






Post Pro laser pour Cambam-Mach3
Page 1 sur 3 • 1, 2, 3 

 Post Pro laser pour Cambam-Mach3
Post Pro laser pour Cambam-Mach3
![]() mich68 Mer 17 Avr 2013 - 9:06
mich68 Mer 17 Avr 2013 - 9:06
je revient vers un spécialiste CAMBAM !
Existe t'il un post processeur qui permet de gérer un petit laser , avec les commandes M10P1 et M11P1 pour CAMBAM ?
ou comment peut on réaliser cela ?
Merci pour vos réponse
@plus

mich68- petit nouveau

- Messages : 27
Points : 43
Date d'inscription : 03/03/2013
Age : 71
Localisation : Alsace

Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Mer 17 Avr 2013 - 22:36
dh42 Mer 17 Avr 2013 - 22:36
Je ne connais pas grand chose aux lasers, mais si je comprends bien M11P1 et M10P1 sont les équivalents de M3 et M5 pour une broche, mais sans délais d'attente ?
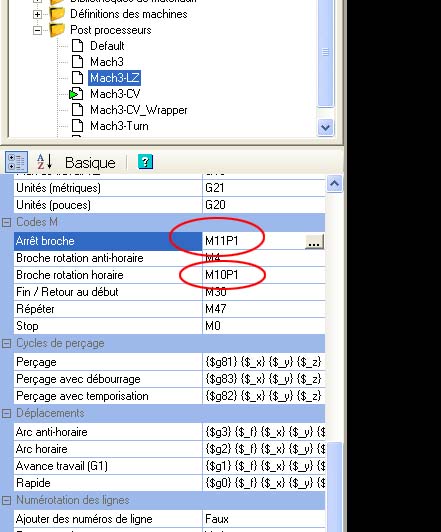
Si c'est le cas, rien de plus simple pour modifier un post pro. Vas sur l'onglet Système, fait un copier/coller d'un post pro existant (pour l'exemple j'ai copié le post pro Mach3 que j'ai renommé Mach3-LZ), puis édite les valeurs en face de mise en marche et arrêt broche en remplaçant M3 par M11P1 et M5 par M10P1.
Il y a aussi 2 autre modifs à faire à mon avis, cela se trouve dans la section (principal), Début de coupe et Fin de coupe du PP ; je pense qu'ici aussi il faudra mettre un M10P1 pour fin de coupe et un M11P1 pour début de coupe. voir ICI pour plus d'info sur ces 2 macros.
N’oublie pas de sauver ton nouveau post pro
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Post Pro laser pour Cambam-Mach3
![]() mich68 Jeu 18 Avr 2013 - 9:55
mich68 Jeu 18 Avr 2013 - 9:55
merci pour ta réponse!
je vais faire un essai!
je te dirai si ca fonctionne !
mich68- petit nouveau
- Messages : 27
Points : 43
Date d'inscription : 03/03/2013
Age : 71
Localisation : Alsace
Re: Post Pro laser pour Cambam-Mach3
![]() mich68 Dim 21 Avr 2013 - 9:59
mich68 Dim 21 Avr 2013 - 9:59
Bonjour David!
Voila jais fait un essai ! avec les instructions que tu m'a données !
J'ai également configurer Mach 3 , avec un gros coups de pouce de Jean Michel ( Bartabac) avec tout mes remerciement encore !
Même en modifiant les 2 macros , çà ne marche pas!
@plus
mich68- petit nouveau
- Messages : 27
Points : 43
Date d'inscription : 03/03/2013
Age : 71
Localisation : Alsace
Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Dim 21 Avr 2013 - 15:15
dh42 Dim 21 Avr 2013 - 15:15
Qu'est ce qui ne "marche pas" précisément ?
Après avoir modifié le postpro, a tu bien pensé à le sélectionner dans le dossier "usinage" avant de produire ton Gcode ?

Voila le Gcode que j'obtiens pour un cercle de 40 mm de Ø centrée sur l'origine avec "surface pièce" à 0, "profondeur finale" à -1 et "plan de dégagement" à 5 avec une opération de gravure et le PP modifié comme dit dans le message précédant.
( Made using CamBam - http://www.cambam.co.uk )
( Sans titre 4/21/2013 2:44:21 PM )
( T5 : 1.0 )
G21 G90 G91.1 G64 G40
G0 Z5.0
( T5 : 1.0 )
T5 M6
( Gravure1 )
G17
M10P1 S12500
G0 X20.0 Y0.0
G1 F600.0 Z-1.0
M10P1
G3 F800.0 X-10.0 Y17.3205 I-20.0 J0.0
G3 Y-17.3205 I10.0 J-17.3205
G3 X20.0 Y0.0 I10.0 J17.3205
M11P1
G0 Z5.0
M30
Après simu sur Mach3, il y a effectivement 3 problèmes (au moins !)
1 - j'ai inversé M10 et M11 oups ! donc marche et arrêt du laser sont inversés
2 - il semble qu'il ne soit pas nécessaire de mettre les M10/M11dans M3 et M5, car ça démarre le laser "en l'air", j'ai inversé M10 et M11 dans "début de coupe " et "fin de coupe", et effaçé carrément les valeurs en face de "arrêt broche" et "broche rotation horaire".
3 - Les changements d'outils ne sont pas nécessaires avec un laser je suppose, j'ai donc supprimé les macros du PP concernant ce poste.
voila le Gcode obtenu pour la même pièce.
( Made using CamBam - http://www.cambam.co.uk )
( Sans titre 4/21/2013 3:05:19 PM )
G21 G90 G91.1 G64 G40
G0 Z5.0
( Gravure1 )
G17
S12500
G0 X20.0 Y0.0
G1 F600.0 Z-1.0
M11P1
G3 F800.0 X-10.0 Y17.3205 I-20.0 J0.0
G3 Y-17.3205 I10.0 J-17.3205
G3 X20.0 Y0.0 I10.0 J17.3205
M10P1
G0 Z5.0
M30
La simu sous Mach semble fonctionner ..
Je te met le PP en pièce jointe.
PS, j'en ai profité pour créer un sujet séparé, la mise au point du PP risquant de prendre un certain temps et risquant d'en intéresser plus d'un ..
++
David
- Fichiers joints

- PPlazer.zip Vous n'avez pas la permission de télécharger les fichiers joints.(1 Ko) Téléchargé 185 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Dim 21 Avr 2013 - 15:24
dh42 Dim 21 Avr 2013 - 15:24
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Post Pro laser pour Cambam-Mach3
![]() mich68 Lun 22 Avr 2013 - 7:48
mich68 Lun 22 Avr 2013 - 7:48
Ah oui alors j'ai du inverser également m10p1 et m11p1 !

Super MERCI pour ton aide je vais tester cela !
je te dirai!
Oui en effet ça pourrai servir , ça m'étonne d’ailleurs que personne ne t'a demandé ça plutôt ! lol
@plus
mich68- petit nouveau
- Messages : 27
Points : 43
Date d'inscription : 03/03/2013
Age : 71
Localisation : Alsace
Re: Post Pro laser pour Cambam-Mach3
![]() mich68 Mer 24 Avr 2013 - 18:26
mich68 Mer 24 Avr 2013 - 18:26
Voila donc j'ai mis en place ton Post process ! j'ai réalisé un petit Gcode de gravure ! et CA MARCHE NIKEL lol
Donc pour mon gcode j'ai mis l'incrément de passe à 0.1 j'ai mis le dégagement à 0 et profondeur final à - 0.1 !
Grand merci a toi pour ce résultat que je trouve rapide lol !
Ce qui serai bien c'est de ne pas utiliser du tout le déplacement Z pour allumer et éteindre la diode ! croit tu que c'est possible!
et le must naturellement , ce serai de pouvoir intégrer également le PWM ! donc le réglage de variation d'intensité !
Mais je rêve peut être lol !
En tout cas merci encore pour ton aide !
@plus
mich68- petit nouveau
- Messages : 27
Points : 43
Date d'inscription : 03/03/2013
Age : 71
Localisation : Alsace
Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Mer 24 Avr 2013 - 20:45
dh42 Mer 24 Avr 2013 - 20:45
Les macro qui allument/éteignent le laser dans Cambam sont commandées par un mouvement en Z, dès que tu passe au dessus ou au dessous de la valeur de "surface pièce", il faut donc qu'il y ai une variation en Z, mais elle peut très bien n'être que de 0.01 mm si tu veux (voir moins)
Par exemple
"plan de dégagement" = 0.01
"Surface pièce" = 0
"Profondeur finale" = -0.01
Pour "incrément de passe", met le à 0 ; pour CB ça signifie "prendre toute la profondeur d'un coup" (donc dans ce cas jusqu'à -0.01 en Z)
Pour la puissance du laser via le PWM, Cambam sort une vitesse de rotation dans le Gcode, sous la forme Sxxxx (par ex: S1000 pour 1000 tr/min), si tu définis cette V de rotation dans ton op. d'usinage, tu pourra l'exploiter sous Mach3 pour régler la puissance du laser comme si tu modifiait une V de broche. Seul inconvénient, cette valeur est fixe pour toute une opération d'usinage, elle ne peut pas varier en cours d'opération.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Post Pro laser pour Cambam-Mach3
![]() mich68 Sam 27 Avr 2013 - 10:38
mich68 Sam 27 Avr 2013 - 10:38
C'est vrai, c'est pas gênant pour la mise en route et l’arrêt de la diode d'utiliser le déplacement du Z !
pour l'instant je n'utiliserai pas le PWM ! mais pour la suite on verra ce que ca donne!
Je mettrai des fotos du résultat !
Merci pour toute ces info! rapide bravo !
mich68- petit nouveau
- Messages : 27
Points : 43
Date d'inscription : 03/03/2013
Age : 71
Localisation : Alsace
Re: Post Pro laser pour Cambam-Mach3
![]() Franck70 Lun 3 Juin 2013 - 18:48
Franck70 Lun 3 Juin 2013 - 18:48
Nouveau sur le forum, je rencontre le même problème sur une table de découpe plasma "home made", avez vous résolu le votre ?
Par exemple sur une découpe au plasma de 2 trous de 20mm distants de 100mm la torche l'allume trop tot en ne s’éteint pas entre les 2 cercles de 20.
J'ai téléchargé le fichier PPLazer et installé dans le dossier sytem, chargé le post processeur via le menu outils, le bon profil dans l'usinage, et une profondeur finale négative (-0,1) mais la torche ne démarre pas du tout.
merci pour votre aide.
Franck
Franck70- petit nouveau
- Messages : 9
Points : 9
Date d'inscription : 03/06/2013
Age : 57
laser
![]() mich68 Mar 4 Juin 2013 - 8:10
mich68 Mar 4 Juin 2013 - 8:10
vous utilisé quel logiciel de pilotage pour votre machine ?
@plus
mich68- petit nouveau
- Messages : 27
Points : 43
Date d'inscription : 03/03/2013
Age : 71
Localisation : Alsace
Re: Post Pro laser pour Cambam-Mach3
![]() Franck70 Mer 5 Juin 2013 - 14:04
Franck70 Mer 5 Juin 2013 - 14:04
Franck
Franck70- petit nouveau
- Messages : 9
Points : 9
Date d'inscription : 03/06/2013
Age : 57
Re: Post Pro laser pour Cambam-Mach3
![]() mich68 Mer 5 Juin 2013 - 19:52
mich68 Mer 5 Juin 2013 - 19:52
@plus
mich68- petit nouveau
- Messages : 27
Points : 43
Date d'inscription : 03/03/2013
Age : 71
Localisation : Alsace
Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Mer 5 Juin 2013 - 20:29
dh42 Mer 5 Juin 2013 - 20:29
Je viens de l'essayer sur Mach3 plasma, avec les réglages d'origine de Mach et un fichier simple fait sous CB et ça semble fonctionner ; la LED Torch ON clignote en jaune lorsque la torche est censée être allumée et elle s’éteint bien entre les différents usinages.
A tu vérifié si ce voyant clignotait ? si c'était le cas, alors comme dis Mich68, ça dois être un pb de config du pin de sortie pour le démarrage de la torche.
Vérifie déjà que lorsque tu clique sur le bouton Torch ON ta torche démarre, si ce n'est pas le cas, inutile de chercher dans le post pro.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Post Pro laser pour Cambam-Mach3
![]() Franck70 Jeu 6 Juin 2013 - 11:31
Franck70 Jeu 6 Juin 2013 - 11:31
j'avais modifier les réglages de torche en même temps (arrêt auto et lazer...)
quand on fait des essais c'est vrai qu'il ne faut pas modifier plusieurs variables en même temps !!!
merci pour votre aide et à bientôt sur le forum, j'ai hâte de faire les premières découpes tout à l'air OK à present.
Franck
Franck70- petit nouveau
- Messages : 9
Points : 9
Date d'inscription : 03/06/2013
Age : 57
Installation THC problème de temporisation
![]() Franck70 Dim 24 Nov 2013 - 17:48
Franck70 Dim 24 Nov 2013 - 17:48
du coup les découpes ne sont pas complète, il faudrait que les mouvements X et Y ne démarrent que 2 ou 3 secondes après l'allumage de la torche.
J'utilise le post-pro mach3-LZ (un grand merci au passage
Que dois-je modifier dans Cambam pour résoudre ce problème ?
merci de votre aide
Franck70- petit nouveau
- Messages : 9
Points : 9
Date d'inscription : 03/06/2013
Age : 57
Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Dim 24 Nov 2013 - 18:45
dh42 Dim 24 Nov 2013 - 18:45
Sur le PP laser, c'est des M10 M11 qui sont utilisés, donc sans "tempo" ; tu peux peut être essayer avec des M3 M5 à la place, comme pour une broche, qui elle aussi à besoin de temps pour "monter dans les tours".
Si la tempo n'est pas suffisante, il est possible ensuite de modifier la commande M3 dans Mach pour y ajouter une tempo supplémentaire.
En principe, il est possible de régler une tempo après démarrage de la broche directement dans les paramètres de mach3 ; mais je ne suis jamais arrivé à la faire marcher (d’où l'idée de mettre une tempo directement dans le "code" du M3 si la tempo n'est pas suffisante)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Dim 24 Nov 2013 - 19:17
dh42 Dim 24 Nov 2013 - 19:17
Edit: Quel ScreenSet utilise tu pour ton plasma ? ; si c'est le screenset anglais original, je peux te le modifier pour que tu puisse entrer directement
une valeur de tempo dans l'écran de mach ; de cette façon ce sera plus facile à ajuster (et peux être nécessaire en fonction de l'épaisseur de la tôle)
++
David
- Fichiers joints
- Mach3-plasma.zip Vous n'avez pas la permission de télécharger les fichiers joints.(1 Ko) Téléchargé 73 fois
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Post Pro laser pour Cambam-Mach3
![]() Franck70 Lun 25 Nov 2013 - 11:38
Franck70 Lun 25 Nov 2013 - 11:38
J' utilise la dernière version de Mach3 (en français) sans screenset je n'y connais d'ailleurs rien là dessus, mais je suis prêt à tenter si cela peut régler mon problème.
Franck70- petit nouveau
- Messages : 9
Points : 9
Date d'inscription : 03/06/2013
Age : 57
Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Lun 25 Nov 2013 - 20:19
dh42 Lun 25 Nov 2013 - 20:19
Ah oui, il y a un mieux. Peut tu me confirmer que ton Mach3 à cette apparence (en mode fraisage) ? Si c'est le cas je le téléchargerais pour te le modifier ; je n'ai pas cette version pour l'instant.

Voila un exemple de celui que j'ai modifié hier pour test (encerclé en rouge, ce que j'ai rajouté) ... et ça marche !!

++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Post Pro laser pour Cambam-Mach3
![]() Zarkann Lun 25 Nov 2013 - 20:22
Zarkann Lun 25 Nov 2013 - 20:22
Pour ceux qui seraient tenté par une temporisation sous Mach3 le code est G4 Pxxx en 1000ème de seconde (par défaut), mais il me semble qu'on peut modifier les unités de temps
Par exemple G4 P6000 = 6 secondes
@++ Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.


Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Re: Post Pro laser pour Cambam-Mach3
![]() dh42 Lun 25 Nov 2013 - 20:48
dh42 Lun 25 Nov 2013 - 20:48
Oui, mais il vaut mieux ne pas mettre la tempo dans le Gcode, sinon tu est obligé de régénérer le code à chaque changement de tempo. Dans ton cas ce n'est pas un problème, vu que c'est juste pour la tempo de la broche, il suffit qu'elle soit assez longue pour que la broche prenne ses tours, mais dans le cas du plasma, je pense qu'il va falloir modifier la tempo en fonction de l'épaisseur de la tôle, pour tenir compte du temps que la torche met à la percer.
Je ne sais plus ou, mais j'avais vu que les gens qui font de la découpe plasma à la CN utilisent souvent une entrée dans la matière, de façon à ne pas amorcer directement sur le tracé (pour éviter la marque faite à l’amorçage). Sur CB, je pense que l'on doit pouvoir utiliser les entrées tangentes.
Par exemple, pour découper un trou circulaire.
PS, il s'agit d'une opération de contour, avec Ø outil mis à 0 afin de couper sur le trait. (et de bénéficier des entrées dans la matière, qui n'existent pas sur une opération de gravure. (changer intérieur/extérieur dans l'op pour changer le coté ou sera l'arc)
http://www.atelier-des-fougeres.fr/Cambam/Aide/cam/LeadMoves.htm
Ça peut peut être aussi régler le pb de départ un peu retardé (ou au moins permettre d'affiner)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25103
Points : 37819
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Post Pro laser pour Cambam-Mach3
![]() Franck70 Lun 25 Nov 2013 - 23:51
Franck70 Lun 25 Nov 2013 - 23:51
Pour l'entrée en matière je l'utilise déja depuis un moment avec succès, c'est en effet assez pratique avec le plasma sur des formes simples, parfois sur des formes compliquées les arcs tangents ne sont pas toujours bien positionnés (alternance intérieur et extérieur).
J'avais également testé la solution d'Eric hier ajouter un code G4 P3000 mais je dois l'ajouter à la main c'est donc un peu galère.
Franck70- petit nouveau
- Messages : 9
Points : 9
Date d'inscription : 03/06/2013
Age : 57
Re: Post Pro laser pour Cambam-Mach3
![]() Zarkann Mar 26 Nov 2013 - 18:38
Zarkann Mar 26 Nov 2013 - 18:38
Effectivement l'entré dans la matière est utilisé en laser, en découpe jet d'eau.
@++Eric
_________________
Cordialement .::Zarkann::. .::Administrateur et Fondateur MB::.
Zarkann- Admin
- Messages : 2041
Points : 3620
Date d'inscription : 06/12/2008
Age : 56
Localisation : St Sylvestre (87) -
Page 1 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Post-pro Num sur Cambam...
» Post processeur pour Open builds Black box dans CAMBAM
» Utiliser CamBam pour de la gravure laser sur une machine GRBL
» recherche infos pour faire de la gravure laser en anlogique avec mach3