






Conception CNC pour atelier
Page 9 sur 11 •  1, 2, 3 ... 8, 9, 10, 11
1, 2, 3 ... 8, 9, 10, 11 

 Re: Conception CNC pour atelier
Re: Conception CNC pour atelier
![]() charpentier73 Dim 6 Aoû 2017 - 11:46
charpentier73 Dim 6 Aoû 2017 - 11:46
Alors FC= commun des contacts, FB= NF des contacts et FA=NO des contacts
Pour utiliser les contacts il faut mettre PD052 à 1 (page 40 de la notice du VFD) quand on fait cela on a les contacts qui s'actionnent quand la broche se met en route.
J'ai donc mis un relais piloté en 5V sur le contact FA qui pilote la mise en route de l'aspirateur et de la pompe de refroidissement.
Des que je mets en route la broche mon aspirateur et le refroidissement se mettent en route.
Une petite astuce de plus et 2 fils de plus qui vont de l'électronique au VFD.
Quand tout fonctionnera comme je le veux je ferais un schéma des câblages, je sais que si j'avais eu cela, j'aurais gagner un certain temps, ça m'aurais éviter de chercher.
je n'arrive toujours pas à faire fonctionner le VFD avec mach3, je vais relire encore une fois les messages des différents sujets et la notice, et après je ferais un tuto pour le branchement, les réglages, le fonctionnement de mach3 et du VFD avec la carte NVEM
J'ai télécharger la dernière version de CamBam en français (ici http://www.cambam.co.uk/downloads/dw/CamBamPlus-1.0-alpha12.msi)
C'est quand même beaucoup pratique et compréhensible, j'ai refait mes réglages sur CamBam pour avoir un Gcode sans retouche et j'y suis arrivé facilement, c'est assez intuitif et clair.
Quand on l'installe on n'a pas la license, il suffit de cliquer sur ok à la demande du code et on peut utiliser CamBam 40 fois. Ca permet de se faire la main, en attendant le code.
bon allez, je retourne à mon pilotage du VFD depuis Mach3
charpentier73- je prends du galon

- Messages : 98
Date d'inscription : 02/07/2017

Re: Conception CNC pour atelier
![]() charpentier73 Dim 6 Aoû 2017 - 17:39
charpentier73 Dim 6 Aoû 2017 - 17:39
Le vfd est commandé depuis mach3, quand je clique sur spindle, ça démarre l'aspirateur, le refroidissement et la broche
Mais je n'ai pas le contrôle de la vitesse
J'ai du zappé un paramètre sur mach3
Quelqu'un aurait-il la gentillesse de me donner ses paramètres de réglages de la fenêtre "spindle setup" et de "spindle pulley"
Ça avance quand même pas mal.
Je viens d'acheter une license Mach3, et une license CamBam + CutViewer

charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() ramses Dim 6 Aoû 2017 - 19:39
ramses Dim 6 Aoû 2017 - 19:39
comme repete souvent ici, c'est un choix que tu ne regretteras pas !charpentier73 a écrit:
Je viens d'acheter une license Mach3, et une license CamBam + CutViewer
Et pour ton aspiration, n'hesite pas a ajouter une brosse type bas de porte, pas mal de ces "brosses bas de porte" sont demontables et les poils sont "coinces" dans un U en alu qu'il est possible de cintrer pour lui faire prendre la forme desiree facilement. C'est reellement un plus et si en plus tu le fais escamotable c'est le nirvana !
Bien a vous tous

ramses- complétement accro

- Messages : 1972
Points : 2497
Date d'inscription : 10/07/2011
Age : 64
Localisation : Province de Namur en BELGIQUE
Re: Conception CNC pour atelier
![]() dh42 Dim 6 Aoû 2017 - 20:14
dh42 Dim 6 Aoû 2017 - 20:14
Quelqu'un aurait-il la gentillesse de me donner ses paramètres de réglages de la fenêtre "spindle setup" et de "spindle pulley"
Page 12 de la doc de la NVEM, figure 2.5 ; sélectionne poulie 1 dans la liste de gauche, met min speed sur 0 et max speed sur 24000 et clique sur OK.
Page 33 figure 4.13, coche Use spindle motor output et coche PWM control et met 2000 comme ils le préconisent dans PWMbase freq.
apparemment, il n'est pas nécessaire de régler la sortie Spindle dans motor output, si je comprends bien leur chinglais .. page 33, fig 4.14, met le réglage qu'ils proposent pour la 1ière ligne (Output#1). (la 2 ieme ligne, c'est pour faire tourner la broche à l'envers)
entre les bornes GND1 et VSO (page 12) tu devrais mesurer une variation de tension allant de 0 à 10V, proportionnelle à la V demandée dans Mach3 (0V pour 0 RMP, 10V pour 24000 RPM)
attention, la version alpha de cambam V1.0 à des bugs en usinage 3D ; si tu compte en faire, il vaut mieux utiliser la dernière version stable (0.98 P)
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Conception CNC pour atelier
![]() charpentier73 Lun 7 Aoû 2017 - 15:27
charpentier73 Lun 7 Aoû 2017 - 15:27
Le réglage de la vitesse et la commande du VFD depuis mach3 fonctionne désormais correctement, en fouillant sur les différents sujets, j'ai trouvé mon bonheur
mes licences sont arrivés par mail à peine 2 h après l'achat.
ce matin, content de mes acquisitions, j'ai mis ma license mach3 en place, je n'ai pas usiner et bouger les axes depuis hier, j'ai juste rajouté la licence et maintenant que la vitesse est paramétrable, je voulais vérifier un gcode avec les paramètres de vitesse d'outil.
Je mets en route, et je fais une prise des points zéro.
Le Z déconne, il ne tourne que dans un sens (la montée), il me plie mon équerre du capteur Home Z, il détecte bien le capteur, mais remonte encore au lieu de se dégager du capteur.
je coupe l'alim de l'électronique, descends l'axe Z à la main d'environ 100 mm, je remets en route, et je mets le z à +0, et je fais un G0 Z10, ok l'axe monte, je fais un G0Z0, et là l'axe remonte encore.
aie aie aie, je ne peux plus descendre l'axe Z, les autres axes fonctionnent correctement.
quand j'utilise la commande manuelle Z-, l'axe remonte encore??????????????????????????
j'ai essayé le active low décoché dans output signal, rien n'y fait il ne va qu'a la montée.
j'ai pas essayé de retirer la licence, je vais aller voir ça maintenant.
Est ce quelqu'un a eu le cas?
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() charpentier73 Lun 7 Aoû 2017 - 19:13
charpentier73 Lun 7 Aoû 2017 - 19:13
maintenant les screencet en français pour mach3, et c'est fonctionnel
Ah il y a aussi l'utilisation du palpeur pour les outils et la bibliothèque d'outils à créer sur mach3 et cambam pour faciliter l'utilisation
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Lun 7 Aoû 2017 - 23:43
dh42 Lun 7 Aoû 2017 - 23:43
Ah il y a aussi l'utilisation du palpeur pour les outils et la bibliothèque d'outils à créer sur mach3 et cambam pour faciliter l'utilisation
Il y a un post pro et une biblio test ici si tu veux.
http://www.metabricoleur.com/t7468-cambam-cutviewer-et-gestion-d-outils
La doc de CV en Français
http://www.metabricoleur.com/t4109-cutviewer-mill-doc-en-francais
problème de Z qui déconne trouvé, a force de bricoler dans l'armoire électronique le pont Com entre dir- et pulse - c'était débrancher
Ah oui, effectivement, si le DIR est débranché le moteur ne tourne plus que dans un seul sens.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 10 Aoû 2017 - 15:16
charpentier73 Jeu 10 Aoû 2017 - 15:16
Voilà ma machine fonctionne, elle fait des découpes, plus qu'a l'équiper d'un jeu de fraises pour pouvoir la faire travailler dans de bonnes conditions.
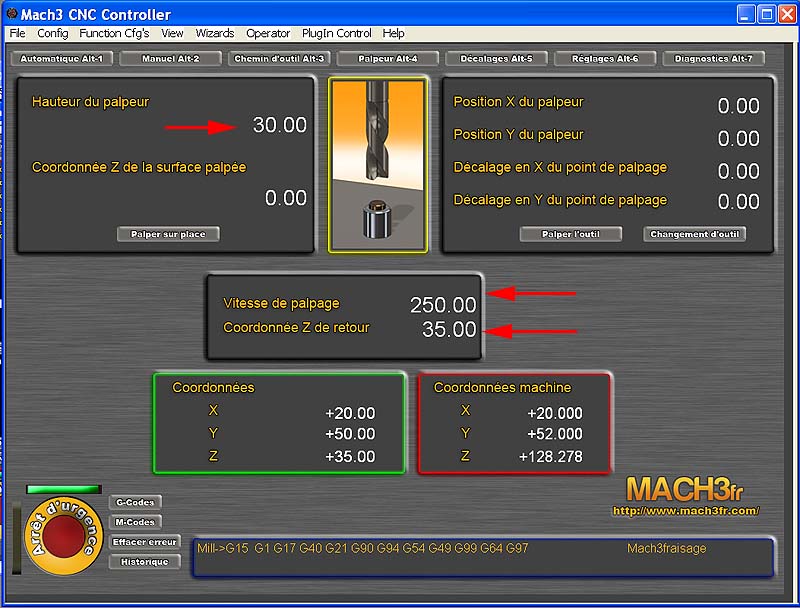
J'ai juste une question, j'ai mis les écrans français de mach3, et j'ai voulu tester le palpeur, mais ça m"a fait des trucs bizarres, j'ai pas tout compris le principe.
C'est quoi cette valeur de remontée après palpage (ça prends les coordonées machines?)
bref le fonctionnement ne me parait pas intuitif, donc j'ai pas insister au risque de faire n'importe quoi.
en attendant une réponse d'une âme charitable qui a compris.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Jeu 10 Aoû 2017 - 16:29
dh42 Jeu 10 Aoû 2017 - 16:29
C'est quoi cette valeur de remontée après palpage (ça prends les coordonées machines?)
Non, c'est en coord de travail ; il te faut mettre une valeur supérieur à la hauteur du palpeur ; par exemple si ton palpeur fait 30mm de haut, tu met 35 dans 'coord Z de retour' et la fraise remontera de 5 mm au dessus du palpeur.
Je te conseille de faire le test en cliquant manuellement le palpeur pour voir si tout se passe bien, ou avec une allumette en guise de fraise ; sur certaine carte Chinoises il y a une variable qui n'est pas gérée, et si c'est le cas, ça peut faire n'importe quoi après palpage ; si c'est le cas il faudra modifier la macro de palpage.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Lun 14 Aoû 2017 - 12:02
charpentier73 Lun 14 Aoû 2017 - 12:02
J'ai profité du mauvais temps pour préparer des plans dxf et des gcode pour la suite.
Juste un truc pour David, dans cambam, on ne peut pas régler la vitesse de l'outil dans la bibliothèque?
J'ai pas trouvé.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Lun 14 Aoû 2017 - 16:32
dh42 Lun 14 Aoû 2017 - 16:32
Juste un truc pour David, dans cambam, on ne peut pas régler la vitesse de l'outil dans la bibliothèque?
Non, vu qu'un même outil peut être utilisé pour des matières très différentes, d'une part, et que d'autre part on utilise pas les mêmes vitesses en ébauche ou en finition ; la V de rotation se règle dans l'op d'usinage. (ainsi que les différentes vitesses d'avance)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Jeu 17 Aoû 2017 - 21:07
charpentier73 Jeu 17 Aoû 2017 - 21:07
Demain je vous mettrais des vidéos et photos des pièces déjà réalisées avec un succès formidable.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Jeu 17 Aoû 2017 - 21:37
dh42 Jeu 17 Aoû 2017 - 21:37
Quelqu'un a une idée du problème?
Possible qu'il ne soit pas activé dans les entrées ?
Voir page 32, fig 4-11 de la doc ; probe doit être sur la pin 2 dans ports&pins - inputs (borne PROB de la carte NVEM)
ensuite, tu va sur l'écran diag de Mach3 et tu regarde si la LED probe s'allume quand tu appui sur le palpeur ; si c'est inversé, il faudra inverser 'active low' dans ports&pins - inputs
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Ven 18 Aoû 2017 - 10:15
charpentier73 Ven 18 Aoû 2017 - 10:15
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() charpentier73 Ven 18 Aoû 2017 - 10:58
charpentier73 Ven 18 Aoû 2017 - 10:58
J'ai essayé avec une alim externe, le capteur fonctionne.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Ven 18 Aoû 2017 - 17:49
dh42 Ven 18 Aoû 2017 - 17:49
Sur ce point, je ne pourrais pas t'aider, je ne sais pas comment fonctionnent ces palpeurs électroniques ; le mien c'est juste un contact mécanique.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Sam 19 Aoû 2017 - 14:34
charpentier73 Sam 19 Aoû 2017 - 14:34
Je commence par remercier tous les participants sur ce sujet, pour leur aide ou commentaire qui m'ont permis d'arriver au bout de cette machine.
Cela n'a pas toujours été facile, mais la convivialité et l'entraide de ce forum est génial.
Je remercie plus particulièrement David, qui prends le temps de répondre et de chercher des solutions alors qu'il n'est pas obligé de le faire.
Donc ma machine fonctionne très bien, la précision est de l'ordre du 0.08 mm à 0.1 mm suivant les vitesses d'avances et les profondeurs de passe et surtout de l'outil.
J'ai commander des fraises SOROTEC Wood à 2 dents hélicoidales, la qualité d'usinage et de coupe et au rendez vous, malgré un prix un peu prohibitif.
On ne fait pas d'omelette sans casser des oeufs. Et puis après tout cette machine mérite bien de beaux outils pour faire son travail correctement.
Je vais m'atteler à faire un tuto pour le pilotage et le cablage via la carte NVEM maintenant que presque tout fonctionne.
Le palpeur fonctionne et arrête bien la macro de palpage, sauf que le Z repart à toutes vitesse en haut jusqu'au contact de home et qu'il se met en securité dépassement de limite, j'aime pas trop ce genre de fonctionnement il peut y avoir de la casse facilement, et de plus la correction n'est pas juste, si je fais un G0 X0 Y0 Z0 ca retourne bien au 0 en x et en y mais je suis a 20 en Z.
Pour info le capteur fonctionnait sauf qu'il faut mettre une résistance de 1 kOhm ou 4.7kOhm ou 10kOhm entre le 12V et l'entrée de la carte (c'est ce qu'on appelle une charge en positif en électronique dixit mon copain électronicien)
Donc voici des vidéos et photos des pièces usinées avec la cnc
Cheval à bascule (j'ai le DXF si ca intéresse)

Ma fille à l'air contente avec

Et une pièce un peu particulière pour une dérouleuse de câble électrique (mon frère à une remorque comme celle ci et il voulait pouvoir dérouler
2 bobines en même temps, j'ai donc fait 2 supports emmancher dans 2 tubes à l'arrière de la remorque



Maintenant il ne reste plus qu'à la faire fonctionner et faire un escalier comme c'était prévu au début.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Sam 19 Aoû 2017 - 22:13
dh42 Sam 19 Aoû 2017 - 22:13
Sitôt finie, sitôt en service ; bien joué !
Le palpeur fonctionne et arrête bien la macro de palpage, sauf que le Z repart à toutes vitesse en haut jusqu'au contact de home et qu'il se met en securité dépassement de limite, j'aime pas trop ce genre de fonctionnement il peut y avoir de la casse facilement,
regarde ici, c'est peut être ton problème.
http://www.metabricoleur.com/t13791-apparition-de-nouveau-probleme-palpeur-et-message-sur-mach3
et de plus la correction n'est pas juste, si je fais un G0 X0 Y0 Z0 ca retourne bien au 0 en x et en y mais je suis a 20 en Z.
Tu a bien réglé la hauteur de ton palpeur et de la hauteur de retour sur Mach3 ?
J'ai commander des fraises SOROTEC Wood à 2 dents hélicoidales, la qualité d'usinage et de coupe et au rendez vous, malgré un prix un peu prohibitif.
Effectivement, elles ne sont pas données ! ... pour ma part, au début j'utilisais des fraises de def à denture droite en carbure rapporté, mais je les cassais toutes, ensuite je suis passé au carbure monobloc, mais toujours en dentures droites, puis aux hélico pour le bois qui vont super bien mais sont chères, et pour finir, j'ai tenté et adopté les fraises carbure pour l'acier ; même performances, encore plus solides, et nettement moins chères ! (j'usinais principalement de l'érable et du noyer)
http://www.metiers-et-passions.com/fr/catalogue/fraises-4-dents-serie-normale-queue-cylindrique-coupe-au-centre-helice-30-carbure-micrograin/fanocarb-04L14053/-ref-10895.html
en utilisation sur ma petite PF ici.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Dim 20 Aoû 2017 - 11:24
charpentier73 Dim 20 Aoû 2017 - 11:24
Je vais me mettre autour du tuto nvem/mach3
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Dim 20 Aoû 2017 - 21:46
dh42 Dim 20 Aoû 2017 - 21:46
Tu avais raison David, la macro de palpage n'utilise pas le bon paramètre. J'ai modifié comme indiqué et tout fonctionne.
Cool, les Chinois copient les uns sur les autres, et ils copient même les bugs
Je vais me mettre autour du tuto nvem/mach3
C'est momo qui va être content, une galère de moins en perspective
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Dim 20 Aoû 2017 - 22:51
charpentier73 Dim 20 Aoû 2017 - 22:51
J'ai pas regarder ce qu'il ce passait, j'ai fait en approchant la surface manuellement et remise à zéro.
c'est chiant, je n'ai plus confiance maintenant.
Je rêverifie demain avec un outil factice.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Dim 20 Aoû 2017 - 23:18
dh42 Dim 20 Aoû 2017 - 23:18
je voulais usiner une pièce pour un copain, le palpage s'arrête et écrase ensuite le palpeur.
C'est bizarre. Les 2 trucs qui peuvent faire ça c'est cette variable qui n'est pas mise à jour, mais si tu a modifié le code ça ne devrais plus être un problème, et éventuellement une valeur de remontée qui n'est pas bonne.
dans tes tests, si ça se reproduit, il faudra bien noter les valeurs dans la visu Z ; peut être la tempo** entre le palpage et la suite du programme n'est elle pas assez longue et la visu n'a pas le temps d'être mise à jour avant que la suite du prog utilise sa valeur. C'est un problème courant en programmation sur Mach3 car les scripts, le Gcode et probablement l'interface, tournent chacun sur des threads différents, (donc simultanément sur un CPU multi-core).
(** les SLEEP(xxx) dans le script ; xxx = pause en ms)
attention, Mach3FR utilise une valeur absolue, donc si ton palpeur fait 30, il faut mettre 35 dans la hauteur de remonté pour qu'il se relève de 5mm au dessus (ceci-dit, Mach3FR te met une alerte si la valeur de retour est trop basse).
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() momoclic Mar 22 Aoû 2017 - 0:14
momoclic Mar 22 Aoû 2017 - 0:14
Mille bravos, étape de production prometteuse en vue...
dh42 a écrit:
C'est momo qui va être content, une galère de moins en perspective... d’ailleurs elle en est ou cette CNc, ça fait un moment qu'on à plus de nouvelles ?
Bien vu
Très prochainement je m'attaque à la table support...
momoclic- complétement accro
- Messages : 796
Points : 804
Date d'inscription : 12/10/2016
Age : 76
Localisation : Ancenis-Nantes
Re: Conception CNC pour atelier
![]() charpentier73 Mar 22 Aoû 2017 - 15:24
charpentier73 Mar 22 Aoû 2017 - 15:24
https://www.dropbox.com/sh/731xfvhskgq294z/AABiCRyGqulNpLMp85zzZEkMa?dl=0
David, j'attends que tu me dise si ça te parait clair et juste.
Et Momo regarde si ça va te faciliter la tache.
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Re: Conception CNC pour atelier
![]() dh42 Mar 22 Aoû 2017 - 19:42
dh42 Mar 22 Aoû 2017 - 19:42
Je ne sais pas si c'est la conversion en PDF qui a semé le bintz, mais il y a des traits représentant les conducteurs qui on bougés. (ou c'est l'image qui s'est décalée par rapport au traits)
page 2, sur l'alim 36V, un trait à glissé à droite
page 6: la précision n'augmente pas en augmentant le nb de µ-pas, mais le moteur tourne "plus rond" ; un PàP ne peut s'arrêter que sur des pas entier ou des 1/2 pas, donc au delà de 1/2 pas, la résolution maxi n'augmente pas.
page 8, les 2 'fils' du 230V ont glissés à gauche et ne sont plus en face des bornes, et il y a aussi un bug sur les traits de FOR et VI ; le fil noir semble aussi avoir 'glissé'
page 19, pas sûr, mais tu n'avais pas dit qu'il fallait désactiver le port // pour que la carte marche, ou j'ai rêvé ?
Donc le Sleep(1500) à résolu le problème du palpeur qui ne marchait pas tj ?
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Conception CNC pour atelier
![]() charpentier73 Mar 22 Aoû 2017 - 19:46
charpentier73 Mar 22 Aoû 2017 - 19:46
le port // est automatiquement désactivé quand on sélectionne le NVEM device au démarrage de MACH 3
et le pause 1500 à l'air d'avoir solutionner le probleme du palpeur
charpentier73- je prends du galon
- Messages : 98
Points : 102
Date d'inscription : 02/07/2017
Age : 42
Localisation : NOTRE DAME DE BELLECOMBE 73590
Page 9 sur 11 • 1, 2, 3 ... 8, 9, 10, 11

 Sujets similaires
Sujets similaires» Aide pour réalisation d'un chevalet d'atelier pour peintre
» Question pour air comprimé pour atelier
» Plans, Revues, Magazines, Astuces... libres ou gratuits
» Un nouveau PC pour l'atelier