






Mise en route d'une CNC chinoise d'occasion
Page 2 sur 2 •  1, 2
1, 2

 Re: Mise en route d'une CNC chinoise d'occasion
Re: Mise en route d'une CNC chinoise d'occasion
![]() hares01 Ven 22 Mar 2019 - 1:10
hares01 Ven 22 Mar 2019 - 1:10
Tiens une CN du pays du soleil levant elle ressemble d'aspect à la mienne surement sortie de la même crèmerie
et on est voisin en plus
Bon j'y connais rien en branchement de moteur PAP tout ça et ma carte est en usb mais est quand même plus aboutit que celle présente sur celle-ci
Enfin bref si jamais t'as besoin de jeter un oeil à ma config pour t'aider hésite pas à me contacter si ça peut dépanner
hares01- complétement accro

- Messages : 747
Date d'inscription : 20/07/2013

Re: Mise en route d'une CNC chinoise d'occasion
![]() dh42 Ven 22 Mar 2019 - 1:42
dh42 Ven 22 Mar 2019 - 1:42
Je serais curieux de savoir de quand elle date cette machine ; je trouve très bizarre ce mariage entre des drivers et moteurs haut de gamme et cette BoB plus que basique
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Mise en route d'une CNC chinoise d'occasion
![]() hares01 Ven 22 Mar 2019 - 2:16
hares01 Ven 22 Mar 2019 - 2:16
Je suis d'accord avec toi le mélange de techno présente est bizarre même pour une production chinoise ils font un effort sur les grosses machines comme ça et lla carte fait pièce rapporté par rapport au reste genre y'a un contacteur schneider comme sur la mienne et pas un truc no name
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 35
Localisation : Nantua
Re: Mise en route d'une CNC chinoise d'occasion
![]() hares01 Ven 22 Mar 2019 - 2:25
hares01 Ven 22 Mar 2019 - 2:25
ça expliquerais la simplicité du montage de la carte je pense
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 35
Localisation : Nantua
Re: Mise en route d'une CNC chinoise d'occasion
![]() Rom' Ven 22 Mar 2019 - 8:14
Rom' Ven 22 Mar 2019 - 8:14

Rom'- petit nouveau

- Messages : 35
Points : 41
Date d'inscription : 06/01/2015
Age : 34
Re: Mise en route d'une CNC chinoise d'occasion
![]() Windes Ven 22 Mar 2019 - 16:16
Windes Ven 22 Mar 2019 - 16:16
OK, l'abonnement devrait suivre, on va tester avec un disjoncteur tri 16A courbe D, on verra bien...Gort a écrit:Démarrer en direct ou pas ne dépend que du calibre du disjoncteur qui détermine la puissance de l'abonnement du fournisseur d'électricité.
Si ça déclenche en démarrage direct, il faut réduire le pic de courant par un mode de démarrage approprié.
Oups, j'étais à coté avec mes calculsDH42 a écrit:Ok, donc moteur 200 pas/tour avec encodeur 1000 points (par tour)
Je pense qu'il faut choisir (réglage dans le drivers) une valeur de pulse / tour qui soit un multiple des 2 valeurs ; dans ce cas, 1000, 2000, 3000 ...etc
Sur les drivers de type ES, il est dit qu'ils sont réglés à 4000 pulses / tour par défaut ; j'ignore si c'est le même réglage par défaut sur les HB, mais si on part sur 4000 pulses par tour on a pour 125Khz:
V de rotation maxi (tr/s) = Freq noyau/pulse par tour = 125 000/4000 = 31.25 tr/s > 31.25*60 = 1875 tr/min
si en pas de 5 ; 1875*5 = 9375 mm/min ; en pas de 10, le double
la V maxi autorisée du moteur est de 2000 tr/min ; donc pas de problème avec une carte à 125Khz

OK pour les pas/tour et pulse, j'ai compris je pense. Par contre tu fais tes calculs avec 125 khz et il me semble avoir lu que mach3 est limité à 100khz, non ?
Pour la vitesse d'avance, de manière plus empirique, j'ai demandé à mon collègue de tourner la roue dentée en sortie du moteur de 10 tours et de me dire de combien le portique se déplaçait, et ça donne 25cm de déplacement / 10 tours soit 2,4cm/tr
Si je prends les 1875 tr/min (à 125 khz), ça fait 4.690 mm/min, et si on prend 100khz, ça fait 3.750 mm/min, ça me parait faible, non ? Est-ce que du coup ce sont les 100khz de limite de mach3 qui vont poser problème ou alors est-ce qu'il faut réduire le nombre de pulse (genre à 2000 ou 1000), ce qui permet de doubler ou quadrupler les vitesses ?
Sur la facture il est écrit :"-Vitesse de déplacement max : 15 m/min -Vitesse de fraisage max : 10 m/min"
Dernière précision, le portique est entrainé par le biais d'une crémaillère (dont je n'ai pas mesuré le pas (il me semble qu'on dit "module" d'ailleurs, non ?)). Je vais essayer d'avoir l'info.
Merci c'est sympa, je me le note dans un coin de la têtehares01 a écrit:Enfin bref si jamais t'as besoin de jeter un oeil à ma config pour t'aider hésite pas à me contacter si ça peut dépanner
Ça me permettrai comparer du chinois avec du chinois, parce que la seule autre CN que je peux aller voir facilement sous toutes les coutures est une Mecanumerique qui n'a même pas 2 ans d'age, et on ne jour clairement pas dans la même cours !
Mon collègue m'a fait suivre la facture, c'est une "machine neuve d'occasion", ou encore "occasion 0h"... je vais regarder si je trouve des dates de fabrication éventuellement...dh42 a écrit:
Je serais curieux de savoir de quand elle date cette machine ; je trouve très bizarre ce mariage entre des drivers et moteurs haut de gamme et cette BoB plus que basique
Il me semble avoir lu "12-11-16" sur la BoB...
Si ça peut aider, il était prévu que le PC livré avec la machine soit fourni avec "NC Studio" et de mémoire et en regardant les photos, c'est effectivement une prise moins l'arge que les ports parallèles d'imprimante que j'avais l'habitude de voir sur les ordis.hares01 a écrit:Je suis entrain de me dire que plus je regarde la photo de cette carte et la prise en bas et plus je pense que c'est un port série et pas parallèle et quand faite c'est pas un pc qui était branché dessus mais une "télécommande filaire" ou on met une clé usb avec son g-code desus : un DSP
Mis à part ça, nous avons tranché ! Le contrôleur sera un CSMIO/IP-M (si ce n'est pas en contradiction avec ce qu'on a dit ci-dessus).
Concernant les deux axes Y, il n'y a pas de capteur de fin de course, faut-il en installer ?
De même, j'ai l'impression que les fin de course des axes X et Z sont branchées sur la même boucle (en série donc), ne faudrait-il pas que je les branches séparément ? Ce sont des capteurs inductifs/capacitifs (je ne les ai pas démonté pour regarder le modèle et je n'y connais pas grand chose, on en voit un à gauche sur le portique, sur la toute première photo que j'ai posté).
A+
Windes

Windes- posteur Régulier

- Messages : 127
Points : 146
Date d'inscription : 29/10/2012
Age : 37
Localisation : 01290
Re: Mise en route d'une CNC chinoise d'occasion
![]() hares01 Ven 22 Mar 2019 - 17:33
hares01 Ven 22 Mar 2019 - 17:33
Après concernant la fiabilité des cartes chinoises les deux machines sont livrées avec des cartes XHC mais de générations différentes
La plasma je l'est pratiquement toute recâblé et pas du tout la CNC et la plus fiable reste la plasma
On peut répéter 40x le même gcode sans problème quand la CNC au 4ème renvoi sans refermer le fichier avant elle te fait une oeuvre d'art moderne surement crée par des retour de courant parasite ou autre
Au début la plasma le faisait aussi mais après avoir mis une prise parafoudre onduleur sur la prise d'alim j'avais supprimé les 3/4 des soucis
Dans un atelier les courants parasites c'est pas ce qui manque !
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 35
Localisation : Nantua
Re: Mise en route d'une CNC chinoise d'occasion
![]() hares01 Ven 22 Mar 2019 - 17:39
hares01 Ven 22 Mar 2019 - 17:39
Mais je trouve bizarre que tu n'en est pas en Y
Sur la mienne c'est un capteur inductif et y'a qu'une lamelle en métal de visible. le capteur lui même est dans le carénage à proximité d'un des deux moteurs Y
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 35
Localisation : Nantua
Re: Mise en route d'une CNC chinoise d'occasion
![]() dh42 Ven 22 Mar 2019 - 18:00
dh42 Ven 22 Mar 2019 - 18:00
OK pour les pas/tour et pulse, j'ai compris je pense. Par contre tu fais tes calculs avec 125 khz et il me semble avoir lu que mach3 est limité à 100khz, non ?
Pour la vitesse d'avance, de manière plus empirique, j'ai demandé à mon collègue de tourner la roue dentée en sortie du moteur de 10 tours et de me dire de combien le portique se déplaçait, et ça donne 25cm de déplacement / 10 tours soit 2,4cm/tr
Si je prends les 1875 tr/min (à 125 khz), ça fait 4.690 mm/min, et si on prend 100khz, ça fait 3.750 mm/min, ça me parait faible, non ? Est-ce que du coup ce sont les 100khz de limite de mach3 qui vont poser problème ou alors est-ce qu'il faut réduire le nombre de pulse (genre à 2000 ou 1000), ce qui permet de doubler ou quadrupler les vitesses ?
J'ai calculé pour 125Khz parce que la carte CSMIO tourne à 125Khz ; Mach3 tourne à 100 Khz maxi en port //
ça donne 25cm de déplacement / 10 tours soit 2,4cm/tr
si ça se déplace de 25cm en 10 tours, alors c'est 2.5 cm/tour pas 2.4 (25mm ; en mécanique on ne parle pas en Cm
1875 tr/min avec un entrainement au pas de 25mm, ça fait 1875*25 = 46 875 mm/min
j'ai l'impression que les fin de course des axes X et Z sont branchées sur la même boucle
C'est normal et je pense que ce ne sont pas des fins de course mais des contacts de référencement ; il faut voir si tu a un seul contact par axe, ou un a chaque bout.
S'il y en a un à chaque bout, c'est des fins de course, s'il n'y en a qu'un par axe, c'est des contacts de référencement (Home)
http://www.metabricoleur.com/t1578-mach3-branchement-et-parametrage-contacts-home-et-e-stop#19339
http://www.metabricoleur.com/t9895-comprendre-ce-qu-est-le-referencement-des-axes-avec-mach3#188622
Concernant les deux axes Y, il n'y a pas de capteur de fin de course, faut-il en installer ?
Normalement il devrait au minimum y en avoir un sur un des deux axes, voir même un sur chaque axe si on veux faire la mise à l'équerre du portique lors du référencement. Par contre avec 1 contact sur chaque axe Y, c'est plus compliqué à régler !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mise en route d'une CNC chinoise d'occasion
![]() Gort Ven 22 Mar 2019 - 19:00
Gort Ven 22 Mar 2019 - 19:00
Windes a écrit:
...
c'est effectivement une prise moins l'arge que les ports parallèles d'imprimante que j'avais l'habitude de voir sur les ordis.
...
La seule question qui compte c'est combien de broches y a-t-il sur cette prise ?
Et question subsidiaire, combien de pistes de circuit imprimé sont-elles raccordées à cette prise ?
Gort- je prends du galon

- Messages : 67
Points : 71
Date d'inscription : 30/09/2018
Age : 65
Localisation : Tarn
Re: Mise en route d'une CNC chinoise d'occasion
![]() Windes Lun 25 Mar 2019 - 9:09
Windes Lun 25 Mar 2019 - 9:09
Après un week-end au vert, retour aux choses serieuses !
Effectivement, je n'avais pas noté le "en port //" ; En USB ou Ethernet ça semble être 4 Mhz, c'est donc bien la carte qui limite :-)dh42 a écrit:
J'ai calculé pour 125Khz parce que la carte CSMIO tourne à 125Khz ; Mach3 tourne à 100 Khz maxi en port //
Faute de frappe le 2,4 :-)dh42 a écrit:si ça se déplace de 25cm en 10 tours, alors c'est 2.5 cm/tour pas 2.4 (25mm ; en mécanique on ne parle pas en Cmça donne 25cm de déplacement / 10 tours soit 2,4cm/tr)
Je bosse dans les TP, on a pas l'habitude des mm, je vais m'y mettre ;-) (même si parfois la tolérance est inférieur au cm sur certaines routes et équipements)
Nickel !dh42 a écrit:
1875 tr/min avec un entrainement au pas de 25mm, ça fait 1875*25 = 46 875 mm/min
Il n'y en a qu'un par axe, ce sont donc bien des contacts de référencement.dh42 a écrit:C'est normal et je pense que ce ne sont pas des fins de course mais des contacts de référencement ; il faut voir si tu a un seul contact par axe, ou un a chaque bout.
S'il y en a un à chaque bout, c'est des fins de course, s'il n'y en a qu'un par axe, c'est des contacts de référencement (Home)
J'irai vérifier, mais je n'ai rien vu, mis à part un câble avec 3 fils qui avait été coupé et qui part d'un bornier sur lequel arrivent les autres contacts de référencement... il a du sauter... :-(dh42 a écrit:Normalement il devrait au minimum y en avoir un sur un des deux axes, voir même un sur chaque axe si on veux faire la mise à l'équerre du portique lors du référencement. Par contre avec 1 contact sur chaque axe Y, c'est plus compliqué à régler !
OK, donc comme l'a également dit David, ce sont bien des contacts qui ne servent qu'au référencement. Peux-tu me faire une photo de celui que tu as sur l'axe Y de ta CN ?hares01 a écrit:
si je ne dit pas de bêtises les fins de courses sont toutes branchées en série et c'est lors du référencement que le déclenchement d'un fin de course est mis sur le compte de l'axe qui se déplace
Mais je trouve bizarre que tu n'en est pas en Y
Sur la mienne c'est un capteur inductif et y'a qu'une lamelle en métal de visible. le capteur lui même est dans le carénage à proximité d'un des deux moteurs Y
J'espère me libérer un peu de temps en soirées cette semaine, je vais de toute façon la démonter, je pourrais la prendre en photo sous tous les angles si ça t’intéresse.Gort a écrit:La seule question qui compte c'est combien de broches y a-t-il sur cette prise ?
Et question subsidiaire, combien de pistes de circuit imprimé sont-elles raccordées à cette prise ?
Je vous tiens au courant des avancées dans le courant de la semaine, je risque de toute façon d'avoir encore besoin de vos lumières
Bonne journée,
Windes
Windes- posteur Régulier
- Messages : 127
Points : 146
Date d'inscription : 29/10/2012
Age : 37
Localisation : 01290
Re: Mise en route d'une CNC chinoise d'occasion
![]() dh42 Mar 26 Mar 2019 - 20:01
dh42 Mar 26 Mar 2019 - 20:01
Effectivement, je n'avais pas noté le "en port //" ; En USB ou Ethernet ça semble être 4 Mhz, c'est donc bien la carte qui limite :-)
Ça dépend de la carte ; un UC100 USB tourne à 100khz, l' UC400ETH ethernet tourne à 400 khz maxi, l'ESS à 4 Mhz (4000 khz) ...
En général, 100 khz ça suffit amplement pour des PàP standards à condition de ne pas jouer avec des pas/mm de fou (steps/per).
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mise en route d'une CNC chinoise d'occasion
![]() Windes Lun 29 Avr 2019 - 11:35
Windes Lun 29 Avr 2019 - 11:35
Après un mois j'ai enfin (presque) fini de câbler la machine, je vous fais un petit retour de l'état d'avancement.
Le contrôleur est en place est est détecté par mach3. J'ai voulu faire bouger l'axe z manuellement avec mach3, mais de mouvement pour l'instant... en même temps je n'avais branché que ce moteur, pas de fin de courses, et pas les autres axes, il va falloir que je me replonge dans la doc du CSMIO/IP-M.
Concernant mach3, est-ce qu'il existe un "guide" des réglages (autre que celui fourni avec ma carte et qui me parait pas trop mal fait ici pour les curieux).
Voici ce que ça donne pour l'instant :

(quelques fils en provisoire pour l'instant, 1 seul axe branché)
En résumé :
- branchement des axes x et y restant à faire (3 câbles de 4 fils ça devrait être fait rapidement),
- mon z n'a pas voulu bouger en manuel... j'ai du rater un truc dans la config,
- je n'ai pas encore branché les fins de course non plus... ça va être fait en même temps que les axes x et y, il sont pour l'instant câblés sur une seule boucle, dans la doc du contrôleur, (page 18/69) ils les connectent l'un a coté de l'autre, y a t'il un intérêt ? (il me semble qu'on avait dit que non...)
- soucis avec mon bouton poussoir estop, il fonctionne bien sur le contrôleur (il y a une led de retour d'état qui s'éteint quand je presse le BP), mais l'info remonte a priori mal dans mach3.
Bonne journée,
Windes
Windes- posteur Régulier
- Messages : 127
Points : 146
Date d'inscription : 29/10/2012
Age : 37
Localisation : 01290
Re: Mise en route d'une CNC chinoise d'occasion
![]() dh42 Lun 29 Avr 2019 - 21:48
dh42 Lun 29 Avr 2019 - 21:48
Je ne connais pas du tout la CSMIO, mais sur ma BoB, il me semble bien que si on branche un seul axe, ça ne fonctionne pas et qu'il faut "ponter" quelque chose ; c'est peut être le cas sur la tienne aussi.
Concernant les réglages des axes:
- dans ports&pins, assignation des n° de pins pour le step et le dir du moteur et activation de l'axe.
- dans motor tuning, assignation des valeurs de vitesse maxi (G0) et d'accélération.
- dans system/hotkey, assignation des touches du clavier pour chaque axe.
tant que la machine n'est pas référencée, désactive les "soft limits" dans l'écran principal, car si tu est hors limite logiciel, l'axe ne bougera pas.
- je n'ai pas encore branché les fins de course non plus... ça va être fait en même temps que les axes x et y, il sont pour l'instant câblés sur une seule boucle, dans la doc du contrôleur, (page 18/69) ils les connectent l'un a coté de l'autre, y a t'il un intérêt ? (il me semble qu'on avait dit que non...)
Sur une BoB normale, il n'y a que 5 entrées de dispo, donc il faut les économiser ; sur la CSMIO, il semble y en avoir beaucoup plus d’où la possibilité d'utiliser une entrée par contact. Ça peut être utile de les brancher séparément si ce sont des fins de course (donc un contact au bout de chaque axe), car si il sont branchés ensembles, un arrêt sur fin de course bloque toute la machine. Si ce sont des contacts de référencement par contre (1 seul contact par axe), ça n'a pas d'importance en référencement normal, par contre si tu veux faire la mise à l'équerre du portique avec 2 contacts de ref, alors je ne sais pas, jamais testé cette option.
- soucis avec mon bouton poussoir estop, il fonctionne bien sur le contrôleur (il y a une led de retour d'état qui s'éteint quand je presse le BP), mais l'info remonte a priori mal dans mach3.
Mauvais n° de pin dans le ports&pins ou inversion du contact (active low à inverser)
Tu a un retour d'info de l'état des entrées/sorties dans l'écran diag pour voir si Mach3 détecte ou non les boutons/contacts quand tu appui dessus.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mise en route d'une CNC chinoise d'occasion
![]() Windes Lun 13 Mai 2019 - 10:32
Windes Lun 13 Mai 2019 - 10:32
Quelques nouvelles suite à quelques heures passées sur la machine ce week-end.
Les bonnes nouvelles :
- j'ai fini de brancher tous les moteurs
- j'arrive à faire bouger les 4 moteurs individuellement
- l'E-stop fonctionne
OK pour tout ça, ça a fonctionnéDH42 a écrit:Concernant les réglages des axes:
- dans ports&pins, assignation des n° de pins pour le step et le dir du moteur et activation de l'axe.
- dans motor tuning, assignation des valeurs de vitesse maxi (G0) et d'accélération.
- dans system/hotkey, assignation des touches du clavier pour chaque axe.
tant que la machine n'est pas référencée, désactive les "soft limits" dans l'écran principal, car si tu est hors limite logiciel, l'axe ne bougera pas.
Résolu aussi (mais je sais plus ce que j'avais fait faux, je suis repartis de 0)DH42 a écrit:Mauvais n° de pin dans le ports&pins ou inversion du contact (active low à inverser)
Les "problèmes" :
1. je n'ai pas encore réussi à asservir l'axe A à l'axe Y (j'ai bien sélectionné le bouton radio "Axe A" dans la colonne "Axe Y" de la fenêtre de configuration des axes asservis, mais il doit manquer autre chose)
2. le driver du moteur des Z se met en erreur dès que j'essaye de bouger l'axe de plus de quelques mm (il affiche err 0020), les paramètres du driver sont identiques aux autre moteurs mais celui ci est en prise direct avec la vis à bille (les autres sont sur engrenages/crémaillères), une accélération trop forte qui lui fait perdre des pas peut-être...?
3. un truc que je n'ai pas compris : mach3 ne semble pas tenir compte des n° de port que je lui donne en paramètre pour la gestion des moteurs, je me retrouve avec l'axe X sur Z, Z sur A, etc. Je me suis dis que j'avais mal câblé le contrôleur, mais a priori non, et plus bizarre, l'inversion des n° de port dans les paramètres ne change rien, les touches de raccourcis bougent toujours les même moteurs
4. J'ai branché les capteurs de référencement sur le contrôleur, mais j dois m'y être mal pris , je n'ai aucune info qui remonte (à la réflexion je pense l'avoir mal branché, je vais retester ce soir, sur ma board j'ai des pin Input+ et Input- et plus des GND et 24v). Par ailleurs je pense que à court terme il doit être intéressante de rajouter un capteur pour Y2, pour contrôler l’équerrage...
J'y retourne ce soir, je vous tiens au courant des avancées.
Bonne journée,
Windes
Windes- posteur Régulier
- Messages : 127
Points : 146
Date d'inscription : 29/10/2012
Age : 37
Localisation : 01290
Re: Mise en route d'une CNC chinoise d'occasion
![]() dh42 Lun 13 Mai 2019 - 21:40
dh42 Lun 13 Mai 2019 - 21:40
1 et 3) avec une carte d'interpolation, il est tout à fait possible que ta carte ne tienne pas compte des réglages de Mach3 ; je sais que sur certaines cartes USB Chinoises, tous les réglages moteurs restent à 0 dans Mach3, les assignations de pins sont codées "en dur" dans le plugin ... regarde si ce n'est pas le cas sur la tienne, ou simplement si ces assignations ne se font pas dans les réglages du plugin lui-même ; même chose pour les réglages de l'axe asservi.
2) faudrait savoir ce que c'est que ce code d'erreur ...
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mise en route d'une CNC chinoise d'occasion
![]() hares01 Lun 13 Mai 2019 - 23:58
hares01 Lun 13 Mai 2019 - 23:58
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 35
Localisation : Nantua
Re: Mise en route d'une CNC chinoise d'occasion
![]() Windes Jeu 16 Mai 2019 - 15:24
Windes Jeu 16 Mai 2019 - 15:24
En parallèle j'avais envoyé un petit message au fabricant, vous aviez raison, pas de config des ports dans mach3, mais dans les options du plugin :
Step/dir signals aren't set in Mach3.
You can only operate the entire step/dir channels.
Look at the attachment, there's a diagram that should make it more clear.

Comme quoi, la notice fournie a beau être belle, et plutôt bien rédigée, elle est assez imprécise et porte a confusion sur ce sujet (le schéma ci-dessus n'est pas dans la notice)
La suite des aventures bientôt !
A+
Windes
Windes- posteur Régulier
- Messages : 127
Points : 146
Date d'inscription : 29/10/2012
Age : 37
Localisation : 01290
Re: Mise en route d'une CNC chinoise d'occasion
![]() Windes Mar 21 Mai 2019 - 17:10
Windes Mar 21 Mai 2019 - 17:10
Mise à jour de la semaine (j'espère accélérer un peu dans les prochains temps, malheureusement je n'arrive pas a ajouter d'heures dans une journée de 24h
Pour la config des ports, tout va bien, c'est bien dans le plugin que ça se configure :-)
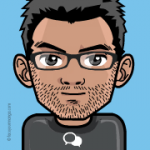
Pour l'erreur 020, contrôlé les paramètres de drivers, inversé les drivers, inversé les câbles, etc., j'ai en désespoir de cause démonté l'arrière d'un moteur pour voir les encodeurs. Et bien c'est pas là que j'aurais du commencer !
En fait, je ne sais pas comment ils s'y sont pris mais ils ont cassé l'une des deux pattes de support du lecteur du disque d'encodage et ils l'ont recollé comme des gorets ! Pire que ça, ils ont réussi a faire une belle empreinte de doigt sur le disque de l'encodeur, voici le désastre (les traces blanches c'est de la colle):

En inversant le lecteur et le disque avec celui d'un autre moteur ça fonctionne, j'ai donc commandé les pièces sur aliexpress : ici. Le délai de 16 jours me casse les pieds, mais je n'ai pas trouvé ailleurs.
Au niveau de la config des moteurs, vous mettriez quoi en vitesse / accélération pour chaque axe ?
Concernant les capteurs de référencement, je pense que je vais profiter des nombreuses entrées pour en mettre à l’extrémité des axes X et Y, qu'en pensez-vous ?
Et enfin, concernant la perpendicularité de l'axe X par rapport à Y, faut-il la vérifier régulièrement ? (gros risques de pertes de pas ?) ou alors est-ce qu'il faut que je place des fins de courses extrêmement bien réglées pour qu'elles servent à régler les deux moteurs de l'axe Y ?
A+
Windes
PS : grand merci pour votre aide, si l'un de vous passe près de Mâcon (71) prevenez-moi !
Windes- posteur Régulier
- Messages : 127
Points : 146
Date d'inscription : 29/10/2012
Age : 37
Localisation : 01290
Re: Mise en route d'une CNC chinoise d'occasion
![]() dh42 Mar 21 Mai 2019 - 20:58
dh42 Mar 21 Mai 2019 - 20:58
Ah oui, bonjour le massacre

Au niveau de la config des moteurs, vous mettriez quoi en vitesse / accélération pour chaque axe ?
J’essaierais avec une V de rotation maxi des moteurs à 1000 tr/min pour garder de la marge, soit 25 000 mm/min en vitesse et dans les 500 mm/s² pour l'accélération en XY, et il faudra voir, en faisant une bonne série de mouvement en rapide, si ça supporte sans planter et sans être trop brutale pour la mécanique. Si ça ne passe pas, il faudra réduire soit la vitesse maxi soit l'accélération, soit un mix des 2. (en usinage, une forte accélération est plus utile qu'une vitesse élevée)
Pour le Z, même accélération que pour XY, et V maxi divisée par 2.
ensuite, tests, tests, tests ....
Concernant les capteurs de référencement, je pense que je vais profiter des nombreuses entrées pour en mettre à l’extrémité des axes X et Y, qu'en pensez-vous ?
+1 ; la possibilité de référencer la machine est vraiment très utile
Et enfin, concernant la perpendicularité de l'axe X par rapport à Y, faut-il la vérifier régulièrement ? (gros risques de pertes de pas ?) ou alors est-ce qu'il faut que je place des fins de courses extrêmement bien réglées pour qu'elles servent à régler les deux moteurs de l'axe Y ?
Difficile à dire ; en principe, si la machine est bien construite il ne devrait pas y avoir besoin d'un équerrage par les contacts une fois qu'elle est réglée mécaniquement, et s'il n'y a pas de perte de pas (ce qui ne devrait pas se produire avec des encodeurs) elle ne devrait pas se mettre en travers ... mais tout ça, c'est de la théorie, tu ne le saura qu'en l'essayant je pense
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mise en route d'une CNC chinoise d'occasion
![]() hares01 Mer 22 Mai 2019 - 1:35
hares01 Mer 22 Mai 2019 - 1:35
Au début j'avais des pertes de pas en contrôle manuel avec la manette de Xbox il à fallut réduire la vitesse maxi
Sur les miennes je n'est jamais constaté de décalage entre les deux moteurs Y
Parcontre bien faire attention que le portique de la machine ne bouge pas quand elle est éteinte ça parcontre ça m'est arrivé sur la plasma ou le portique alu est très léger
Sur la fraiseuse ça risque pas je crois qu'il fait dans les 800 kg
Pour les vitesses bien penser aussi qu'un portique lancé à un certain élan et en usinage en utilisant une vitesse constante si y'a trop de vitesse y'a des angles qui vont sauter
hares01- complétement accro
- Messages : 747
Points : 1152
Date d'inscription : 20/07/2013
Age : 35
Localisation : Nantua
Re: Mise en route d'une CNC chinoise d'occasion
![]() dh42 Mer 22 Mai 2019 - 2:27
dh42 Mer 22 Mai 2019 - 2:27
en remontant dans les post, tu (Windes) dis ça:
Sur la facture il est écrit :"-Vitesse de déplacement max : 15 m/min -Vitesse de fraisage max : 10 m/min"
Donc règle ta V maxi à 15 000 mm/min au lieu de 25 000 et la moitié sur le Z
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Mise en route d'une CNC chinoise d'occasion
![]() Rom' Mer 22 Mai 2019 - 8:52
Rom' Mer 22 Mai 2019 - 8:52
Sur ma grande cn, deux axes maitre/esclave pour le portique, en PàP en plus, deux contacts de ref bien réglés au début, je n'y ai pas retouché depuis des années...
Commence tes essais de vitesse/accélération sur le X, fais toi "la main" dessus avant de passer a ton axe maitre esclave, car tu n'a pas vraiment droit au loupage sur cet axe, si ca se met en crabe, ca peut vite tout casser ou au moins tordre....
Rom'- petit nouveau
- Messages : 35
Points : 41
Date d'inscription : 06/01/2015
Age : 34
Page 2 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» mise en route d un variateur hy plus broche 1.5
» mise en route de la torsadeuse
» Mise en route BZT PFL330c
» Mise en route Schaublin 102