






Cambam :des paramètres à confirmer pour usinage de brides alu
4 participants
Page 1 sur 1

 Cambam :des paramètres à confirmer pour usinage de brides alu
Cambam :des paramètres à confirmer pour usinage de brides alu
![]() Jivé Sam 21 Mar 2020 - 11:47
Jivé Sam 21 Mar 2020 - 11:47
Bonjour
Après mes essais dans
Essais alu
me revoilà avec un martyr plus adapté en tôle alu de +- 13 mm.
La pièce : des brides alu pour usiner l'alu avec la CNC
Le brut : découpes de lopin alu acheté sur Usinages, nuance inconnue mais qui s'usine bien (à la fraiseuse traditionnelle)


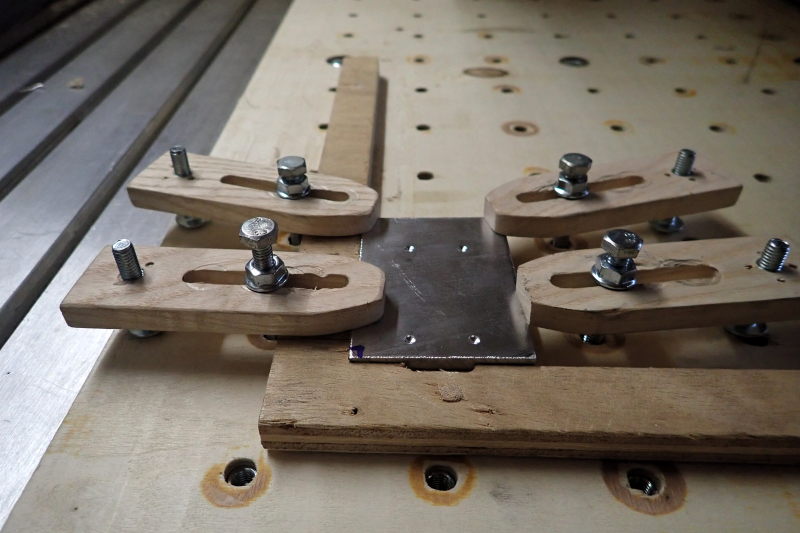
Ayant lu quelques échanges sur l'usinage de l'alu, j'ai suivi le conseil de Stanloc de pointer sur la CNC puis de percer sur perceuse à colonne : ces perçages serviront à visser la pièce à usiner sur un support acier qui sera bridé sur le martyr.
Martyrs :fromage ou dessert ? Les 2

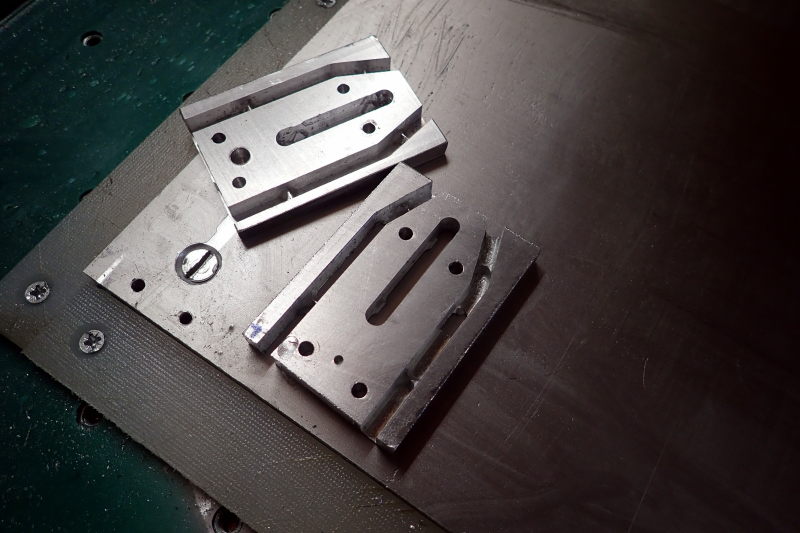
Au final, le montage d'usinage obtenu :

L'usinage envisagé
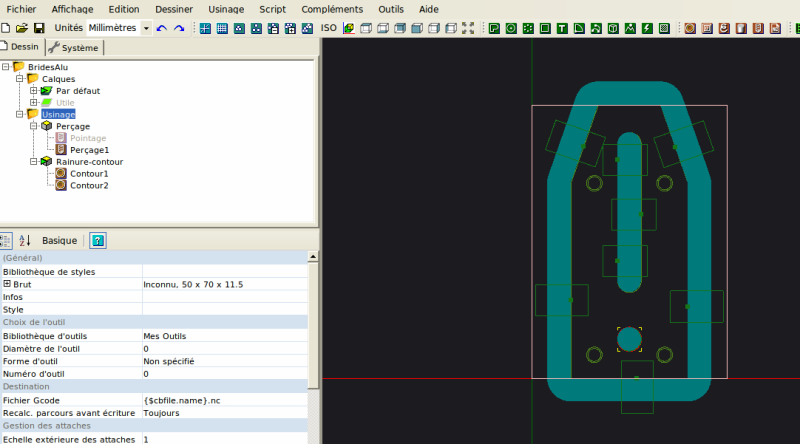
Brut 50 x 70 x 11.5 (oui, j'ai coupé un peu épais...)
La bride comporte un perçage diamètre 6, une rainure débouchante diamètre 6 et un contournage.
Fraise de 5, carbure 1 dent, Maykestag K10F (achat sur le même forum d'en face)
Je voudrais confirmation quand aux paramètres:
Perçage à 6 avec foret HSS de 6 - Cycle de perçage
VR 3180 - VA 318 mm/min - VA Plongée 318 - Incrément débourrage 3 - H Rétractation 5
Rainure de 6
VR 9540 (Vc 150 - Fz 0.05) - VA 477 - VaP 50 - Passe 0.8 - Entrée Spirale
Contour :
Idem + largeur 6 mm
Cdlt
Jean
Après mes essais dans
Essais alu
me revoilà avec un martyr plus adapté en tôle alu de +- 13 mm.
La pièce : des brides alu pour usiner l'alu avec la CNC
Le brut : découpes de lopin alu acheté sur Usinages, nuance inconnue mais qui s'usine bien (à la fraiseuse traditionnelle)


Ayant lu quelques échanges sur l'usinage de l'alu, j'ai suivi le conseil de Stanloc de pointer sur la CNC puis de percer sur perceuse à colonne : ces perçages serviront à visser la pièce à usiner sur un support acier qui sera bridé sur le martyr.

Martyrs :fromage ou dessert ? Les 2

Au final, le montage d'usinage obtenu :

L'usinage envisagé

Brut 50 x 70 x 11.5 (oui, j'ai coupé un peu épais...)
La bride comporte un perçage diamètre 6, une rainure débouchante diamètre 6 et un contournage.
Fraise de 5, carbure 1 dent, Maykestag K10F (achat sur le même forum d'en face)
Je voudrais confirmation quand aux paramètres:
Perçage à 6 avec foret HSS de 6 - Cycle de perçage
VR 3180 - VA 318 mm/min - VA Plongée 318 - Incrément débourrage 3 - H Rétractation 5
Rainure de 6
VR 9540 (Vc 150 - Fz 0.05) - VA 477 - VaP 50 - Passe 0.8 - Entrée Spirale
Contour :
Idem + largeur 6 mm
Cdlt
Jean

Jivé- complétement accro

- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon

Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() F6FCO Sam 21 Mar 2020 - 15:44
F6FCO Sam 21 Mar 2020 - 15:44
Bonjour,
Pour ta rainure en prenant de l'alu tendre (0,04/dent), 9450tr/mn, fraise de 5, 1 dent, je trouve 378 d'avance outil.
Petite question: pour quelle raison t'as t'il conseillé de seulement pointer sur la CNC pour aller ensuite percer sur la PAC ? tu ne peux pas tout faire avec ta cnc ? Pas assez de Z ? pbm de bridage de la pièce ? pour ne pas percer ton martyr ?
Pour ta rainure en prenant de l'alu tendre (0,04/dent), 9450tr/mn, fraise de 5, 1 dent, je trouve 378 d'avance outil.
Petite question: pour quelle raison t'as t'il conseillé de seulement pointer sur la CNC pour aller ensuite percer sur la PAC ? tu ne peux pas tout faire avec ta cnc ? Pas assez de Z ? pbm de bridage de la pièce ? pour ne pas percer ton martyr ?

F6FCO- complétement accro
- Messages : 4616
Points : 6868
Date d'inscription : 13/05/2011
Age : 100
Localisation : Aveyron de l'Ouest, Hi Haaaa ! -

Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() Jivé Sam 21 Mar 2020 - 17:04
Jivé Sam 21 Mar 2020 - 17:04
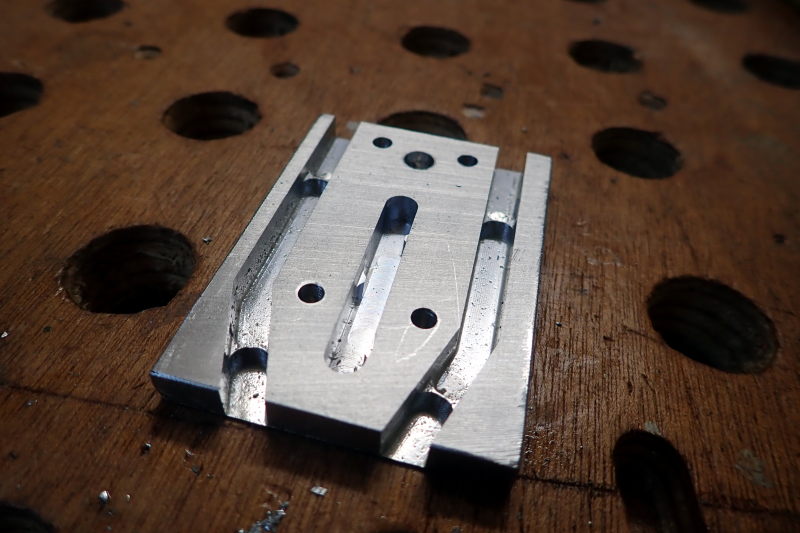
Alors, ça ne s'est pas trop mal passé (correction, l'épaisseur de la pièce à usiner était de 6 mm et non 11.5 comme indiqué par erreur)
Les leçons tirées :
- perçage à 6 : une vitesse de 3180 tours (53 Hz sur le variateur), c'est bien trop bas (voir vidéo, heureusement, pas de casse) J'ai mis un peu plus du double et c'est passé... mais je pense qu'une vitesse en plongée de 318, c'est bien trop (voir vidéo)
- bridage sur une plaque d'acier à outil : bon bridage, pas de vibrations mais... une fausse bonne idée ?
Déjà, il n'y a pas le place pour le palpeur, obligé de faire le zéro à la feuille de papier sur la surface de la pièce.
Et comme la mesure reste un poil incertaine, et la pièce à usiner non équarrie ni surfacée, j'ai pris un poil de marge de sécurité comme profondeur d'usinage (pas envie d'aller racler la fraise 1 dent sur de l'acier à outil)
Au final, il reste 0.4 à 0.5 non usiné.

- Je me demande jusqu'à quelle profondeur de passe on pourrait descendre. Là, à 0,8 mm, ça ressemble plus à du repoussage qu'à du taillage de copeau : 1 mm ? 1,5 mm ? Plus ?
D'où l'idée d'utiliser comme martyr pour laprochaine fois une plaque alu 200 x 210 x 10 que je destine à l'usinage d'une tête de fourche de moto à bascule. Alu sur alu, je pourrai descendre un poil plus bas.
A tester pour la 2e bride.
Sinon, pour l'huile et les copeaux, merci pour les idées : film alimentaire + pâte à modeler. En fait, les copeaux ont quasiment absorbé l'huile soluble.


@F6FCO
Pour les paramètres,j'ai pris comme Fz 1/100 du diamètre de la fraise et utilisé le calculateur de David
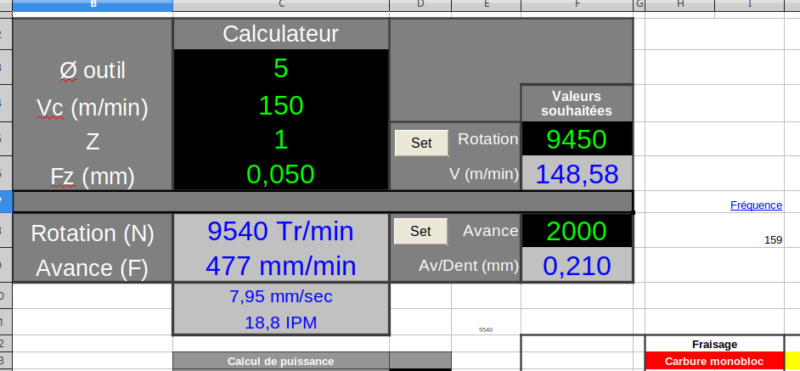
(Tu indiques avoir pris 9450 tr/min, j'avais 9540, de là peut-être le différentiel)
Concernant le pointage CNC puis perçage à la PAC, c'est tiré d'un échange lu sur le forum MB (non avec moi). Je crois que c'était la fois où JP se demandait pourquoi l'alu collait à ses fraises et comment affiner les paramètres, j'avais gardé cette approche en tête.
En fait, comme tu le verras dans la vidéo, j'ai aussi testé le perçage en direct à la CNC après pointage préalable (sur ce même montage d'usinage)
Jean

Les leçons tirées :
- perçage à 6 : une vitesse de 3180 tours (53 Hz sur le variateur), c'est bien trop bas (voir vidéo, heureusement, pas de casse) J'ai mis un peu plus du double et c'est passé... mais je pense qu'une vitesse en plongée de 318, c'est bien trop (voir vidéo)
- bridage sur une plaque d'acier à outil : bon bridage, pas de vibrations mais... une fausse bonne idée ?
Déjà, il n'y a pas le place pour le palpeur, obligé de faire le zéro à la feuille de papier sur la surface de la pièce.
Et comme la mesure reste un poil incertaine, et la pièce à usiner non équarrie ni surfacée, j'ai pris un poil de marge de sécurité comme profondeur d'usinage (pas envie d'aller racler la fraise 1 dent sur de l'acier à outil)
Au final, il reste 0.4 à 0.5 non usiné.

- Je me demande jusqu'à quelle profondeur de passe on pourrait descendre. Là, à 0,8 mm, ça ressemble plus à du repoussage qu'à du taillage de copeau : 1 mm ? 1,5 mm ? Plus ?
D'où l'idée d'utiliser comme martyr pour laprochaine fois une plaque alu 200 x 210 x 10 que je destine à l'usinage d'une tête de fourche de moto à bascule. Alu sur alu, je pourrai descendre un poil plus bas.
A tester pour la 2e bride.
Sinon, pour l'huile et les copeaux, merci pour les idées : film alimentaire + pâte à modeler. En fait, les copeaux ont quasiment absorbé l'huile soluble.


@F6FCO
Pour les paramètres,j'ai pris comme Fz 1/100 du diamètre de la fraise et utilisé le calculateur de David

(Tu indiques avoir pris 9450 tr/min, j'avais 9540, de là peut-être le différentiel)
Concernant le pointage CNC puis perçage à la PAC, c'est tiré d'un échange lu sur le forum MB (non avec moi). Je crois que c'était la fois où JP se demandait pourquoi l'alu collait à ses fraises et comment affiner les paramètres, j'avais gardé cette approche en tête.
En fait, comme tu le verras dans la vidéo, j'ai aussi testé le perçage en direct à la CNC après pointage préalable (sur ce même montage d'usinage)
Jean
Jivé- complétement accro
- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() dh42 Sam 21 Mar 2020 - 20:52
dh42 Sam 21 Mar 2020 - 20:52
Salut,
ça fait du 5/100 par dent ... sur une grosse machine pas de problème, mais nos petites broches n'aiment pas du tout les opérations de perçage et les efforts axiaux, donc mollo !!
Et oui, ce genre de broche ça n'a plus de couple en dessous de 6000 tr ; ne pas descendre en dessous en usinage.
pour l'avance en plongée en perçage, tu peux prendre la valeur du copeau mini mais de préférence pas en dessous ; par exemple si on fixe la vitesse à 6000 tr (Vc = 113) et un Fz de 0.015, ça fait une V de plongée de 180 mm/min
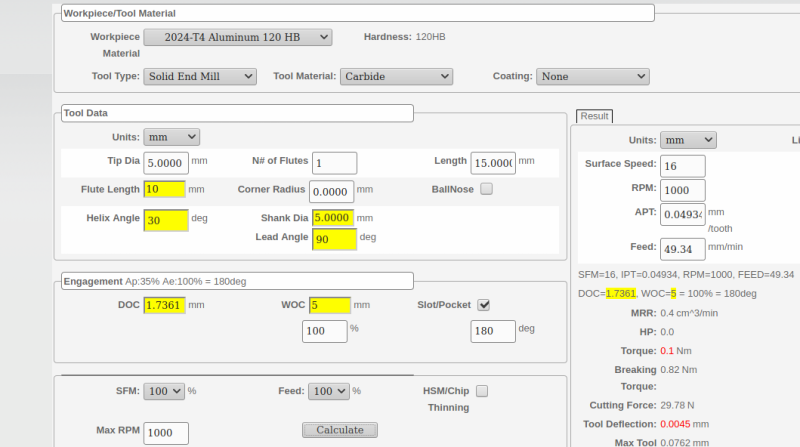
Si on se fie a HSM Advisor ; alu 2024-T4 fraise Ø5 carbure 1 dent sortie de 15mm et longueur taillée de 10mm ; usinage en pleine matière (slot/pocket coché)
Rotation: 20967 tr/min (Vc = 329), avance 1034 mm/min (Fz = 0.049) passe conseillée: 1.74 mm
puissance requise: 200W, couple à la broche: 0.1Nm, flexion d'outil: 0.0045mm
avec une fraise sortant de 20, pas de changement de vitesse de rotation et avance, mais passe réduite à 0.98 mm au lieu de 1.74 (donc monter la fraise au plus court)
bien sûr c'est dépendant de la matière, ici c'est pour du 2024-T4 (dureté 120HB), sur du 6061-T6 (dureté 95HB) on passe à une Vc de 366m/min et un Fz de 0.055 (pour une même prof de passe de 1.74mm) avec du 7075-T6 (150HB) Vc tombe à 293 et Fz à 0.044
http://www.metabricoleur.com/t18804-soft-calculator
Dans ce cas il faut faire le 0 à la base de la pièce (donc sur ta cale rectifiée) et non sur un brut de hauteur incertaine ; dans CB tu travaille alors aussi avec le 0 à la base de la pièce (donc profondeur finale = 0 ou -0.1 et surface pièce = 6 ou un poil plus pour absorber les irrégularités du brut). J'ai fait quelque découpes de ce genre et je mettait simplement une ou deux feuilles de cartoline entre la pièce et la "table", en palpant le 0 à la surface de la "cartoline" et en usinant jusqu'à -0.1 sur CB (donc ça traverse la pièce mais pas les 2 épaisseurs de cartoline. (il faut être sûr que ta cale en acier est parfaitement "à plat" bien sûr !)
++
David
- perçage à 6 : une vitesse de 3180 tours (53 Hz sur le variateur), c'est bien trop bas (voir vidéo, heureusement, pas de casse) J'ai mis un peu plus du double et c'est passé... mais je pense qu'une vitesse en plongée de 318, c'est bien trop (voir vidéo)
ça fait du 5/100 par dent ... sur une grosse machine pas de problème, mais nos petites broches n'aiment pas du tout les opérations de perçage et les efforts axiaux, donc mollo !!
Et oui, ce genre de broche ça n'a plus de couple en dessous de 6000 tr ; ne pas descendre en dessous en usinage.
pour l'avance en plongée en perçage, tu peux prendre la valeur du copeau mini mais de préférence pas en dessous ; par exemple si on fixe la vitesse à 6000 tr (Vc = 113) et un Fz de 0.015, ça fait une V de plongée de 180 mm/min
- Je me demande jusqu'à quelle profondeur de passe on pourrait descendre. Là, à 0,8 mm, ça ressemble plus à du repoussage qu'à du taillage de copeau : 1 mm ? 1,5 mm ? Plus ?
Si on se fie a HSM Advisor ; alu 2024-T4 fraise Ø5 carbure 1 dent sortie de 15mm et longueur taillée de 10mm ; usinage en pleine matière (slot/pocket coché)
Rotation: 20967 tr/min (Vc = 329), avance 1034 mm/min (Fz = 0.049) passe conseillée: 1.74 mm
puissance requise: 200W, couple à la broche: 0.1Nm, flexion d'outil: 0.0045mm
avec une fraise sortant de 20, pas de changement de vitesse de rotation et avance, mais passe réduite à 0.98 mm au lieu de 1.74 (donc monter la fraise au plus court)
bien sûr c'est dépendant de la matière, ici c'est pour du 2024-T4 (dureté 120HB), sur du 6061-T6 (dureté 95HB) on passe à une Vc de 366m/min et un Fz de 0.055 (pour une même prof de passe de 1.74mm) avec du 7075-T6 (150HB) Vc tombe à 293 et Fz à 0.044
http://www.metabricoleur.com/t18804-soft-calculator
- bridage sur une plaque d'acier à outil : bon bridage, pas de vibrations mais... une fausse bonne idée ?
Déjà, il n'y a pas le place pour le palpeur, obligé de faire le zéro à la feuille de papier sur la surface de la pièce.
Et comme la mesure reste un poil incertaine, et la pièce à usiner non équarrie ni surfacée, j'ai pris un poil de marge de sécurité comme profondeur d'usinage (pas envie d'aller racler la fraise 1 dent sur de l'acier à outil)
Au final, il reste 0.4 à 0.5 non usiné.
Dans ce cas il faut faire le 0 à la base de la pièce (donc sur ta cale rectifiée) et non sur un brut de hauteur incertaine ; dans CB tu travaille alors aussi avec le 0 à la base de la pièce (donc profondeur finale = 0 ou -0.1 et surface pièce = 6 ou un poil plus pour absorber les irrégularités du brut). J'ai fait quelque découpes de ce genre et je mettait simplement une ou deux feuilles de cartoline entre la pièce et la "table", en palpant le 0 à la surface de la "cartoline" et en usinant jusqu'à -0.1 sur CB (donc ça traverse la pièce mais pas les 2 épaisseurs de cartoline. (il faut être sûr que ta cale en acier est parfaitement "à plat" bien sûr !)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() Jivé Lun 23 Mar 2020 - 17:43
Jivé Lun 23 Mar 2020 - 17:43
Bonsoir
Donc, ça confirme bien l'approche pointage à la CNC et perçage à la PAC, c'est plus sûr sur les grands diamètres.
Est-ce qu'il existe des abaques, tableaux indicatifs pour la valeur minimale du copeau avec des forets HSS basiques ?
Si je prends ceux du site
Parametres de coupe
pour l'alu, en HSS revêtu, ils donnent dans le tableau sur la vitesse de coupe et la vitesse d’avance des forets, une V m/min de 64 à 85 et une avance par tour de 13 mm/tour. J'imagine que c'est un Fz de 0.013...

Par contre, sur le site HsmAdvisor, ça donne du Fz de 0.07 et une VP de 876 ! Pour machines industrielles sans doute.
La bonne façon de procéder, c'est de choisir une vitesse et le site te donne le reste ? Ou de partir sur une Vc déterminée suivant la matière et le type de fraise et de trouver la vitesse avec ton calculateur excel ? Vitesse à appliquer ensuite au site HSM ?
Quand je renseigne diamètre et sortie slot/pocket, la vitesse de base est de 10 000 tr/min. A moi d'adapter la vitesse et de prendre les valeurs correspondantes ?
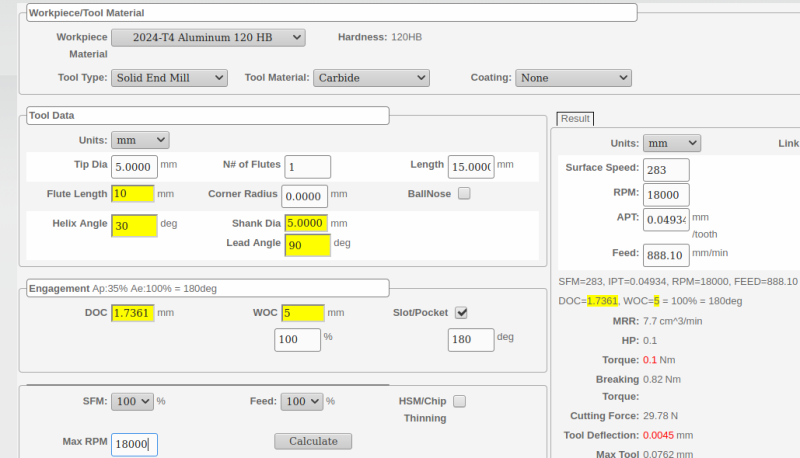
Ainsi pour 18 000 tr/min (vitesse maxi de la broche, variateur 300 Hz), j'aurai Vc = 283, avance 888 mm/min, passe de 1.74 mm, puissance 0.1 HP même couple même flexion.
Comme je ne connais pas la nuance, je reste sur la base 2024-T4.
C'est ce que je vais tester sur ce nouveau "martyr sur martyr". J'ai relu ton post après l'avoir préparé, j'aurais pu faire carton fin sur le martyr 500 x 500 direct. Mais cette plaque d'alu rectifiée de 210 x210 servira aussi pour graver du Gravoply en le fixant au double face. Je n'aurai pas besoin de rectifier la grande tôle de 500 x 500 après démontage/remontage.

Hier, j'ai fini de rectifier le martyr alu à la fraise à bois de 22 mm pour avoir un appui bien plane.
L'arrière, puis la face avant. J'étais pas mal avec la PF25 et aux manivelles, il n'y avait "que" 0.1 à 0.2 de différentiel. La microlubrification fonctionnait mais a minima car je n'ai pas beau coup d'huile soluble. J'ai mouillé au pinceau avec du pétrole désaromatisé.

... la suite
Bon alors, c'est bien les réglages de paramètres au petit poil, mais il faut les voir à l'épreuve du feu... de l'alu.
1,74 mm plein pot dans de l'alu, bon, on va rester sur 1.50 pour voir.
Bonne surprise : l'usinage de la rainure s'est bien passé.
Du coup, on y va pour le contournage
Ben oui, l'étourderie, ça ne pardonne pas.
La première : comme les paramètres de la rainure intérieure (contour) étaient bons, j'ai utilisé le copier-coller format pour le contour suivant.
Vous le sentez venir, la c...ie ? Oui, la rainure était un contour intérieur. Paf !
La 2e : c'est la faute au dégagement. Résumé de la veille : j'ai usiné hier une première bride en prenant le zéro sur la surface de la pièce. J'avais seulement besoin d'un petit dégagement de 15 (2 fois l'épaisseur de la pièce) Juste les 2 têtes de vis en fait.
Aujourd'hui, avec le nouveau martyr, le zéro était sur le martyr. Il aurait fallu l'épaisseur de la pièce (8.5) plus les têtes de vis plus un peu de marge.
A 1 mm près, ça passait...
Alors pourquoi l'usinage de la rainure s'était bien passée : la chance d'avoir placé la fraise dans l'axe. Elle est passée entre les gouttes...
De mes trois fraises de 5 mm 1 dent pour l'alu il n'en restait qu'une. Alors, jamais 2 sans 3 ?
Ouf...
Cette fois, la découpe est allée jusqu'en bas.
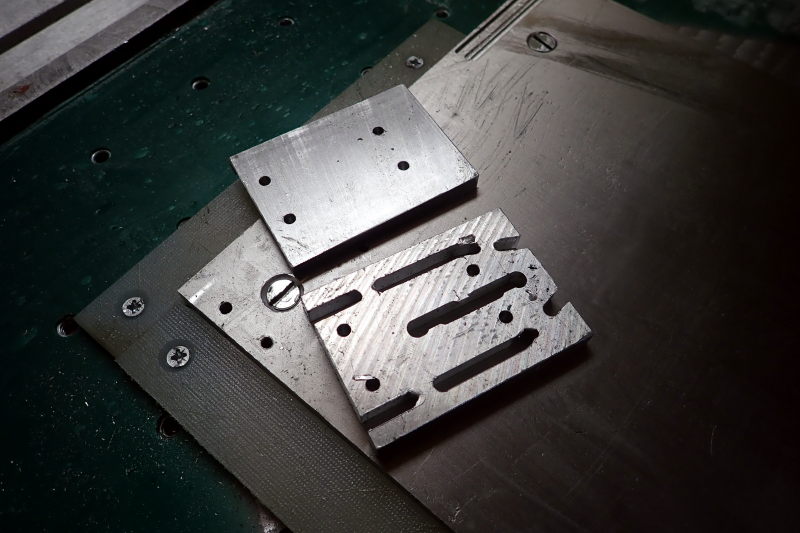
Première briode opérationnelle

Jean
David a écrit:
nos petites broches n'aiment pas du tout les opérations de perçage et les efforts axiaux, donc mollo !!
Donc, ça confirme bien l'approche pointage à la CNC et perçage à la PAC, c'est plus sûr sur les grands diamètres.
pour l'avance en plongée en perçage, tu peux prendre la valeur du copeau mini mais de préférence pas en dessous ; par exemple si on fixe la vitesse à 6000 tr (Vc = 113) et un Fz de 0.015, ça fait une V de plongée de 180 mm/min
Est-ce qu'il existe des abaques, tableaux indicatifs pour la valeur minimale du copeau avec des forets HSS basiques ?
Si je prends ceux du site
Parametres de coupe
pour l'alu, en HSS revêtu, ils donnent dans le tableau sur la vitesse de coupe et la vitesse d’avance des forets, une V m/min de 64 à 85 et une avance par tour de 13 mm/tour. J'imagine que c'est un Fz de 0.013...

Par contre, sur le site HsmAdvisor, ça donne du Fz de 0.07 et une VP de 876 ! Pour machines industrielles sans doute.
Si on se fie a HSM Advisor ; alu 2024-T4 fraise Ø5 carbure 1 dent sortie de 15mm et longueur taillée de 10mm ; usinage en pleine matière (slot/pocket coché)
Rotation: 20967 tr/min (Vc = 329), avance 1034 mm/min (Fz = 0.049) passe conseillée: 1.74 mm
puissance requise: 200W, couple à la broche: 0.1Nm, flexion d'outil: 0.0045mm
La bonne façon de procéder, c'est de choisir une vitesse et le site te donne le reste ? Ou de partir sur une Vc déterminée suivant la matière et le type de fraise et de trouver la vitesse avec ton calculateur excel ? Vitesse à appliquer ensuite au site HSM ?
Quand je renseigne diamètre et sortie slot/pocket, la vitesse de base est de 10 000 tr/min. A moi d'adapter la vitesse et de prendre les valeurs correspondantes ?

Ainsi pour 18 000 tr/min (vitesse maxi de la broche, variateur 300 Hz), j'aurai Vc = 283, avance 888 mm/min, passe de 1.74 mm, puissance 0.1 HP même couple même flexion.

Comme je ne connais pas la nuance, je reste sur la base 2024-T4.
il faut faire le 0 à la base de la pièce (donc sur ta cale rectifiée) et non sur un brut de hauteur incertaine ; dans CB tu travaille alors aussi avec le 0 à la base de la pièce (donc profondeur finale = 0 ou -0.1 et surface pièce = 6 ou un poil plus pour absorber les irrégularités du brut). J'ai fait quelque découpes de ce genre et je mettait simplement une ou deux feuilles de cartoline entre la pièce et la "table", en palpant le 0 à la surface de la "cartoline" et en usinant jusqu'à -0.1 sur CB (donc ça traverse la pièce mais pas les 2 épaisseurs de cartoline. (il faut être sûr que ta cale en acier est parfaitement "à plat" bien sûr !)
C'est ce que je vais tester sur ce nouveau "martyr sur martyr". J'ai relu ton post après l'avoir préparé, j'aurais pu faire carton fin sur le martyr 500 x 500 direct. Mais cette plaque d'alu rectifiée de 210 x210 servira aussi pour graver du Gravoply en le fixant au double face. Je n'aurai pas besoin de rectifier la grande tôle de 500 x 500 après démontage/remontage.

Hier, j'ai fini de rectifier le martyr alu à la fraise à bois de 22 mm pour avoir un appui bien plane.
L'arrière, puis la face avant. J'étais pas mal avec la PF25 et aux manivelles, il n'y avait "que" 0.1 à 0.2 de différentiel. La microlubrification fonctionnait mais a minima car je n'ai pas beau coup d'huile soluble. J'ai mouillé au pinceau avec du pétrole désaromatisé.

... la suite
Bon alors, c'est bien les réglages de paramètres au petit poil, mais il faut les voir à l'épreuve du feu... de l'alu.
1,74 mm plein pot dans de l'alu, bon, on va rester sur 1.50 pour voir.
Bonne surprise : l'usinage de la rainure s'est bien passé.
Du coup, on y va pour le contournage
Ben oui, l'étourderie, ça ne pardonne pas.
La première : comme les paramètres de la rainure intérieure (contour) étaient bons, j'ai utilisé le copier-coller format pour le contour suivant.
Vous le sentez venir, la c...ie ? Oui, la rainure était un contour intérieur. Paf !
La 2e : c'est la faute au dégagement. Résumé de la veille : j'ai usiné hier une première bride en prenant le zéro sur la surface de la pièce. J'avais seulement besoin d'un petit dégagement de 15 (2 fois l'épaisseur de la pièce) Juste les 2 têtes de vis en fait.
Aujourd'hui, avec le nouveau martyr, le zéro était sur le martyr. Il aurait fallu l'épaisseur de la pièce (8.5) plus les têtes de vis plus un peu de marge.
A 1 mm près, ça passait...
Alors pourquoi l'usinage de la rainure s'était bien passée : la chance d'avoir placé la fraise dans l'axe. Elle est passée entre les gouttes...
De mes trois fraises de 5 mm 1 dent pour l'alu il n'en restait qu'une. Alors, jamais 2 sans 3 ?
Ouf...
Cette fois, la découpe est allée jusqu'en bas.


Première briode opérationnelle

Jean
Jivé- complétement accro
- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() dh42 Lun 23 Mar 2020 - 20:54
dh42 Lun 23 Mar 2020 - 20:54
Salut,
Si tu ne cherche pas de la haute précision et que tu veux que ça aille vite, oui. Pour ma part sur le CN, je préfère de loin le perçage en spirale à la fraise.
A ma connaissance, le copeau mini est toujours de 0.015mm par dent que ce soit une fraise, un foret, HSS ou carbure, pour les outils "affutés" à partir de 3mm (par opposition au plaquettes indexables ou l'avance par dent mini est bien plus importante ; de l'ordre du 1/10) à part dans les aciers (pas trop mou) ou tu peux descendre à 0.01
Plus la matière est tendre, plus le copeau mini doit être important, sinon, ça "repousse" la matière au lieu de la couper, ça chauffe et ça tue la fraise. C'est important dans l'alu car un copeau fin se ramollit plus facilement à la chaleur et colle bien plus facilement à la fraise ; dans le bois le pb c'est le coté élastique de la matière, si Fz est trop réduite, la dent ne coupe pas la matière mais se contente de la compresser, ensuite elle reviens en place et c'est la dent suivante qui coupe effectivement. Dans du bois, si la fraise chauffe, c'est que Fz est trop faible.
Pour les micro fraises (en dessous de 3mm) le Fz peut être plus faible (mais HSM en tient compte aussi) ; si tu veux des valeurs en tableau, en voici ici (toujours pour le carbure)
http://www.sorotec.de/webshop/Datenblaetter/fraeser/schnittwerte_1_8_en.pdf
Pour ce qui est du tableau de perçage, je ne comprends pas trop ; ils annoncent une avance par tour (et non par dent), mais 13mm par tour pour un foret de 5, ça n'a pas de sens.
Attention, sur HSM advisor, il n'y a que les outils carbures !! donc pas utilisable pour du HSS. et si c'est un foret carbure, il faut choisir "Jobber Twist Drill" et non pas "End mill"
Non, c'est lui qui te donne DOC (ap), WOC (ae), Surface speed (Vc), RPM (tr/min), APT (Fz) et Feed (F) ; toi tu donne la matière, le type d'outil, le Ø outil, la longueur sortie et la longueur taillée. Si besoin en fonction de ton usinage, tu change WOC ou DOC et il te recalcule l'autre valeur. Pense à mettre la V maxi de ta broche en bas (Max RPM) pour que le soft sache quelle est la V maxi utilisable.
Si c'est une fraise hémi, ne pas oublier de cocher BallNose.
Oui, la c'est OK, mais n'oublie pas de renseigner aussi la longueur taillée (flute length) car ça influe bien sur la flexion et donc la prof de passe maxi. ... et attention, il faut des longueurs précises, pas pifométriques, entre une fraise qui sort de 15 ou de 17, la prof de passe descend à 1.35 au lieu de 1.73 (pour 10mm taillé) et entre une fraise qui sort de 15 avec 10mm taillé et une qui sort de 15 avec 15mm taillé, on passe de 1.73 à 0.92 !!!
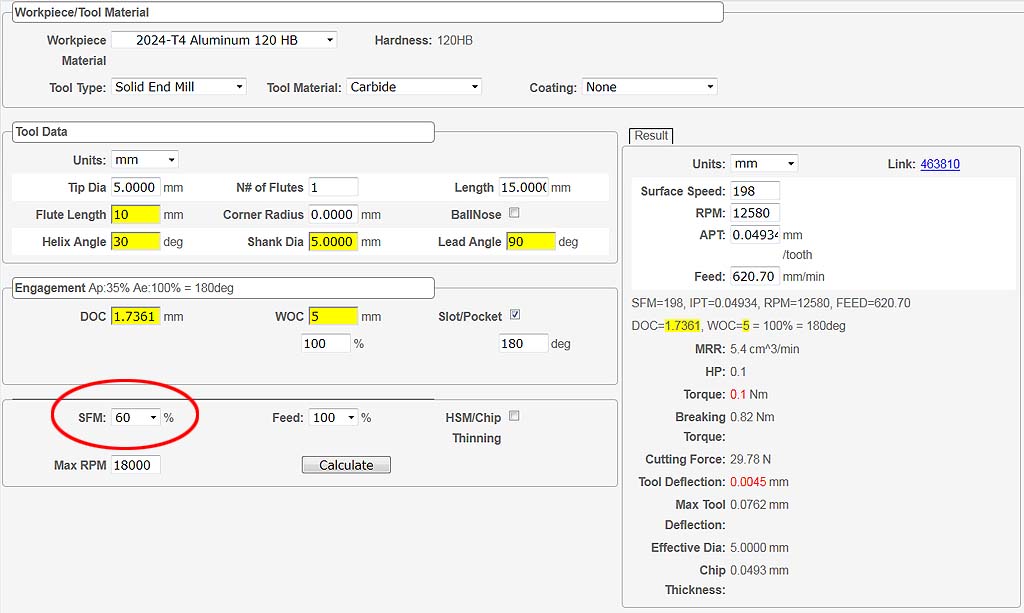
Si tu veux limiter la V de coupe, par exemple pour travail à sec ou si tu utilise du HSS, tu peux jouer avec le % de SFM (juste au dessus de Max RPM) ; par exemple, avec ton dernier calcul, si tu met SFM sur 60%, Vc sera abaissé à 60% de la Vc normale (dans ton cas, même à 100% tu est déjà en dessous de la Vc normale qui est de 329m/min - 20967 tr/min, du fait que ta broche est limitée à 18000 tr)
exemple, à 60% de SFM, 329*.06=197m/min - 12580 tr/min ; l'avance par dent ne change pas, mais bien sûr ça te recalcule une avance (Feed) en fonction de la nouvelle V de rotation.
Pour du HSS, tu peux mettre une valeur de 30% dans SFM (donc 3.3 x moins vite que pour du carbure) c'est une bonne approximation.
Si tu utilise HSM, tu n'a plus besoin de mon calculateur Excel.
++
David
Donc, ça confirme bien l'approche pointage à la CNC et perçage à la PAC, c'est plus sûr sur les grands diamètres.
Si tu ne cherche pas de la haute précision et que tu veux que ça aille vite, oui. Pour ma part sur le CN, je préfère de loin le perçage en spirale à la fraise.
Est-ce qu'il existe des abaques, tableaux indicatifs pour la valeur minimale du copeau avec des forets HSS basiques ?
A ma connaissance, le copeau mini est toujours de 0.015mm par dent que ce soit une fraise, un foret, HSS ou carbure, pour les outils "affutés" à partir de 3mm (par opposition au plaquettes indexables ou l'avance par dent mini est bien plus importante ; de l'ordre du 1/10) à part dans les aciers (pas trop mou) ou tu peux descendre à 0.01
Plus la matière est tendre, plus le copeau mini doit être important, sinon, ça "repousse" la matière au lieu de la couper, ça chauffe et ça tue la fraise. C'est important dans l'alu car un copeau fin se ramollit plus facilement à la chaleur et colle bien plus facilement à la fraise ; dans le bois le pb c'est le coté élastique de la matière, si Fz est trop réduite, la dent ne coupe pas la matière mais se contente de la compresser, ensuite elle reviens en place et c'est la dent suivante qui coupe effectivement. Dans du bois, si la fraise chauffe, c'est que Fz est trop faible.
Pour les micro fraises (en dessous de 3mm) le Fz peut être plus faible (mais HSM en tient compte aussi) ; si tu veux des valeurs en tableau, en voici ici (toujours pour le carbure)
http://www.sorotec.de/webshop/Datenblaetter/fraeser/schnittwerte_1_8_en.pdf
Pour ce qui est du tableau de perçage, je ne comprends pas trop ; ils annoncent une avance par tour (et non par dent), mais 13mm par tour pour un foret de 5, ça n'a pas de sens.
Attention, sur HSM advisor, il n'y a que les outils carbures !! donc pas utilisable pour du HSS. et si c'est un foret carbure, il faut choisir "Jobber Twist Drill" et non pas "End mill"
La bonne façon de procéder, c'est de choisir une vitesse et le site te donne le reste ? Ou de partir sur une Vc déterminée suivant la matière et le type de fraise et de trouver la vitesse avec ton calculateur excel ? Vitesse à appliquer ensuite au site HSM ?
Non, c'est lui qui te donne DOC (ap), WOC (ae), Surface speed (Vc), RPM (tr/min), APT (Fz) et Feed (F) ; toi tu donne la matière, le type d'outil, le Ø outil, la longueur sortie et la longueur taillée. Si besoin en fonction de ton usinage, tu change WOC ou DOC et il te recalcule l'autre valeur. Pense à mettre la V maxi de ta broche en bas (Max RPM) pour que le soft sache quelle est la V maxi utilisable.
Si c'est une fraise hémi, ne pas oublier de cocher BallNose.
Ainsi pour 18 000 tr/min (vitesse maxi de la broche, variateur 300 Hz), j'aurai Vc = 283, avance 888 mm/min, passe de 1.74 mm, puissance 0.1 HP même couple même flexion.
Oui, la c'est OK, mais n'oublie pas de renseigner aussi la longueur taillée (flute length) car ça influe bien sur la flexion et donc la prof de passe maxi. ... et attention, il faut des longueurs précises, pas pifométriques, entre une fraise qui sort de 15 ou de 17, la prof de passe descend à 1.35 au lieu de 1.73 (pour 10mm taillé) et entre une fraise qui sort de 15 avec 10mm taillé et une qui sort de 15 avec 15mm taillé, on passe de 1.73 à 0.92 !!!
Si tu veux limiter la V de coupe, par exemple pour travail à sec ou si tu utilise du HSS, tu peux jouer avec le % de SFM (juste au dessus de Max RPM) ; par exemple, avec ton dernier calcul, si tu met SFM sur 60%, Vc sera abaissé à 60% de la Vc normale (dans ton cas, même à 100% tu est déjà en dessous de la Vc normale qui est de 329m/min - 20967 tr/min, du fait que ta broche est limitée à 18000 tr)
exemple, à 60% de SFM, 329*.06=197m/min - 12580 tr/min ; l'avance par dent ne change pas, mais bien sûr ça te recalcule une avance (Feed) en fonction de la nouvelle V de rotation.
Pour du HSS, tu peux mettre une valeur de 30% dans SFM (donc 3.3 x moins vite que pour du carbure) c'est une bonne approximation.

Si tu utilise HSM, tu n'a plus besoin de mon calculateur Excel.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() Jivé Lun 23 Mar 2020 - 22:48
Jivé Lun 23 Mar 2020 - 22:48
Pour ma part sur le CN, je préfère de loin le perçage en spirale à la fraise..
Y compris sur de l'alu ?
Car dans le perçage en spirale, pas de débourrage, c'est direct jusqu'en bas.
Pense à mettre la V maxi de ta broche en bas (Max RPM) pour que le soft sache quelle est la V maxi utilisable.
C'est le "maxi" que j'avais zappé et ne comprenait pas.
Si tu veux limiter la V de coupe, par exemple pour travail à sec ou si tu utilise du HSS, tu peux jouer avec le % de SFM (juste au dessus de Max RPM) ; par exemple, avec ton dernier calcul, si tu met SFM sur 60%, Vc sera abaissé à 60% de la Vc normale (dans ton cas, même à 100% tu est déjà en dessous de la Vc normale qui est de 329m/min - 20967 tr/min, du fait que ta broche est limitée à 18000 tr).
Je me demandais aussi d'où sortait ce 20967 tr/min. Tu as dû mettre 24000 tr/min maxi et Hsm te donne cette valeur et 329 de Vc. Vu.
Si tu utilise HSM, tu n'a plus besoin de mon calculateur Excel.
C'est que je commençais bien à m'y habituer à ce calculateur. Mais c'est vrai qu'il fallait évaluer Vc et Fz pour le renseigner.
Il ne manque à HSM que quelques variétés de bois pour être complet (j'imagine que c'est à cause d'une nature trop variable)
Merci pour toutes ces précisions, David.
Je commence à m'intéresser à l'usinage tronchoïdal, après avoir parcouru quelques fils parus ici.
Jivé- complétement accro
- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() dh42 Mar 24 Mar 2020 - 0:19
dh42 Mar 24 Mar 2020 - 0:19
Il ne manque à HSM que quelques variétés de bois pour être complet (j'imagine que c'est à cause d'une nature trop variable)
En fait il n'y en a qu'un ; mahogany (acajou) ... si je me fie à mon tableau de dureté des bois, c'est un bois dur.

De toute façon, c'est pas gagné d'utiliser les valeurs qu'ils donnent pour le bois ; pour le mahogany ils donne une Vc de 658 m/min ... avec une fraise de 6 ça fait du 35000 tr et avance à 8000 mm/min pour une 2 dents !! et à 100% d'engagement sur 2mm de passe ... et c'est pour du bois dur ... j'ose même pas imaginer ce que doivent être les paramètre pour du MDF !!
pour info quelques valeurs de dureté HB du bois
jatoba, acajou 5HB
Chêne, hêtre, érable 3.5HB
pin, châtaigner, mélèze 2HB
pour info, du 2017A-T4 c'est dans les 110HB, du 2024 120HB du 7075 150HB
Je me demandais aussi d'où sortait ce 20967 tr/min. Tu as dû mettre 24000 tr/min maxi et Hsm te donne cette valeur et 329 de Vc. Vu.
J'ai même mis 50000 pour ne pas atteindre la limite et voir ce qu'il faudrait "en théorie"
Je commence à m'intéresser à l'usinage tronchoïdal, après avoir parcouru quelques fils parus ici.
Ça semble un moyen très efficace de vider des poches tout en faisant travailler la fraise dans de meilleur conditions, mais il faut une machine réactive car il y a un retour en rapide après chaque "arc" coupé et ça peux vite plomber le temps d'usinage si tu a des accélérations faibles et des rapides "lents" ; ou il faut usiner en mode mixte (aller/retour)
ici il y a quelques exemple de poches ouvertes en trocho ... bon, la machine et "un peu" mieux que les notres par contre ... et c'est pas des fraises Chinoises

http://www.metabricoleur.com/t5828p175-vos-videos-preferees#369564
et ici sur une "petite" Chinoise (de 350Kg quand même !)
http://www.metabricoleur.com/t18769p25-contour-et-fraisage-trochoidal#371543
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() dh42 Mar 24 Mar 2020 - 1:57
dh42 Mar 24 Mar 2020 - 1:57
Y compris sur de l'alu ?
Car dans le perçage en spirale, pas de débourrage, c'est direct jusqu'en bas.
Oui, mais avec lub. ... ceci-dit je n'en ai pas fait des milliers, j'usine très rarement de l'alu sur la CN, mais ça va plutôt bien j'ai trouvé comparé au foret.
Je n'ai qu'un seul exemple en vidéo et on ne voit pas grand chose car ça va vite, c'est sur la pince à 7:00
(Ø5 - 7.5 mm de profondeur, le reste des infos sont sur la vidéo)
https://www.youtube.com/watch?v=J2OLatvxAaI
Je viens juste de voir tes vidéos (je sais pas pourquoi je ne les ai pas vues tout à l'heure ...) j'ai bien aimé le double strike sur les têtes de vis LOL.
Si, pour plus tard, tu veux faire du slalom entre les brides ou vis en rapide sans avoir à forcément utiliser un plan de dégagement élevé, tu peux utiliser ce plugin qui permet de "router" les rapides au travers des obstacles.
http://www.atelier-des-fougeres.fr/Cambam/Aide/Plugins/Relocator_FR.html
La première : comme les paramètres de la rainure intérieure (contour) étaient bons, j'ai utilisé le copier-coller format pour le contour suivant.
Vous le sentez venir, la c...ie ? Oui, la rainure était un contour intérieur. Paf !
c'est dommage que tu n'ai pas CutViewer
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() Jivé Mar 24 Mar 2020 - 7:28
Jivé Mar 24 Mar 2020 - 7:28
j'ai bien aimé le double strike sur les têtes de vis LOL.
Un peu d'humour dans ce monde de bruts (es)
c'est dommage que tu n'ai pas CutViewer
Le pire, c'est que je l'ai passé avant les 2 fois où j'ai cassé !
La première, je n'ai pas remarqué que le parcours était rétréci.
Et comme pour la 2e, je n'ai pas (pu, su ?) matérialisé les obstacles (têtes de vis) sur la route de la fraise (dans Cutviewer car dans Cambam, le coup du contour inversé, c'était gros comme une maison mais je n'ai pas percuté. Par contre, pour les plans de dégagement, ni Cambam ni CV ne montrent les obstacles.)
Si, pour plus tard, tu veux faire du slalom entre les brides ou vis en rapide sans avoir à forcément utiliser un plan de dégagement élevé, tu peux utiliser ce plugin qui permet de "router" les rapides au travers des obstacles.
Intéressant, mais il faut bien bien calculer son coup.
Jean
Jivé- complétement accro
- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() Jivé Mar 24 Mar 2020 - 18:31
Jivé Mar 24 Mar 2020 - 18:31
Bonsoir
A propos du calculateur HSM
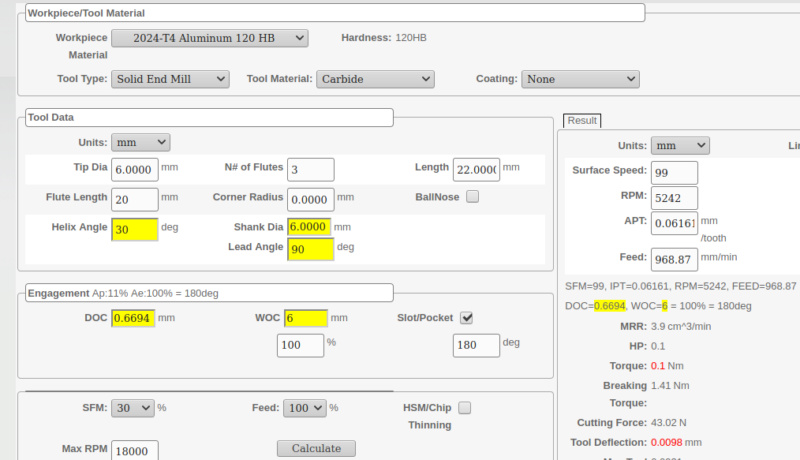
Alors, pour mettre en pratique et économiser ma dernière fraise de 5 alu (j'ai pu commander un lot de 6 au même fournisseur, Deuch kalitat), j'ai terminé la série de brides avec une fraise HSS 3 dents diamètre 6 mm qui a déjà servi sur la PF25 (et sans doute avant)
Du coup, on tombe à une passe de 0.67 mm (avec ses 20 mm taillés,évidemment...) et une Vr de 5242 tr/min. J'ai mis mon minimum requis, soit 6000 tr/min (100 Hz), la Va préconisée.
Ça s'est bien passé. La fraise grognait juste un poil sur la fin (sur les copeaux dans les creux à l'usinage des attaches).

A propos du paramétrage "bois"
Malgré 2 épaisseurs de cartoline ou plutôt papier épais (2 x 0.25 mm), mon -0.1 a marqué le support.. Et à l'instant où j'écris ça, je réalise que je pouvais mettre un CP de 5, ça aurait fait pareil ! J'ai pas tout écouté !
Jean
A propos du calculateur HSM
David a écrit:
(...) si tu utilise du HSS, tu peux jouer avec le % de SFM (juste au dessus de Max RPM) ; par exemple, avec ton dernier calcul, si tu met SFM sur 60%, Vc sera abaissé à 60% de la Vc normale (dans ton cas, même à 100% tu est déjà en dessous de la Vc normale qui est de 329m/min - 20967 tr/min, du fait que ta broche est limitée à 18000 tr)(...)
Pour du HSS, tu peux mettre une valeur de 30% dans SFM (donc 3.3 x moins vite que pour du carbure) c'est une bonne approximation.
Alors, pour mettre en pratique et économiser ma dernière fraise de 5 alu (j'ai pu commander un lot de 6 au même fournisseur, Deuch kalitat), j'ai terminé la série de brides avec une fraise HSS 3 dents diamètre 6 mm qui a déjà servi sur la PF25 (et sans doute avant)
Du coup, on tombe à une passe de 0.67 mm (avec ses 20 mm taillés,évidemment...) et une Vr de 5242 tr/min. J'ai mis mon minimum requis, soit 6000 tr/min (100 Hz), la Va préconisée.

Ça s'est bien passé. La fraise grognait juste un poil sur la fin (sur les copeaux dans les creux à l'usinage des attaches).

A propos du paramétrage "bois"
On aurait donc tendance à être trop "timide" dans le bois alors qu'il faut y aller... avec des bêtes de course.
De toute façon, c'est pas gagné d'utiliser les valeurs qu'ils donnent pour le bois ; pour le mahogany ils donne une Vc de 658 m/min ... avec une fraise de 6 ça fait du 35000 tr et avance à 8000 mm/min pour une 2 dents !! et à 100% d'engagement sur 2mm de passe ... et c'est pour du bois dur ... j'ose même pas imaginer ce que doivent être les paramètre pour du MDF !!
Malgré 2 épaisseurs de cartoline ou plutôt papier épais (2 x 0.25 mm), mon -0.1 a marqué le support..
Jean
Jivé- complétement accro
- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() dh42 Mar 24 Mar 2020 - 21:23
dh42 Mar 24 Mar 2020 - 21:23
Salut,
Calibrage du palpeur ?
Tu a bien pris le 0 sur la cartoline et pas sur la plaque d'alu ?
++
David
Malgré 2 épaisseurs de cartoline ou plutôt papier épais (2 x 0.25 mm), mon -0.1 a marqué le support..
Calibrage du palpeur ?
Tu a bien pris le 0 sur la cartoline et pas sur la plaque d'alu ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() Jivé Mer 25 Mar 2020 - 9:45
Jivé Mer 25 Mar 2020 - 9:45
dh42 a écrit:Salut,Malgré 2 épaisseurs de cartoline ou plutôt papier épais (2 x 0.25 mm), mon -0.1 a marqué le support..
Calibrage du palpeur ?
Tu a bien pris le 0 sur la cartoline et pas sur la plaque d'alu ?
++
David
Ben, non, justement, c'est là l'étourderie (encore !) : j'ai fait le zéro sur la plaque alu.
En revanche, la plaque est à peine marquée, ce qui prouve que le calibrage du palpeur est bon

Jivé- complétement accro
- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() dh42 Mer 25 Mar 2020 - 17:49
dh42 Mer 25 Mar 2020 - 17:49
Salut

++
David
Ben, non, justement, c'est là l'étourderie (encore !) : j'ai fait le zéro sur la plaque alu.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() Jivé Mer 25 Mar 2020 - 21:49
Jivé Mer 25 Mar 2020 - 21:49
David a écrit:
Dans ce cas il faut faire le 0 à la base de la pièce (donc sur ta cale rectifiée) et non sur un brut de hauteur incertaine ; dans CB tu travaille alors aussi avec le 0 à la base de la pièce (donc profondeur finale = 0 ou -0.1 et surface pièce = 6 ou un poil plus pour absorber les irrégularités du brut). J'ai fait quelque découpes de ce genre et je mettait simplement une ou deux feuilles de cartoline entre la pièce et la "table", en palpant le 0 à la surface de la "cartoline" et en usinant jusqu'à -0.1 sur CB (donc ça traverse la pièce mais pas les 2 épaisseurs de cartoline. (il faut être sûr que ta cale en acier est parfaitement "à plat" bien sûr !)
C'était pourtant bien expliqué : petit a - petit b...
J'ai pourtant pas suivi les conseils de ceux qui disent qu'il faut tout finir... y compris les bouteilles non entamées.
Jivé- complétement accro
- Messages : 1620
Points : 2661
Date d'inscription : 05/05/2010
Localisation : Languedoc Roussillon
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() dh42 Mer 25 Mar 2020 - 22:26
dh42 Mer 25 Mar 2020 - 22:26
Les gaffes ça arrive ! , tant que ce n'est que ta plaque alu qui à pris et pas la table de la CN ou l'arbre de broche, tout va bien !! 
http://www.metabricoleur.com/t5286-modifs-perceuse-a-colonne-spm#89880
.. et au passage, un des avantages de travailler avec le 0 à la base de la pièce sur CB, c'est que si tu te plante sur la machine et que tu fais le 0 à la surface, et bien ça usine trop haut et tu ne casse rien
++
David
http://www.metabricoleur.com/t5286-modifs-perceuse-a-colonne-spm#89880
.. et au passage, un des avantages de travailler avec le 0 à la base de la pièce sur CB, c'est que si tu te plante sur la machine et que tu fais le 0 à la surface, et bien ça usine trop haut et tu ne casse rien
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() KOKO 57 Mer 25 Mar 2020 - 23:01
KOKO 57 Mer 25 Mar 2020 - 23:01
Salut David...............jolie la sortie de route dans le couvercle 

KOKO 57- complétement accro
- Messages : 9671
Points : 10613
Date d'inscription : 05/05/2015
Age : 57
Localisation : Moselle (57)
Re: Cambam :des paramètres à confirmer pour usinage de brides alu
![]() dh42 Mer 25 Mar 2020 - 23:40
dh42 Mer 25 Mar 2020 - 23:40
LOL, oui, ça va tellement vite que quand tu a compris que quelque chose clochait c'est déjà largement trop tard !! ... mais bon, c'est encore loin du plus gros choc que la machine ai pris, sauf que l'autre j'y était pour rien ... perte de pas !! ...
Le plus surprenant c'est que si la fraise n'a pas cassé, par contre l'arbre de la Kress s'est pris 1/10 de faux rond (il me semble) ... alors que sur le 2ieme choc , avec une autre Kress, la fraise s'est mangée la tête d'une CHc M6 comme celle de JV, mais en 12.9 ! ... à 4000 mm/min avec une fraise de 8 à 18000 tr et une passe de 5mm et ça a complétement déchiqueté la tête de la vis, arraché l'écrou à griffe dans laquelle elle était vissée est les 15mm d'épaisseur de martyre CP qui le tenait et ça a explosé la pièce en 2 ... la fraise, rien, la broche, rien, mais ça à carrément bloqué l'avance dans un sens et "tiré" le portique de 10 à 12mm par réversibilité du mouvement de la vis ... et la aussi tout était fini avant que je ne comprennent ce qui se passait.
++
David
Le plus surprenant c'est que si la fraise n'a pas cassé, par contre l'arbre de la Kress s'est pris 1/10 de faux rond (il me semble) ... alors que sur le 2ieme choc , avec une autre Kress, la fraise s'est mangée la tête d'une CHc M6 comme celle de JV, mais en 12.9 ! ... à 4000 mm/min avec une fraise de 8 à 18000 tr et une passe de 5mm et ça a complétement déchiqueté la tête de la vis, arraché l'écrou à griffe dans laquelle elle était vissée est les 15mm d'épaisseur de martyre CP qui le tenait et ça a explosé la pièce en 2 ... la fraise, rien, la broche, rien, mais ça à carrément bloqué l'avance dans un sens et "tiré" le portique de 10 à 12mm par réversibilité du mouvement de la vis ... et la aussi tout était fini avant que je ne comprennent ce qui se passait.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Contenu sponsorisé

 Sujets similaires
Sujets similaires» Usinage Cambam
» Importer paramètres cambam
» Cambam Usinage De Pièces 3D
» Modifier les paramètres par défaut dans CamBam
» [Cambam - Usinage 3D] Vador
» Importer paramètres cambam
» Cambam Usinage De Pièces 3D
» Modifier les paramètres par défaut dans CamBam
» [Cambam - Usinage 3D] Vador
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum