nb de microsteps ) soient mauvais (ou déréglés.
J4avais eu le cas, avec Mach3 (vieille version), où il se mettait à faire n'uimporte quoi, ... Jusqu'à réinstallation.
Bon courage, / Fragaria
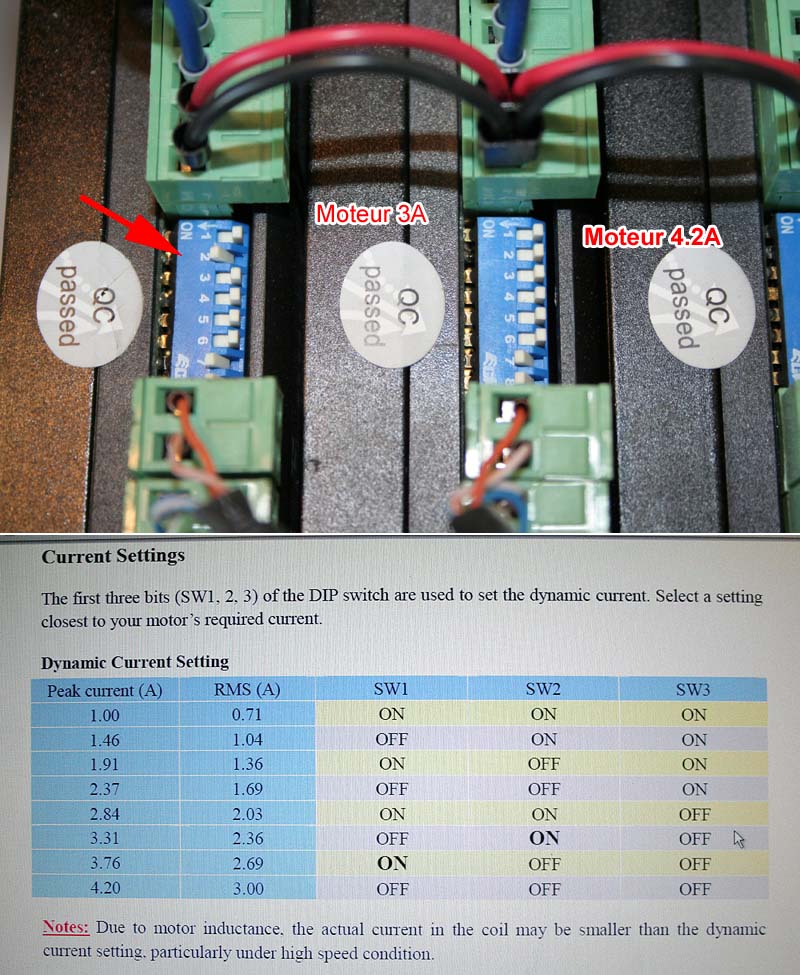
Salut bien vue l'aveugle lol... avant j'étais en 800 pas par tours, j'ai mis en 1600 et la sa à l'air d’être bon, mais je pense que je m’étais planté pour la position des cavaliers en 800 pas par tours.
Merci
Stéph
SD 31- acharné du forum
- Messages : 538
Points : 954
Date d'inscription : 02/10/2014
Age : 42
Re: Précision d'une BZT
![]() dh42 Mar 21 Avr 2015 - 21:25
dh42 Mar 21 Avr 2015 - 21:25
Avec des vis de 10 en prise directe et les drivers sur 1/8 de pas comme il sont réglés d'origine, tu devrais avoir un step/per de 160 pour XY et de 320 sur le Z (pas de 5) ..

réglage des drivers (celui de droite pour tes moteurs)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25101
Points : 37817
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» Decoupe dune plaque en fonte
» restauration anciennes machines bois Guillet & Fils
» Besoin d'aide, ma "nouvelle cnc" ne fonctionne plus
» Porte fenetre 48mm