






graissage CNC
Page 1 sur 2 • 1, 2 

 graissage CNC
graissage CNC
![]() diomedea Sam 4 Juil 2015 - 11:57
diomedea Sam 4 Juil 2015 - 11:57
Voila...
Même si elle tourne peu, je me suis inquiété du graissage de ma CNC. J'ai donc fait quelques recherches la dessus et consulté la doc Bosch Rexroth... C'est carrément imbuvable! On y lit (si j'ai bien compris!) que pour des patins 16.. ...11 rail de 15, c'est 0,4 cm3 (X1) à gauche et à droite tout les... 750km! Le tout dépendant évidemment de la charge à la quelle sont soumis les patins!
Ça c'est la théorie... Mais dans la vrai vie, comment faites vous?
Voici la pompe que j'ai récupéré...

... et son embout.

Le type de graisseur, les patins sont des 165 911 420.
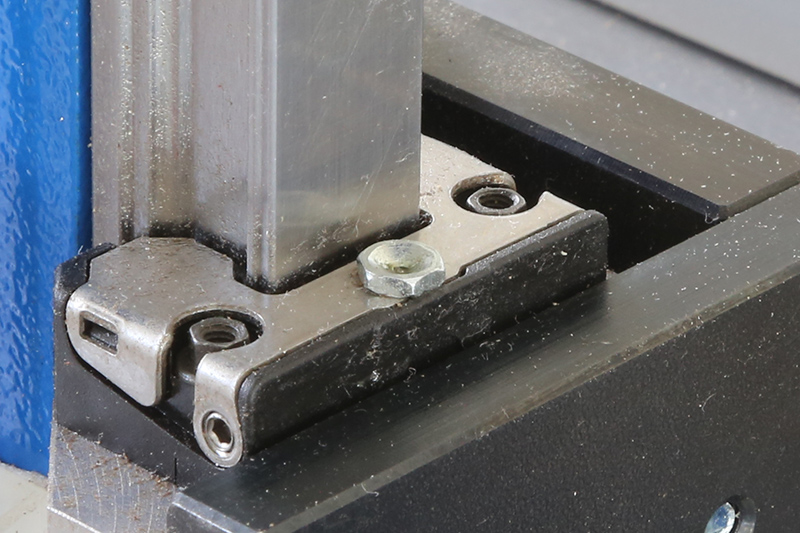
Pour les graissages à gauche et à droite ça va pas être simple! En tout cas pour les X et Z.

De plus la pompe ne passe pas!

Voila la situation...
Bonne journée,
JPaul

diomedea- complétement accro

- Messages : 12630
Points : 23438
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)

Re: graissage CNC
![]() boiseux33 Sam 4 Juil 2015 - 13:55
boiseux33 Sam 4 Juil 2015 - 13:55
Je n'ai cependant pas les même besoins en graissage (juste un graisseur sur une perceuse de charpente Metabo antédiluvienne).
L'inconvénient de la miniaturisation, c'est l'accessibilité limitée aux pièces d'usure
peut-être existe-t-il des pompes coudées ou desaxées ? Ou y a-t-il un moyen de cintrer suffisamment la section de tube entre réservoir et embout sans l'endommager ?

boiseux33- complétement accro
- Messages : 1244
Points : 2289
Date d'inscription : 03/02/2013
Age : 44
Localisation : Bassin d'Arcachon ou mer de la tranquilité selon les moments
graissage CNC
![]() Invité Sam 4 Juil 2015 - 14:07
Invité Sam 4 Juil 2015 - 14:07
Pour le graissage de ce genre de patin , je n'utilise pas ces graisseurs pour pompe à pousser, ça ne passe jamais, même si il y a 6
positions possibles de placer les graisseurs ( ces graisseurs ne sont que sur les patins taille 15 et peut être 20 pas sur de la dernière taille)
J'utilise des graisseurs pour pompes standard , il m'arrive de mettre des graisseurs droit, coudé à 90° ou à 45 °
soumis à un droit de réserve, je ne peux mettre de photos d'exemples de montage
il nous ai de plus en plus demandé un graissage centralisé déporté
Pour ce faire, le graisseur du patin est remplacé par un raccord avec un tuyau de Ø 4mm qui va à un graisseur positionné dans un espace accessible
on y place d'ailleurs plusieurs graisseurs cote à cote sur un support
quand à la quantité de graisse, c'est deux coups de pompe il faut que l'ancienne graisse dégueule du patin
à + Lulu

Invité- Invité
Re: graissage CNC
![]() diomedea Sam 4 Juil 2015 - 14:32
diomedea Sam 4 Juil 2015 - 14:32
Merci pour vos réponses!
Lulu, j'avais bien pensé à quelque chose comme ce que tu décris... Je sais donc ce qu'il me reste à faire!
Comment détermine tu la fréquence de graissage?
diomedea- complétement accro
- Messages : 12630
Points : 23438
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: graissage CNC
![]() Ty Coat Sam 4 Juil 2015 - 15:08
Ty Coat Sam 4 Juil 2015 - 15:08
Lulu 21 a écrit: Bonjour
Pour le graissage de ce genre de patin , je n'utilise pas ces graisseurs pour pompe à pousser, ça ne passe jamais, même si il y a 6
à + Lulu
Bonjour à tous,
Bien d'accord avec Lulu. Je n'ai pas le bonheur d'avoir une CNC, mais je le même problème de graissage. J'ai la même pompe que JPaul, et pour graisser ma PF 32 et le tour Emco, j'ai beau mettre plusieurs coups de pompes mais j'ai l'impression que rien ne passe. Peut être parce que ma pompe n'est pas adaptée pour passer l'huile préconisée par Emco et Cincinnati. avez vous de meilleures solutions sans mettre un graissage centralisé?
Ty Coat

Ty Coat- complétement accro
- Messages : 2103
Points : 3062
Date d'inscription : 20/08/2014
Age : 74
Localisation : Plounevez-Lochrist
Re: graissage CNC
![]() Invité Sam 4 Juil 2015 - 19:36
Invité Sam 4 Juil 2015 - 19:36
les patins en taille 25 (de mémoire, c'est ceux sur ta machine) nous sont livrés avec un graisseur droit non monté
on le met en lieu et place d'une des six vis sans tête du patin

c'est ce type de graisseur filetage en M6

souvent, ils sont remplacés par ce genre de graisseur
coudé droit ou coudé à 45 ° (filetage en M6 aussi)
je suis quand même surpris que le constructeur de la machine utilise d'autre type de graisseur (à moins qu'il y ai possibilité de choix à l'achat
chose que je ne sais pas)
il serait peut être utile de lui remonter l'information et de lui demander qu'elle pompe utiliser
concernant la fréquence de graissage : je fais une réponse de normand à un breton

cela dépend de l'utilisation ! ils sont donnés pour 750 Km (à ma connaissance c'est plus )
il faudrait effectuer le calcul : 750 Km divisé par la course en X (aller/retour) de la machine pour avoir une idée du nb d'aller/retour et à ce
moment (évidemment au pif) estimé la quantité d'usinage possible en jour /mois/année pour avoir une idée de fréquence de graissage
àmha une fois tout les six mois doit être réaliste
à + Lulu
Invité- Invité
Re: graissage CNC
![]() diomedea Sam 4 Juil 2015 - 19:53
diomedea Sam 4 Juil 2015 - 19:53
En tout cas merci pour tes réponses!
Mais c'est bon, j'ai réussi!
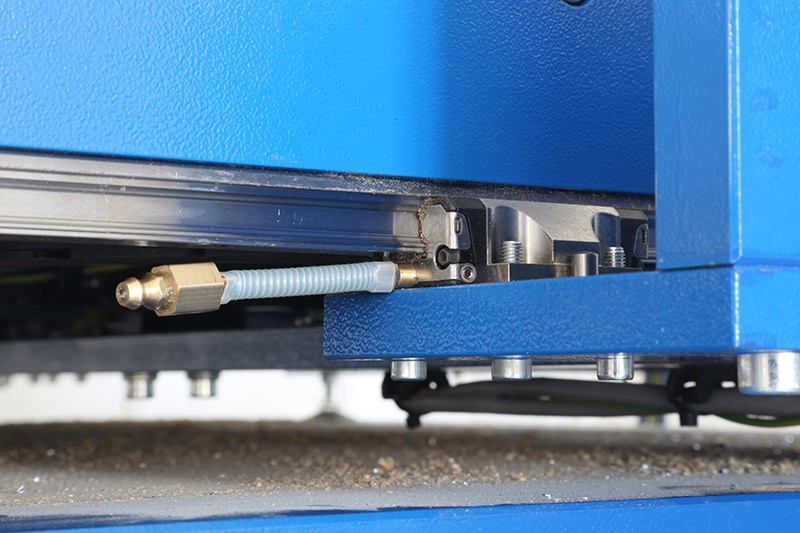
Je me suis fais une raison, sans raccord adapté le graissage est impossible! je m'en suis donc fabriqué un...
Il me faut donc passer d'un filetage M3 à un embout graisseurs hydrauliques classique, comme celui que j'ai au bout de ma PPE à graisse!
Pour percer petit, j'ai sorti mon... petit tour! La vis de Ø3 est percé à 1.
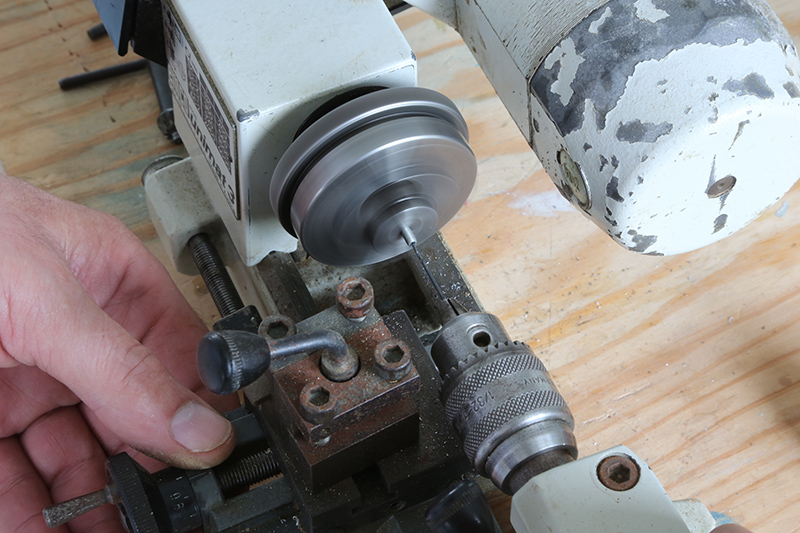
Rien de compliqué... Deux pièces filetées et un bout de gaine de fil électrique.
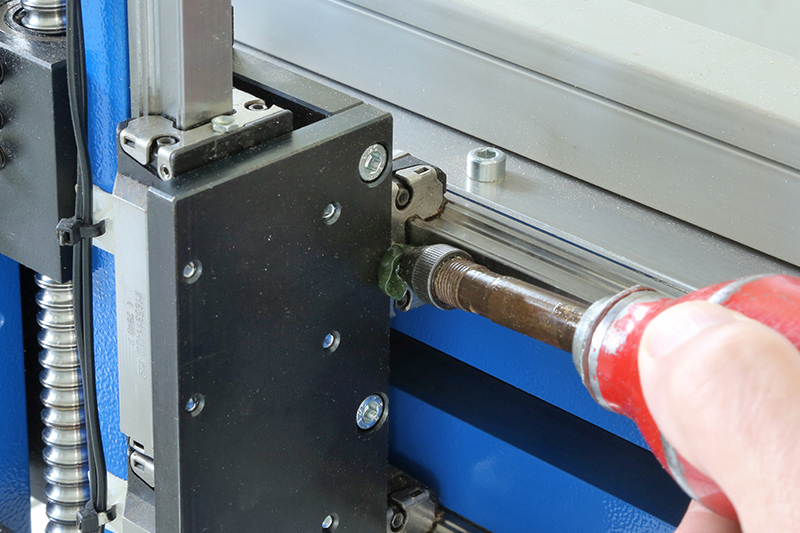
Je passe donc de ma PPE à graisse, au M3.
Premier test à blanc... ça passe!

L’embout hydraulique classique.

Prêt pour le premier essai en situation...
Pas très efficace le sertissage des manchons!

Re-sertissage, et re-essai...

Cette fois c'est bon, la graisse à dégueulée!

Bonne soirée,
JPaul
diomedea- complétement accro
- Messages : 12630
Points : 23438
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: graissage CNC
![]() KOKO 57 Sam 4 Juil 2015 - 20:39
KOKO 57 Sam 4 Juil 2015 - 20:39

KOKO 57- complétement accro
- Messages : 9715
Points : 10659
Date d'inscription : 05/05/2015
Age : 58
Localisation : Moselle (57)
diomedea- complétement accro
- Messages : 12630
Points : 23438
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: graissage CNC
![]() Invité Sam 4 Juil 2015 - 21:01
Invité Sam 4 Juil 2015 - 21:01
pour de la taille 15, j'ai pas mieux comme solution !
un raccord pneu M3 tuyau de Ø 4 mm un autre raccord pneu en 1/8 tuyau Ø 4mm sur un manchon 1/8 et un graisseur de 1/8 de l'autre bout
du manchon, c'est notre bricolage pour graisser les patins lors de leur monte (après comment fait le client, bein j'en sais rien
à + Lulu
Ps : evidemment bien sur, cela oblige à démonter le graisseur en place, à graisser et à remonter le graisseur
Dernière édition par Lulu 21 le Sam 4 Juil 2015 - 21:05, édité 1 fois (Raison : précision !)
Invité- Invité
Re: graissage CNC
![]() dh42 Sam 4 Juil 2015 - 21:08
dh42 Sam 4 Juil 2015 - 21:08
C'est marrant, le même sujet est paru sur le forum Cambam
http://www.cambam.co.uk/forum/index.php?topic=4966.0
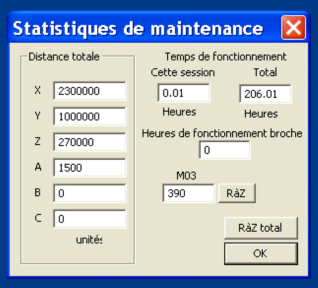
Pour connaitre la distance parcourue par chaque axe, il y a une option dans Mach3

C'est indiqué en mm, et on peux remettre les compteurs à 0 via le bouton RESET ALL
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: graissage CNC
![]() Invité Sam 4 Juil 2015 - 21:17
Invité Sam 4 Juil 2015 - 21:17
oh bein si dans le Mach, il y a la distance parcourue des axes, ne reste q'une alarme à mettre à 750 Km et on peux dormir sur les deux oreilles !
à + Lulu
Invité- Invité
Re: graissage CNC
![]() seb92 Dim 5 Juil 2015 - 0:33
seb92 Dim 5 Juil 2015 - 0:33
Génial ce compteur de mm dans mach3 !
Merci David ! grâce à toi, on en apprends tous les jours sur les arcanes de ces logiciels
La question de la fréquence de graissage, je me la posait il y a peu ; et c'est vrai que c'est un peu chi* d'accès sur la plupart des patins…!
Je vais devoir également me trouver / ou faire un raccord souple pour une pompe à graisse pour atteindre les graisseurs.
Idem pour les écrous à bille ; la plupart sont mal positionnés.
Sur les miens (comme la plupart), les graisseurs sont droit, courts, et montés à 45°… on se demande qui a pondu ça comme ça, d'un accès toujours galère.
Pour le X, impossible par en dessous de la machine (sauf en la soulevant d'un côté pour l'atteindre) ; sinon, il faut démonter le martyr pour y avoir accès + facilement.
à la prochaine révision complète, graissage total en espérant ne pas avoir à tout démonter et du coup ne pas avoir à refaire tous les calages mécaniques… j'y ai passé des heures au montage de la machine… j'ai pas trop envie de m'y recoller, surtout avec la précision que j'ai réussi à obtenir…
Je ne sais pas ce que vous utilisez comme graisse ; quand j'ai acheté les équipements mécaniques, une grosse cartouche SKF de graisse "bleu lagon" était fournie gratuitement avec.
Cette graisse est vraiment top ! comme il y en a des tonnes, je l'utilise partout à l'atelier, et c'est dingue comme elle rend tous les mouvements silencieux… même les gonds de fenêtre en ont eu une petite noix ; un régal
à suivre
Sebastian

seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Re: graissage CNC
![]() icarePetibles Dim 5 Juil 2015 - 7:21
icarePetibles Dim 5 Juil 2015 - 7:21
Et s'il n'y a pas de solution c'est qu'il n'y a pas de problème (les Shadoks)diomedea a écrit:Never problems, only solutions...

icarePetibles- acharné du forum

- Messages : 414
Points : 762
Date d'inscription : 14/05/2015
Age : 70
Localisation : Moselle
Re: graissage CNC
![]() diomedea Dim 5 Juil 2015 - 7:47
diomedea Dim 5 Juil 2015 - 7:47
Et non, c'est bien du 15!Lulu 21 a écrit:je croyais qu'elle était équipé en taille 25
Ps : evidemment bien sur, cela oblige à démonter le graisseur en place, à graisser et à remonter le graisseur
Je compte remplacer les graisseurs par de simple vis M3, plus facile à déposer....
En fait la solution que tu propose, est celle décrite dans le forum CamBam? c'est bien ça? Mais sur la mienne ça n'est pas possible, car en fin de courses les graisseurs ne sont qu'à quelques mm seulement de la structure de la machine...
Merci David!dh42 a écrit:Pour connaitre la distance parcourue par chaque axe, il y a une option dans Mach3C'est indiqué en mm,
et on peux remettre les compteurs à 0 via le bouton RESET ALL
Option intéressante, c'est toujours bien de savoir ou on en est! Mais avant que le Z ne fasse ses 750km, je pense que ça va prendre un peu de temps!
Comment fais tu pour la tienne? ça ne sont pas les mêmes guides? Je crois...
De ce coté la c'est bon pour moi!seb92 a écrit:Idem pour les écrous à bille ; la plupart sont mal positionnés.
J'ai opté pour de la multiservice, préconisée pour le graissage des roulements.seb92 a écrit:Je ne sais pas ce que vous utilisez comme graisse
Les Shadoks! Des grands spécialistes de la pompe!icarePetibles a écrit:Et s'il n'y a pas de solution c'est qu'il n'y a pas de problème (les Shadoks)
Bon dimanche,
JPaul
diomedea- complétement accro
- Messages : 12630
Points : 23438
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: graissage CNC
![]() seb92 Dim 5 Juil 2015 - 13:09
seb92 Dim 5 Juil 2015 - 13:09
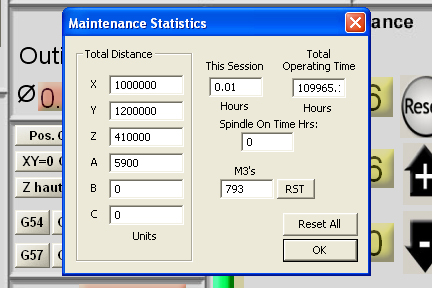
je viens contrôler les données d'utilisation de ma cn… je ne me doutais pas d'une utilisation si longue
juste une question sur cet affichage :
je n'ai pas trouvé où l'on peut régler les unités de distances parcourues (en mm, cm, hectomètres, km
Quand au temps d'utilisation, il indique réellement la durée de fonctionnement machine ? ou sa totalise le temps d'ouverture de mach3 ?
un aperçu du print écran
Que veux dire le code MO3 ?
merci David
Sebastian
seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Re: graissage CNC
![]() Hervé-34 Dim 5 Juil 2015 - 13:53
Hervé-34 Dim 5 Juil 2015 - 13:53
Seb, à quel endroit as-tu trouvé cette maintenance ??
Merci
Hervé
Hervé-34- complétement accro
- Messages : 4522
Points : 5737
Date d'inscription : 07/07/2014
Age : 72
Localisation : 34390 Tarassac
Re: graissage CNC
![]() seb92 Dim 5 Juil 2015 - 17:17
seb92 Dim 5 Juil 2015 - 17:17
Comme montré par David, page précédente
dans mach3 : menu déroulant = opérateur --/-- ligne = temps machine
la fenêtre s'affiche
En relisant le texte de David, les courses de chaque axe sont données en mm.
Bonne vérif
tu risque d'être surpris… comme moi
Sebastian
seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Re: graissage CNC
![]() diomedea Dim 5 Juil 2015 - 17:57
diomedea Dim 5 Juil 2015 - 17:57
Et si je continue à ce rythme, je ne suis pas prêt de les voir!
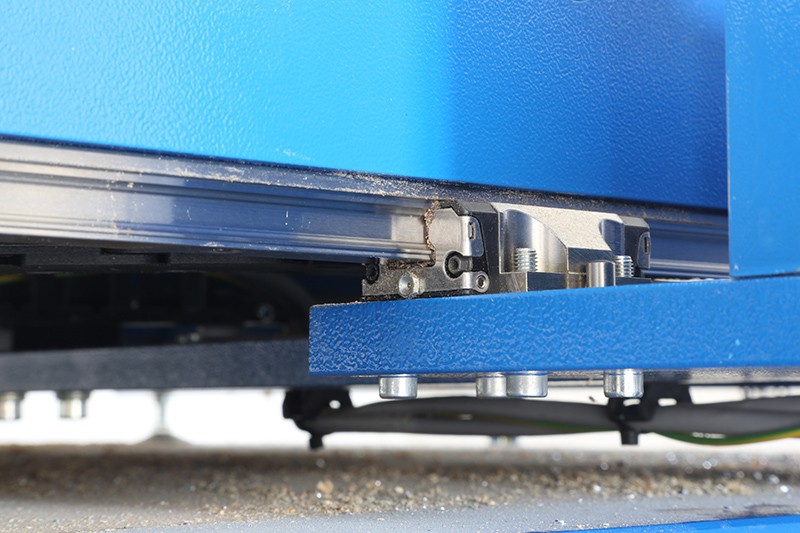
Un des graisseur du Y:
Aucune clé de passe! et c'est la même chose pour X. J'ai réussi à les avoir en les débloquant d'un léger coup de chasse goupille, puis en les faisant tourner avec la pointe d'un petit tournevis.
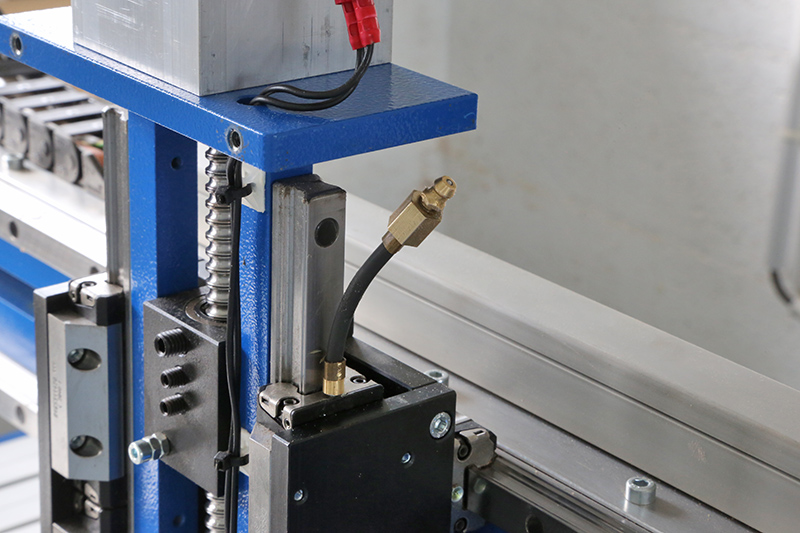
Le flexible renforcé par un ressort et de la gaine thermorétractable, à quand même lâché... avec le montage d'hier, je n'ai réussi qu'à en faire un...
Nouvel essai avec de la gaine thermo en remplacement de la gaine électrique.

Cette fois c'est bon, j'ai pu tout graisser sans problème!

Les graisseurs ne sont pas remontés, ils sont remplacés par de simple vis en guise de bouchons.
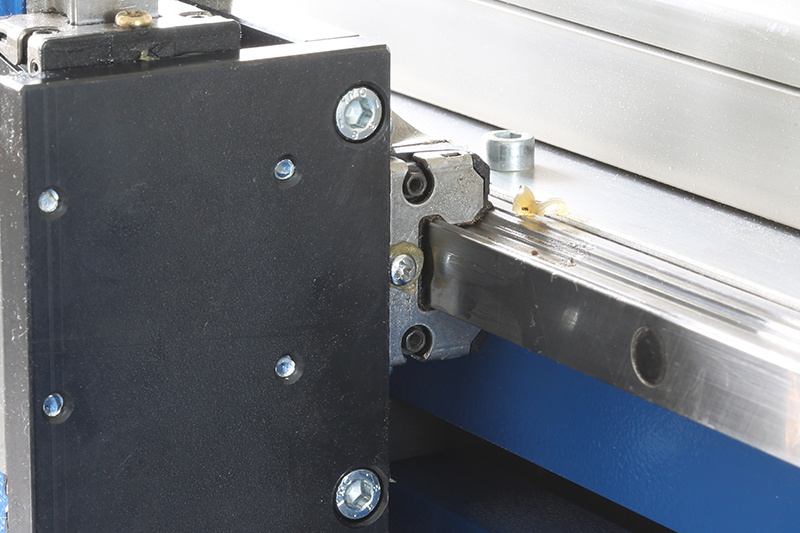
Voici ce qui illustre ce que je disais hier à propos du manque de place... Le graisseur est du coté de la plaque du châssis.


J'ai également graissé les écrous des vis, mais là ce sont des graisseurs plus classiques, identiques à celui que j'ai utilisé sur le flexible.
++
JPaul
diomedea- complétement accro
- Messages : 12630
Points : 23438
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: graissage CNC
![]() dh42 Dim 5 Juil 2015 - 18:23
dh42 Dim 5 Juil 2015 - 18:23
Comment fais tu pour la tienne? ça ne sont pas les mêmes guides? Je crois...
Pour moi c'est plus simple, c'est juste des douilles laiton coulissant sur une barre rectifiée ... surtout pas de graisse, juste un coup de sopalin imbibé de Dégrip-Oil avant chaque utilisation ...

Le graisseur que l'on vois sur la photo sert à graisser la VàB ... dans mon cas, 2 coup de pompes/mois pour une machine qui tourne(ait) 5j/7 - 6h00/j ...
Je suis passé à l'huile de boite (W90) à la place de la graisse, car en hiver la graisse fige et la machine bloque au delà d'une certaine vitesse.
Un jour il faudra que je trouve comment démonter les écrous Isel pour les nettoyer ; il y a probablement de la crasse qui est passé dedans à l'époque ou je n'avais pas d'aspiration car parfois, ça fait un 'clong' ... comme si l'écrou se bloquait temporairement (seulement à haute vitesse) ... enfin, c'est l'effet que ça fait ... si ça se trouve ça viens d'ailleurs, mais pour l'instant ce sont mes meilleurs suspects ..
Quand au temps d'utilisation, il indique réellement la durée de fonctionnement machine ? ou sa totalise le temps d'ouverture de mach3 ?
le temps d'ouverture de mach3 il me semble.
Que veux dire le code MO3 ?
Le nombre de démarrages de la broche. (commande M3 du Gcode)
Note: le temps de fonctionnement de la broche ne semble pas fonctionner ... pour ma part j'ai fait une bidouille en VBS pour ça
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: graissage CNC
![]() seb92 Dim 5 Juil 2015 - 19:02
seb92 Dim 5 Juil 2015 - 19:02
bravo pour ce raccord ! à force de persévérance
effectivement, t'as encore du chemin à faire… sous le pied
par contre… t'as un paquet d'heure (
@David,
chance, tes graisseurs sont bien accessibles
par contre, je viens de regarder, sur tous mes patins à billes… aucun graisseurs en vue
Je sens qu'il va falloir que je perce/taraude tous les blocs pour en mettre un… et donc faudra tout démonter pour ça… gasp
Au premier assemblage, je les avaient garnis d'un peu de graisse ; les joints racleurs sont efficaces car aucune perte visible sur les rails… ouf !
Les seuls graisseurs sont donc sur les écrous à billes des vab… pour l'instant, une petite noisette de temps en temps étalée au doigt… ça le fait !
Pour le temps d'utilisation de la broche, j'ai une broche kress ; je l'ai câblée pour qu'elle démarre automatiquement à chaque lancement d'opération ; par contre le réglage de la vitesse, c'est bibi à la main qui le fait
Quand elle claquera (le + tard possible j'espère) je la remplacerai peut-être par une schunner (en croisant les doigts pour une série fiable) ou une watercooled… on verra.
C'est donc pour ça que son temps d'utilisation n'est pas comptabilisé.
Sinon, tu confirmes que les unités de distances sont bien en mm ?
Longue vie à nos machines
Sebastian
seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Re: graissage CNC
![]() diomedea Dim 5 Juil 2015 - 19:15
diomedea Dim 5 Juil 2015 - 19:15
Effectivement, c'est très différent!
Il y a des soucies avec les Suhner?seb92 a écrit:...je la remplacerai peut-être par une schunner (en croisant les doigts pour une série fiable)...
Au fait, c'est quoi ta machine?
diomedea- complétement accro
- Messages : 12630
Points : 23438
Date d'inscription : 14/01/2009
Age : 64
Localisation : Bretagne (29)
Re: graissage CNC
![]() dh42 Dim 5 Juil 2015 - 19:20
dh42 Dim 5 Juil 2015 - 19:20
Sinon, tu confirmes que les unités de distances sont bien en mm ?
Oui
C'est donc pour ça que son temps d'utilisation n'est pas comptabilisé.
Quel que soit le montage, le compteur est censé démarrer lorsque le Gcode envoi un m3 ou un m4 (marche broche CW ou CCW) et s’arrêter lorsqu'il rencontre un m5 (arrêt) ... mais ça n'a jamais fonctionné, sur aucune version de Mach3 ..
Pour la Kress, elle tient le choc !! .. les charbons tiennent environ 200h si utilisée "à fond" (24000 tr) ...et bien sur ils dures 2x plus longtemps si tu tourne à 50% de la vitesse. (et il y a une sécurité)
http://www.metabricoleur.com/t3291-electrobroche-kress-fme-securite-charbons-hs
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: graissage CNC
![]() dh42 Dim 5 Juil 2015 - 19:24
dh42 Dim 5 Juil 2015 - 19:24
Il y a des soucies avec les Suhner?
Athanase à le nez qui chauffe (enfin celui de la broche
http://www.metabricoleur.com/t7543p285-mechmate-tarnaise-1ere-realiation#182400
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: graissage CNC
![]() seb92 Dim 5 Juil 2015 - 19:30
seb92 Dim 5 Juil 2015 - 19:30
J'ai une super machine tout bois hyper précise (j'ai fais un sujet "cnc seb et ses périphériques" ) dans cette rubrique.

Depuis cette photo, l'électronique est dans un boitier… l'aspiration est terminée… et quelques autres améliorations…
J'en est un peu bavé pour le montage de ce kit et fiabilisé le tout à ma sauce… mais le résultat est au rdv ; je tiens le 4/100e de la cote sur du pvc, et quelques premières pièces en alu…
Sebastian
seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Page 1 sur 2 • 1, 2

 Sujets similaires
Sujets similaires» arbre porte fers kity 635
» rétrofit tour intélys G2009
» CNC : quelle quantité au graissage ?
» Graissage Kity 635