






Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
Page 1 sur 6 • 1, 2, 3, 4, 5, 6 

 Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Ven 29 Déc 2017 - 0:10
rico Ven 29 Déc 2017 - 0:10
Pour commencer je précise que je travaille sur une MAKKO. Les dimensions travail sont 1000x680 avec un Z de 180mm.
Ma broche est une KRESS de 1050W. J'avais privilégié au départ la CN et non la broche par souci d'économie.
Bien qu'elle ne manque pas de puissance , je vais passer à une broche HF autour des 1500W je pense avec refroidissement par eau pour 2 raisons principales.
Au-delà de 60mm de fraise dépassante , l'effort de coupe engendre trop de flexibilité dans le collet de broche , pas adapté pour ce type d'usinage 3D.
Les conséquences sont des "broutages" ou vibrations dans les passes pleines même en ne prenant que 3mm d'incrément.
La seconde raison moins grave mais tout aussi importante est la poussière en suspension que produit la ventilation de la KRESS pour son refroidissement malgré une aspiration en nez de broche.
Fixée au préalablement sur le plan de travail , j'ai supprimé ensuite 2 des 3 montants transversaux et son plateau martyr fourni avec pour bénéficier de toute la profondeur d'usinage. Je peux ainsi usiner dans cette configuration des bruts maxi de 125mm pour des fraises dépassantes de 130.

Un martyr de 10mm percé tout les 5 dans toute l'épaisseur de table me permet de fixer les brut et pièces par le dessous suivant un plan de fixation établi dans CAMBAM. La hauteur de dégagement est limitée à la surface brut.
J'en ai fini des présentation , passons à ma première pièce réalisée après avoir bien galéré pour trouver les bons compomis paramètres/temps usinage et qualité d'usinage.
Tout ce que j'avais appris en fraisage dépassant court (inf. à 35mm) n'a rien à voir avec du 130mm même pour de simple OP de perçage. J'en parlerai dans le prochain post.
Donc la pièce usinée est un espèce de socle très organique percé en son centre qui me servira pour une autre pièce réalisée plus tard.
Le brut fait 530x530x71 usinage simple face. La fraise va donc se noyer de 72mm. IL fallait que j'en fasse 2 , j'en ai profité pour tester des opérations différentes dans CAMBAM. La photo montre les différences de paramètrages et d'OP.

Toutes les photos sont brutes d'usinage évidemment.
Les paramètres en OP ébauche sont identiques pour les 2:
Méthode ligne de niveau avec fraise de 6mm Cyl. dépassante de 105. Temps usinage 3H30.
Rotation 16000
Vitesse avance 1400
Vitesse avance en Pl. 800
Inc. 3 (impossible plus à cause des vibrations lors des passes pleines)
Rec. 0.4
inclinaison des bords à 3° (important) et sens d'usinage en mixte bien sûr.
OP finition identique aussi pour les 2 hormis la pièce du haut qui a bénéficié d'une OP en plus.(J'y reviendrai plus tard)
Balayage horizontal avec fraise hémi de 6. Temps usinage 1H30(pièce du bas 100% balayage).
R16000 0H45(pièce du haut avec option angulaire à 60)
Va2200
Vap800
R 0.1
Réso 0.02
On voit bien sur la photo les limites de la méthode par balayage dans le cas de faces verticales parallèle au sens d'usinage.
Ces vagues n'apparaissent pas lorsque la face verticale est perpendiculaire au sens d'usinage. Ca se comprend.
Pour y remédier 2 solutions (3 si l'on compte l'huile de coude):
- faire un second balayage dans le sens opposé.
- Comme je guette le temps d'usinage j'ai opté pour une OP lignes de niveau finition avec l'option angulaire, utilisée dans la première OP finition par balayage (ou bien par la méthode de région à ne pas usiner).
Paramètres rotation et vitesse identiques mais R et Réso à 0.2 plus Inc. à 0.2 aussi. Temps usinage 1H
En terme de temps d'usinage, on perd environ 15min sur la méthode 100% balayage. La qualité par contre est sans équivoque.
Donc c'est l'OP finition que j'ai faite en plus sur la pièce du haut limité sur la périphérie et en son centre.
L'inconvénient de cette OP est le temps de calcul de CB. Pour ce fichier environ 4h pour un CORE 2 DUO CPUE7400 2.8Ghz mais ça vaut le coup. On voit le résultat.
Le tuto DAR VADOR de dh42 récapitule à lui seul l'univers 2D1/2 et 3D en faisant un point plus précis sur cette méthode de profilage3D.
J'en profite pour saluer et remercier David pour le temps passé à toujours répondre à nos post et des super tutos qu'il nous propose. Ainsi qu'un certain Christian qui se reconnaitra si il me lit.
A bientôt pour une nouvelle réalisation toujours plus profonde...

rico- posteur Régulier

- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11

Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() dh42 Ven 29 Déc 2017 - 2:10
dh42 Ven 29 Déc 2017 - 2:10
Ma broche est une KRESS de 1050W. J'avais privilégié au départ la CN et non la broche par souci d'économie.
Bien qu'elle ne manque pas de puissance , je vais passer à une broche HF autour des 1500W je pense avec refroidissement par eau pour 2 raisons principales.
Au-delà de 60mm de fraise dépassante , l'effort de coupe engendre trop de flexibilité dans le collet de broche , pas adapté pour ce type d'usinage 3D.
Oui, j'avais noté le même problème avec la mienne il faudrait qu'elle soit en plus tenue par le haut ; de plus sur la BZT PF le porte broche est très long, ce qui n'améliore pas les choses pour ce qui est des vibrations ! (il semble fait différemment sur la Makko)
J'en avait fait une version raccourcie, visible ici:
http://www.metabricoleur.com/t2740-porte-outil-court-pour-bzt-serie-pf
L'autre grosse différence entre une Kress et une broche tri avec VFD, c'est le couple à bas régime ; la Kress n'a rien dans le ventre si tu descend en dessous de 10000 tr (c'est une 5000/24000)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Sam 6 Jan 2018 - 20:02
rico Sam 6 Jan 2018 - 20:02
As-tu cependant encore des vibrations ?
Pour info , MAKKO a mis un collet de 10mm d'épaisseur à peine. C'est le seul reproche que je fais sur cette machine.

J'ai trouvé chez sorotec un collet identique à celui que tu as fait, mais en 20mm.

Avant de passer à une broche HF avec les modifs de fixation du collet que ca impliquera , j'ai envie de l'essayer avec ma kress.
L'entraxe doit être standard je pense. Je ne prend pas trop de risque pour 30€.
Penses-tu qu'il me faille quand même percer les 2 trous de positionnement ? Sans déposer tout le support en U d'axe Z ca semble un peu hazardeux non.
Je profite de t'avoir David pour te poser une question CAMBAM.
J'ai un fichier 3D dont la pièce serait a usiner sur les 4 côtés.
Pour exemple prenons un rectangle et ses 4 faces.
Comment appréhenderais-tu le cas ? Positionnement pièce différent sur 2 fichiers pour gérer les 2 retournements ?
Merci par avance.
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() eric44 Sam 6 Jan 2018 - 20:43
eric44 Sam 6 Jan 2018 - 20:43
Si possible, tu perces ta pièce en deux points en attaquant le martyr, puis tu chevilles le martyr, puis tu retournes ta pièce sur les chevilles, suis je clair
@+
Eric

eric44- complétement accro

- Messages : 1658
Points : 2165
Date d'inscription : 04/08/2014
Age : 63
Localisation : Près de Nantes (44) -
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() dh42 Sam 6 Jan 2018 - 22:14
dh42 Sam 6 Jan 2018 - 22:14
Penses-tu qu'il me faille quand même percer les 2 trous de positionnement ? Sans déposer tout le support en U d'axe Z ca semble un peu hazardeux non.
Il faudrait les percer (et même les aléser) avec une grande précision, ce qui n'est pas gagné sans démonter le Z ... et bien sur il faudrait une autre fraiseuse pour le faire .. à mon avis tu a meilleur compte de ne pas les faire et de régler ton porte broche pile poil au comparateur lors de son montage (comparateur dans la broche).
http://www.metabricoleur.com/t9189-surfacage-probleme-de-perpendicularite
Comment appréhenderais-tu le cas ? Positionnement pièce différent sur 2 fichiers pour gérer les 2 retournements ?
Dans le cas d'une pièce mécanique montée en étau, je ferais un fichier par face, le zéro étant pris à chaque face à l'aide d'une pinnule de centrage ; en gros, même méthode que sur une machine manuelle.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Sam 6 Jan 2018 - 23:48
rico Sam 6 Jan 2018 - 23:48
Par contre:
Cette méthode est bonne pour un brut surfacé sur toutes les faces.je ferais un fichier par face, le zéro étant pris à chaque face à l'aide d'une pinnule de centrage ; en gros, même méthode que sur une machine manuelle.
Mais quelle serait la méthode , pour un brut (mdf) non surfacé avec méthode par retournement sur martyr ? comment retrouver la même origine pièce sur le second retournement
Brut de 6 faces mais seulement 4 faces a usiner donc 2 retournements. Je rappelle pour une pièce 3D.
Je me fais bien comprendre ?
J'ai peut être une solution maintenant en y réfléchissant mais je te laisse me donner ton avis avant.
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() dh42 Dim 7 Jan 2018 - 0:00
dh42 Dim 7 Jan 2018 - 0:00
Avec la méthode indiquée par Eric, sauf que si tu a 2 retournements il faudra mettre des piges sur les 2 axes de retournement. Mais à mon avis, il faudra reprendre un 0 pour la 2ieme série de faces, donc tu aura besoin de 2 faces de référence pour faire le 0 en XY de la 2ieme série, donc à toi de les prévoir dans la première série d'usinage.
Ce serait plus clair si tu montrais une 3D de ta pièce.
http://www.atelier-des-fougeres.fr/Cambam/Aide/tutorials/Usinage3D.html
autre solution, utiliser un 4ieme axe. (même manuel, ce n'est pas un problème)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Dim 7 Jan 2018 - 2:25
rico Dim 7 Jan 2018 - 2:25
Mon fichier est en STEP il ne passera pas je crois.
Pour faire simple, imaginons la pièce en un cylindre dont chaques sommets seraient concaves D50mm L100.
Attaches sur sa longueur sur son axe de symétrie en Y + OP percages.
Le cylindre sera donc usiner en premier dans sa longueur sur ses 2 faces après retournement.
Par contre maintenant , dis-moi si je me plante ,pour usiner les 2 sommets concaves , il me faut bien créer un autre fichier cambam ou la pièce sera repositionnée non plus de face , mais de dessus en répétant une autre OP de percage pour le dernier retournement.
Et pour ne pas que les sommets soit désaxé par rapport à la première série d'usinage, ca implique que ces faces soient surfaçées non ?
Même si surfacées et donc perpendiculaires comment reprendre alors le bon 0 en XY sur cette seconde série d'usinage ?
Tu dis
Comment les prévois-tu ?donc à toi de les prévoir dans la première série d'usinage
Merci d'avance David.
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() dh42 Dim 7 Jan 2018 - 3:00
dh42 Dim 7 Jan 2018 - 3:00
Sur ta FAO tu crée une poche circulaire, avec le 0,0 au centre ; tu usine un bloc martyre assez épais pour y loger le cylindre à usiner en bout ; tu prends garde à ne pas perdre ton 0,0 sur la machine.
Sur CB, tu met ta pièce 3D verticale, centrée sur le 0,0 en XY et tu fait ton op d'usinage 3D de cette manière tu sera sûr que tes centres seront alignés.
j’espère que c'est à peut près clair ?
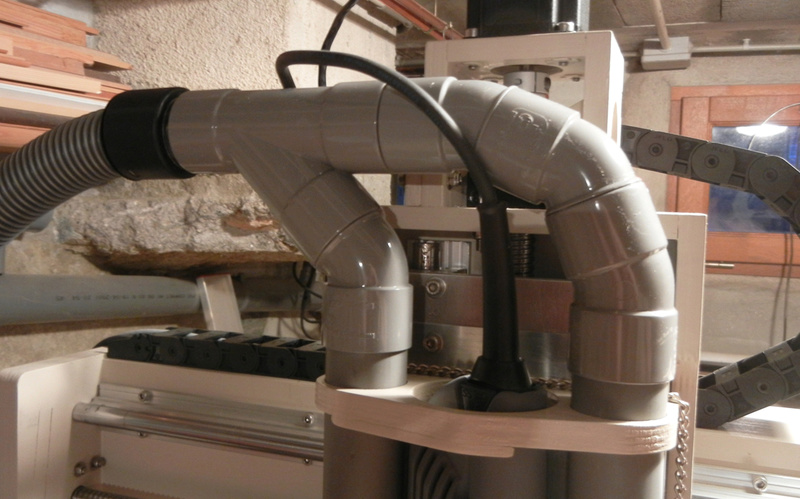
un exemple sur la 2ieme vidéo, ou j'utilise un centreur usiné dans une bonne épaisseur de CP pour y mettre mes cylindres à usiner. (Ø98 h= 30mm). Le cylindre par contre est fait au tour dans mon cas.
http://www.metabricoleur.com/t7986-encore-un-nouveau-systeme-d-aspiration#144064
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() seb92 Dim 7 Jan 2018 - 12:34
seb92 Dim 7 Jan 2018 - 12:34
pour fixer ma kress, j'ai la même embase de fixation de chez sor…tec en 20mm ; c'est du costaud !
Dans le cas d'utilisation d'une Kress, (ou d'autres broches de ce type) ce qui est très important pour supprimer toute vibrations et "flexion" c'est de brider en + la broche à son point haut !
En faisant une patte de fixation à la forme reprise sur la plaque du Z.
Du coup, la broche est extrêmement rigide et ne bouge plus

seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Dim 7 Jan 2018 - 16:18
rico Dim 7 Jan 2018 - 16:18
Impossible depuis hier soir d'heberger une image et de l'insérer.
Message erreur: no conversion from text to iframe ???
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Dim 7 Jan 2018 - 22:41
rico Dim 7 Jan 2018 - 22:41
Merci seb92 , tu l'as fait sur la tienne. tu as une photo à me montrer ?
Merci David , C'est très clair.
Simple et efficace pour ne pas perdre le 0,0 machine avec cette astuce du gabarit centreur.
Comme je peux à nouveau insérer des images, j'ai fait 3 captures de la vraie pièce en question.

Pour l'usinage des 2 sommets : Le problème est résolu (pour la reprise du 0,0).
Par contre, il faut obligatoirement qu'un de ces côté soit rectifié avant. On est d'accord ?

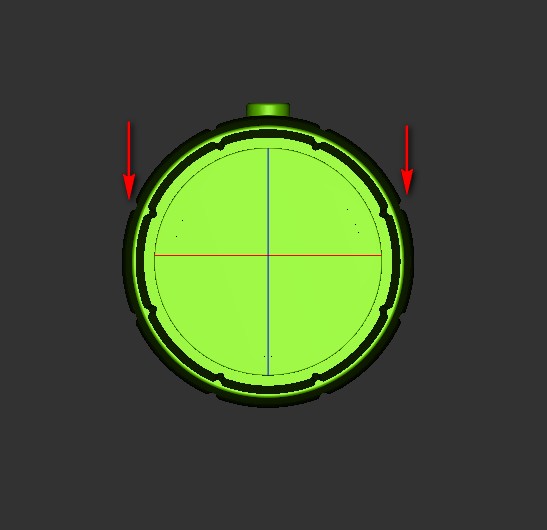
La dernière vue soulève un autre problème (fléche rouge) par rapport aux 2 contre dépouilles des rainures extérieures qui seraient quasi manquantes lors de la première série d'usinage par retournement.
Sans trop espoir et sans utilisation du 4axe bien sûr, avez-vous amis confirmés, une bidouille pour pouvoir y parvenir quand même ?
Merci d'avance.
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() dh42 Dim 7 Jan 2018 - 22:49
dh42 Dim 7 Jan 2018 - 22:49
Sans 4ieme axe, je ne vois qu'un usinage 4 faces (enfin 6 avec les bouts), mais ça ne va pas être simple !
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() seb92 Dim 7 Jan 2018 - 23:52
seb92 Dim 7 Jan 2018 - 23:52
de mes quelques photos pour la fixation haute

Je l'ai modifié depuis cette photo pour mon aspiration, mais le principe est là : un bridage en haut.
à toi d'adapter en fonction avec un ajustement serré.
seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Lun 8 Jan 2018 - 0:34
rico Lun 8 Jan 2018 - 0:34
Aurais-tu les côtes sous le coude de cet ajustement haut ?
Je dois changer le collet de broche d'origine Makko par celui-ci justement( sorotec ?)
Sur la Makko , ils ont mis du 10mm d'ép. hallucinant !
Peux-tu me donner stp aussi l'entraxe des fixations arrières au bati Z et l'entraxe bati Z à l'axe d'aplomb fraise du collet de broche.
Merci par avance
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() dh42 Lun 8 Jan 2018 - 0:40
dh42 Lun 8 Jan 2018 - 0:40
Sinon, une autre idée ; usiner la pièce en 4 parties, toutes usinées verticalement, puis les coller ensembles.
1 pièce allant du dessus jusqu'au bas du cerclage
1 pièce allant du bas du cerclage jusqu'au milieu
même chose de l'autre coté, tourné d'un demi tour.
dans ce cas, tu n'a pas de surplomb non usinable.

++
David
edit:
https://www.usinages.com/threads/fao-3d-usinage-par-strates.31432/
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Lun 8 Jan 2018 - 1:15
rico Lun 8 Jan 2018 - 1:15
Si j'ai bien compris David avec cette solution , je scinde ma pièce en 4 pour créer 4 fichiers bien distincts.
Du coup , les sommets seront usinés dans la même OP que les tranches extèrieures.
En OP finition, la méthode lignes de niveau serait plus appropriée qu'un balayage non ?
Si tu me comfirmes, je valide pour une prochaine soirée copeaux et poussières.
Merci
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() dh42 Lun 8 Jan 2018 - 1:32
dh42 Lun 8 Jan 2018 - 1:32
je scinde ma pièce en 4 pour créer 4 fichiers bien distincts.
Si les 2 cotés de la pièce sont identiques, tu peux même te contenter de 2 fichiers.
Tu n'a pas besoin de couper la pièce réellement (la 3D) ; elle peut rester en un seul morceau.
En OP finition, la méthode lignes de niveau serait plus appropriée qu'un balayage non ?
Oui, tout à fait, c'est ce qui donnera le meilleur résultat.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() seb92 Lun 8 Jan 2018 - 10:55
seb92 Lun 8 Jan 2018 - 10:55
voilà le lien du support chez sorotec : il fait 20mm d'épaisseur.
https://www.sorotec.de/shop/43mm-Euro-spindle-mount.html
à moins que tu ai la matière et du temps pour le faire… au prix que ça coûte ça ne vaut pas la peine de s'embêter !
suivant ta réponse je regarderai les cotes dans la journée ; j'avais recoupé ma plaque alu du Z et refait les perçages et goujons pour remonter / mieux aligner la broche au bas du portique.
Pour le renfort haut, je l'ai refait en ctp de 12 et aligné avec la partie haute de la kress ; un trou rond ajusté au diamètre de la kress puis une cale qui prends appui sur la partie "plate" du haut, une fois la broche montée, avec reprise sur les boulons de patin à l'aide d'une cornière en alu. Comme ça ça reste démontable sans tout désolidariser le Z !
Faut jouer de la lime pour que ça rentre pile "en force" et ça ne bouge plus
La version finale de mon montage.
seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Lun 8 Jan 2018 - 11:18
rico Lun 8 Jan 2018 - 11:18
Je ne compte pas faire le support de broche. Au prix qu'il coûte je vais passé commande.
Je voulais juste m'assurer que l'entraxes sorotec correspondent bien avec ma Makko.
Je ne veux pas te faire démonter le tien pour vérifier. Je pense que ca devrait être identique.
Quand tu peux , merci de m'envoyer une vue de ton aspiration basse aussi.
Je ne sais plus si je l'ai déjà vu.
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() stampeSV4 Lun 8 Jan 2018 - 13:07
stampeSV4 Lun 8 Jan 2018 - 13:07
Table MAKKO 1700x1000x180 et fraiseuse KRESS 1050.
Par contre je ne travaille pas du tout le 3D mais uniquement du détourage (lettrage principalement)
Idem pour la soufflerie de la Kress qui envoie une fine poussière de bois dans tout l'atelier et pourtant aspi a même la broche (masque obligatoire dans l'atelier)
Aurais-tu les références de la broche HF ?
Au plaisir, je suis ce post avec intérêt.

stampeSV4- je prends du galon

- Messages : 77
Points : 95
Date d'inscription : 12/11/2017
Age : 57
Localisation : Belgique
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Lun 8 Jan 2018 - 14:21
rico Lun 8 Jan 2018 - 14:21
Pour ma part , je ne suis pas passer encore à une broche HF.
Je vais essayer un nouveau porte broche avec un maintient haut type seb92 pour le moment.
C'est plutôt David qui pourra t'en dire beaucoup plus en matière de broche HF.
Du coup, ca pourra aussi m'aider à choisir la mienne.
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() seb92 Lun 8 Jan 2018 - 14:58
seb92 Lun 8 Jan 2018 - 14:58
avec un gros débit de fraise dans du bois, difficile de tout aspirer… même avec une aspiration efficace…
@rico,
pas sur (même certain) que les entre-axes soient identiques avec les tiens… chaque fabriquant ses "standards"… malheureusement.
J'ai tout re-percé ; ça ne correspondait pas avec les trous d'origine de la plaque du Z.
Mais avec en + un maintient haut sur ce type de broche Kress, elle ne "bouge et vibre" plus
Pour mon montage de sabot d'aspiration, tu as quelques photos sur mon sujet
http://www.metabricoleur.com/t8541-cnc-holzfraese-de-seb-et-mes-peripheriques
je suis en train de faire évoluer tout ça, mais c'est un peu retardé en ce moment à cause de l'hospitalisation récente de mon vieux père…
mais je contribue au forum, ça me change les idées…
seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() rico Lun 8 Jan 2018 - 16:19
rico Lun 8 Jan 2018 - 16:19
Je suis tombé sur ça. Quelqu'un connait ? Il a pas mal d'avantages.
https://www.youtube.com/watch?v=ufXTIu2VmME
rico- posteur Régulier
- Messages : 109
Points : 117
Date d'inscription : 20/10/2017
Age : 52
Localisation : 11
Re: Usinage 3D profond: Réalisations et Paramétrages CAMBAM sur MDF
![]() seb92 Lun 8 Jan 2018 - 19:33
seb92 Lun 8 Jan 2018 - 19:33
il y a tellement de paramètres différents (type de sabot, puissance et volume d'aspiration, position du sabot, le bruit…) que chacun fait son montage à sa sauce.
Le but est d'être satisfait de ses différentes solutions, avec grosse aspiration centralisée ou aspirateur d'atelier ou encore turbine perso… c'est un vaste sujet :lil:
Ce qui reste inévitable, c'est le séparateur cyclonique pour ne pas encrasser l'élément aspirant !
Mais dans ton cas, si tu dois aspirer sur des pièces hautes… c'est encore + compliqué à gérer.
seb92- complétement accro
- Messages : 1356
Points : 1780
Date d'inscription : 02/01/2015
Age : 60
Localisation : 92
Contenu sponsorisé
Page 1 sur 6 • 1, 2, 3, 4, 5, 6

 Sujets similaires
Sujets similaires» Cambam Usinage
» Usinage Cambam
» [CamBam] Usinage 3D découverte
» [CamBam] Usinage mixte 2D/3D