






Fabrication d'une poignée de tourelle.
+5
dia
pili
Amunuzer
c.phili
dh42
9 participants
Page 1 sur 1

 Fabrication d'une poignée de tourelle.
Fabrication d'une poignée de tourelle.
![]() dh42 Lun 4 Juil 2011 - 0:22
dh42 Lun 4 Juil 2011 - 0:22
Bonsoir à tous,
Sur la tourelle porte outil de mon tour, il n'y a pas de poignée pour serrer la tourelle (et régler son inclinaison) mais un écrou, ce qui m'agace prodigieusement ... toujours en train de courir après la clef

J'ai donc décidé de faire une poignée.
Fabrication de l'écrou.


Filetage à M16 x 1.50 (au tour)

Voici l'outil utilisé, je peux descendre jusqu'au Ø 12

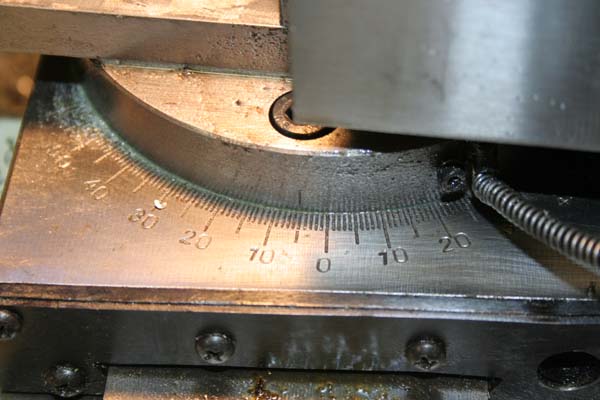
Mise en place dans le diviseur, et inclinaison de la même valeur que le cône (20°)
Pointage au foret à centrer (obligatoire pour que le foret ne parte pas en c***lle)

Perçage puis fraisage du lamage


Taraudage en utilisant une pointe guide pour aligner le taraud


Au tour de la poignée elle même.
Dressage de la face, perçage d'un point de centre et usinage de la partie Ø 10 qui sera filetée (à la filière à main).
Notez le cône d'entrée généreux pour faciliter l'entrée de la filière. L'autre avantage de faire cet usinage tout de suite, c'est que je ne serais pas obligé d'usiner depuis le bout de la pièce lorsqu'elle sera maintenue par la contrepointe, sur un petit Ø, il n'est pas simple de faire passer l'outil au bout, il a toujours tendance à buter contre la pointe.

Tournage (chariotage) de la tige.


Après retournement de la pièce, j'usine le bout de la poignée.

Inclinaison du chariot porte outil de 5° pour faire un cône.
Usinage conique du bout de la poignée

Puis moletage


Je remet la pièce dans le tour après l'avoir fileté pour faire sauter le cône d'entrée.

Et voila, une poignée finie

++
David
Sur la tourelle porte outil de mon tour, il n'y a pas de poignée pour serrer la tourelle (et régler son inclinaison) mais un écrou, ce qui m'agace prodigieusement ... toujours en train de courir après la clef
J'ai donc décidé de faire une poignée.
Fabrication de l'écrou.
Filetage à M16 x 1.50 (au tour)
Voici l'outil utilisé, je peux descendre jusqu'au Ø 12
Mise en place dans le diviseur, et inclinaison de la même valeur que le cône (20°)
Pointage au foret à centrer (obligatoire pour que le foret ne parte pas en c***lle)
Perçage puis fraisage du lamage
Taraudage en utilisant une pointe guide pour aligner le taraud
Au tour de la poignée elle même.
Dressage de la face, perçage d'un point de centre et usinage de la partie Ø 10 qui sera filetée (à la filière à main).
Notez le cône d'entrée généreux pour faciliter l'entrée de la filière. L'autre avantage de faire cet usinage tout de suite, c'est que je ne serais pas obligé d'usiner depuis le bout de la pièce lorsqu'elle sera maintenue par la contrepointe, sur un petit Ø, il n'est pas simple de faire passer l'outil au bout, il a toujours tendance à buter contre la pointe.
Tournage (chariotage) de la tige.
Après retournement de la pièce, j'usine le bout de la poignée.
Inclinaison du chariot porte outil de 5° pour faire un cône.
Usinage conique du bout de la poignée
Puis moletage
Je remet la pièce dans le tour après l'avoir fileté pour faire sauter le cône d'entrée.
Et voila, une poignée finie
++
David
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -


Re: Fabrication d'une poignée de tourelle.
![]() c.phili Lun 4 Juil 2011 - 5:00
c.phili Lun 4 Juil 2011 - 5:00
salut a tous
Salut dh42, c'est clair que cette poignée sera bien plus pratique que de chercher la clé.
Beau travail.
Philippe
Salut dh42, c'est clair que cette poignée sera bien plus pratique que de chercher la clé.
Beau travail.
Philippe
_________________
Vouloir c'est pouvoir
à voir une sphèreuse
fabrication d'une scie à ruban pour métaux (terminé)
En cour: Numérisation d'une HBM45. Une CNC pour Patrick (fabrication)


c.phili- Modérateur

- Messages : 3551
Points : 7550
Date d'inscription : 03/01/2011
Age : 66
Localisation : Comines (Belgique) -
Re: Fabrication d'une poignée de tourelle.
![]() Amunuzer Lun 4 Juil 2011 - 11:43
Amunuzer Lun 4 Juil 2011 - 11:43
Bonjour à vous,
C'est toujours aussi fascinant de voir travailler le métal quand on ne l'a jamais vu le faire!
Mais le voir ce doit être encore plus extra!!!
J'en redemande!



Amunuzer- Banni
- Messages : 932
Points : 1951
Date d'inscription : 28/04/2010
Age : 71
Re: Fabrication d'une poignée de tourelle.
![]() pili Lun 4 Juil 2011 - 12:30
pili Lun 4 Juil 2011 - 12:30
Bonjour David
Belles images et bien expliquée j'aime .....!!!!!!
Amicalement Pierre
Belles images et bien expliquée j'aime .....!!!!!!
Amicalement Pierre

pili- Modérateur
- Messages : 3403
Points : 7557
Date d'inscription : 21/02/2011
Age : 82
Localisation : suisse st aubin ne
Re: Fabrication d'une poignée de tourelle.
![]() dh42 Lun 4 Juil 2011 - 15:26
dh42 Lun 4 Juil 2011 - 15:26
Bonjour à tous,
Merci ...
J'ai un peu oublié les photos du départ .... car ça a très mal commencé, le filetage intérieur non débouchant c'est toujours un peu tendu en principe, mais la le problème c'est qu'en changeant la plaquette de l'outil à fileter, j'ai fait tomber la microscopique vis de 1.8 qui tient la plaquette .... elle à été très longue à retrouver .... le filetage en lui même s'est bien passé. 
Christian, Pierre:
Quand j'attaquerais ça j'essayerais de faire quelques vidéo en prime ....et il aura des photos bien sur
Philippe:
Oui, d'autant plus que j'ai fait une cure tournage ces derniers temps et que ça m'a bien agacé ..... j'ai fait ça sur un coup de nerfs
++
David
Merci ...
J'ai un peu oublié les photos du départ .... car ça a très mal commencé, le filetage intérieur non débouchant c'est toujours un peu tendu en principe, mais la le problème c'est qu'en changeant la plaquette de l'outil à fileter, j'ai fait tomber la microscopique vis de 1.8 qui tient la plaquette .... elle à été très longue à retrouver
Christian, Pierre:
Quand j'attaquerais ça j'essayerais de faire quelques vidéo en prime ....et il aura des photos bien sur
Philippe:
Oui, d'autant plus que j'ai fait une cure tournage ces derniers temps et que ça m'a bien agacé ..... j'ai fait ça sur un coup de nerfs
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'une poignée de tourelle.
![]() dia Lun 11 Juil 2011 - 22:58
dia Lun 11 Juil 2011 - 22:58
Clairement un travail de professionnel 
Comment fonctionne ce que tu appelles le moletage ? Je ne connais pas vraiment le travail du métal et je me demande comment la gravure se fait, est-ce par pression ?
Cdlt,
Dia
Comment fonctionne ce que tu appelles le moletage ? Je ne connais pas vraiment le travail du métal et je me demande comment la gravure se fait, est-ce par pression ?
Cdlt,
Dia
_________________
|
.

dia- Modérateur
- Messages : 2065
Points : 4068
Date d'inscription : 01/04/2011
Age : 39
Localisation : Indre et Loire
Re: Fabrication d'une poignée de tourelle.
![]() dh42 Lun 11 Juil 2011 - 23:13
dh42 Lun 11 Juil 2011 - 23:13
dia a écrit:Clairement un travail de professionnel
Comment fonctionne ce que tu appelles le moletage ? Je ne connais pas vraiment le travail du métal et je me demande comment la gravure se fait, est-ce par pression ?
Cdlt,
Dia
Bonsoir Dia,
Oui tout à fait, le métal est comprimé par les molettes (très dures), la pièce chauffe pas mal d'ailleurs !
Il existe aussi des appareils à moleter par enlèvement de matière, mais pas très abordables pour un particulier.
Petite vidéo d'un moletage sur des écrous laiton que j'ai fait il y a quelque temps.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'une poignée de tourelle.
![]() dia Mar 12 Juil 2011 - 9:51
dia Mar 12 Juil 2011 - 9:51
Merci pour ces explications, la vidéo est très parlante !
je ne pensais pas qu'il était possible d'avoir un "maillage" aussi dessiné sur du métal par simple pression, c'est fou ! Par contre, le fait que la pièce tourne, ne pose pas un problème de raccord du motif ? Même question pour le fait de faire deux passes, si les deux passes ne sont pas exactement l'une sur l'autre ?
Amicalement,
Dia
je ne pensais pas qu'il était possible d'avoir un "maillage" aussi dessiné sur du métal par simple pression, c'est fou ! Par contre, le fait que la pièce tourne, ne pose pas un problème de raccord du motif ? Même question pour le fait de faire deux passes, si les deux passes ne sont pas exactement l'une sur l'autre ?
Amicalement,
Dia
_________________
|
.
dia- Modérateur
- Messages : 2065
Points : 4068
Date d'inscription : 01/04/2011
Age : 39
Localisation : Indre et Loire
Re: Fabrication d'une poignée de tourelle.
![]() dh42 Mar 12 Juil 2011 - 23:09
dh42 Mar 12 Juil 2011 - 23:09
Bonsoir,
En fait, il faut d'abord faire l'empreinte des molettes au départ, c'est pour ça que l'avance auto ne part pas tout de suite et que j'usine un moment au bout.
Ensuite les molettes sont censées s'engrener elles même dans la trace faite, à condition d'avoir une vitesse d'avance correcte, mais ça je fait au pif, je ne sais pas comment on la calcule
En plus, l'acier utilisé pour la poignée est vraiment dur, je ne sais pas ce que c'est mais mes pastilles ont souffert ! mais pas de pb pour le moletage.
J'ai plus souvent des soucis pour moleter l'alu, ça fait parfois un gros caca
++
David
En fait, il faut d'abord faire l'empreinte des molettes au départ, c'est pour ça que l'avance auto ne part pas tout de suite et que j'usine un moment au bout.
Ensuite les molettes sont censées s'engrener elles même dans la trace faite, à condition d'avoir une vitesse d'avance correcte, mais ça je fait au pif, je ne sais pas comment on la calcule
En plus, l'acier utilisé pour la poignée est vraiment dur, je ne sais pas ce que c'est mais mes pastilles ont souffert ! mais pas de pb pour le moletage.
J'ai plus souvent des soucis pour moleter l'alu, ça fait parfois un gros caca
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'une poignée de tourelle.
![]() ledzep Mer 13 Juil 2011 - 1:29
ledzep Mer 13 Juil 2011 - 1:29
Bonjour,
David, avec ton outil tu est limité au niveau du Ø maxi, les mollettes basses ne me sembles pas réglables?
Si je ne me trompe, celle du haut, exerce une pression pour le moletage et maintient la pièce?
amicalement Gérald.
David, avec ton outil tu est limité au niveau du Ø maxi, les mollettes basses ne me sembles pas réglables?
Si je ne me trompe, celle du haut, exerce une pression pour le moletage et maintient la pièce?
amicalement Gérald.

ledzep- complétement accro

- Messages : 1593
Points : 3553
Date d'inscription : 03/08/2010
Age : 71
Localisation : Seine-Maritime.
Re: Fabrication d'une poignée de tourelle.
![]() dh42 Mer 13 Juil 2011 - 15:17
dh42 Mer 13 Juil 2011 - 15:17
ledzep a écrit:Bonjour,
David, avec ton outil tu est limité au niveau du Ø maxi, les mollettes basses ne me sembles pas réglables?
Si je ne me trompe, celle du haut, exerce une pression pour le moletage et maintient la pièce?
amicalement Gérald.
Bonjour Gérald,
Oui avec celui ci je suis limité à l'ouverture maxi de la molette supérieure. (environ 60mm il me semble).
Le serrage permet de faire rentrer les molettes dans la matière, ça ne supporte pas la pièce, le porte molette est articulé et se centre automatiquement en hauteur, il n'y a pas d'effort radial avec ce systéme, l'effort est symétrique grace à l'effet de pince, donc même une pièce de petit Ø ne plie pas.
Il existe d'autre type de portes molettes, qui agissent en "poussant" sur la pièce avec le chariot transversal (comme pour prendre une passe), par contre ça exerce une pression radiale sur la pièce, ce n'est pas utilisable sur des pièce de petit Ø ni sur de petites machines qui n'apprécient pas du tout l'effort de torsion engendré par la pression nécéssaire au moletage. (c'est l'ensemble porte outil qui plie sous l'effort)
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'une poignée de tourelle.
![]() dia Mer 13 Juil 2011 - 15:44
dia Mer 13 Juil 2011 - 15:44
Merci de ces précision, effectivement j'imagine que travailler un matériau tendre doit être plus difficile que de travailler un matériau dur dans ce cas.dh42 a écrit:Bonsoir,
En fait, il faut d'abord faire l'empreinte des molettes au départ, c'est pour ça que l'avance auto ne part pas tout de suite et que j'usine un moment au bout.
Ensuite les molettes sont censées s'engrener elles même dans la trace faite, à condition d'avoir une vitesse d'avance correcte, mais ça je fait au pif, je ne sais pas comment on la calcule
En plus, l'acier utilisé pour la poignée est vraiment dur, je ne sais pas ce que c'est mais mes pastilles ont souffert ! mais pas de pb pour le moletage.
J'ai plus souvent des soucis pour moleter l'alu, ça fait parfois un gros caca
++
David
Cdlt,
Dia
_________________
|
.
dia- Modérateur
- Messages : 2065
Points : 4068
Date d'inscription : 01/04/2011
Age : 39
Localisation : Indre et Loire
appareil à moleter
![]() pili Mer 13 Juil 2011 - 17:22
pili Mer 13 Juil 2011 - 17:22
Bonjour à tous
Intéressant le post, j'apprécie !
Question pour David, voilà mon appareil, je n'ai jamais réussi à moleter propre, quelle erreur je fais?

Pourtant ce n'est pas un outil chinois, c' est sûrement l'homme
Amitié Pierre
Intéressant le post, j'apprécie !
Question pour David, voilà mon appareil, je n'ai jamais réussi à moleter propre, quelle erreur je fais?
Pourtant ce n'est pas un outil chinois, c' est sûrement l'homme
Amitié Pierre
pili- Modérateur
- Messages : 3403
Points : 7557
Date d'inscription : 21/02/2011
Age : 82
Localisation : suisse st aubin ne
Re: Fabrication d'une poignée de tourelle.
![]() dh42 Mer 13 Juil 2011 - 17:56
dh42 Mer 13 Juil 2011 - 17:56
Bonjour pili
J'ai moi aussi eu pas mal de soucis pour obtenir quelque chose de propre, il semble que tout tienne à la vitesse d'avance, trop vite les "pointes de diamant" ne sont pas "carrées", le moletage semble étiré en longueur, trop lent c'est du "machouillage" plus que du moletage ...
Il est également important de bien arroser pour éliminer la "poudre" de métal compressé qui se forme (et oui, il y a de la matière qui est enlevée aussi) afin qu'elle ne remplisse pas les "dents" des molettes, tout particulièrement avec l'alu et autres métaux tendres.
Au début, il faut faire "mordre" les molettes dans la pièce en serrant progressivement sans mettre l'avance, suivant la dureté du matériaux, il faudra peut être s'y prendre en plusieurs passes.
Essai différentes vitesses d'avance, je pense qu'elle doit avoir un rapport avec le pas des molettes, mais j'ignore la formule de calcul !
Dans le cas de mes molettes, l'avance qui vas bien est de 0.256mm/tr.
Pour la poignée, j'ai fait 2 passes : un allez/retour, puis resserrage de l'appareil suivi d'un autre aller/retour ; Le retour se fait en inversant le sens de rotation, et donc l'avance, comme pour un filetage, mais sans desserrer les molettes.
J'en profite au passage pour signaler que le moletage ne sert pas uniquement de "grip" pour les doigts ou pour le coté esthétique, on l'utilise aussi pour certains montages emmanchées en force, en particulier dans un matériaux plus mou (par exemple un axe moleté en acier dans une poulie en plastique). Il existe des molettes qui font des stries // au lieu des croisillons des miennes.
Note, le Ø de la pièce augmente après un moletage. Un moyen de faire "gonfler" un axe qui a pris du jeu par exemple.
(une pièce fixe bien sur)
On peut aussi se servir d'un moletage comme d'une lime rotative pour usiner le bois.
++
David
J'ai moi aussi eu pas mal de soucis pour obtenir quelque chose de propre, il semble que tout tienne à la vitesse d'avance, trop vite les "pointes de diamant" ne sont pas "carrées", le moletage semble étiré en longueur, trop lent c'est du "machouillage" plus que du moletage
Il est également important de bien arroser pour éliminer la "poudre" de métal compressé qui se forme (et oui, il y a de la matière qui est enlevée aussi) afin qu'elle ne remplisse pas les "dents" des molettes, tout particulièrement avec l'alu et autres métaux tendres.
Au début, il faut faire "mordre" les molettes dans la pièce en serrant progressivement sans mettre l'avance, suivant la dureté du matériaux, il faudra peut être s'y prendre en plusieurs passes.
Essai différentes vitesses d'avance, je pense qu'elle doit avoir un rapport avec le pas des molettes, mais j'ignore la formule de calcul !
Dans le cas de mes molettes, l'avance qui vas bien est de 0.256mm/tr.
Pour la poignée, j'ai fait 2 passes : un allez/retour, puis resserrage de l'appareil suivi d'un autre aller/retour ; Le retour se fait en inversant le sens de rotation, et donc l'avance, comme pour un filetage, mais sans desserrer les molettes.
J'en profite au passage pour signaler que le moletage ne sert pas uniquement de "grip" pour les doigts ou pour le coté esthétique, on l'utilise aussi pour certains montages emmanchées en force, en particulier dans un matériaux plus mou (par exemple un axe moleté en acier dans une poulie en plastique). Il existe des molettes qui font des stries // au lieu des croisillons des miennes.
Note, le Ø de la pièce augmente après un moletage. Un moyen de faire "gonfler" un axe qui a pris du jeu par exemple.
(une pièce fixe bien sur)
On peut aussi se servir d'un moletage comme d'une lime rotative pour usiner le bois.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Moletage
![]() pili Mer 13 Juil 2011 - 18:50
pili Mer 13 Juil 2011 - 18:50
Merci David,
de ces précisions, je pense que j'ai pas assez lubrifié et peut être tourné trop vite, je ferai des essais à la première occasion, pour le moment mon épouse m'a proposée gentiment que le barbecue attendait depuis trop longtemps j'ai donc compris le message, pour l'instant adieux copeaux...!!!
Amitié Pierre
de ces précisions, je pense que j'ai pas assez lubrifié et peut être tourné trop vite, je ferai des essais à la première occasion, pour le moment mon épouse m'a proposée gentiment que le barbecue attendait depuis trop longtemps j'ai donc compris le message, pour l'instant adieux copeaux...!!!
Amitié Pierre
pili- Modérateur
- Messages : 3403
Points : 7557
Date d'inscription : 21/02/2011
Age : 82
Localisation : suisse st aubin ne
Re: Fabrication d'une poignée de tourelle.
![]() dh42 Mer 13 Juil 2011 - 19:26
dh42 Mer 13 Juil 2011 - 19:26
ici il pleut des cordes et il y a un vent à décorner les bœufs ! .... aucun risque de barbecue
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Re: Fabrication d'une poignée de tourelle.
![]() la bricole Mer 13 Juil 2011 - 20:53
la bricole Mer 13 Juil 2011 - 20:53
Salut dh42
d’ou vient cette expression : qui est normalement : " il fait un vent à ÉCORNER les bœufs "
eh bien c'est tout simple, autrefois dans les fermes ils fallait écorner certaines vaches qui blessées leurs congénères et cela ce faisait seulement les jours de grand vent car il n'y pas de mouche lorsqu'il y a du vent.
voilà c'était la minute culturelle
bonne soirée
Pierre
d’ou vient cette expression : qui est normalement : " il fait un vent à ÉCORNER les bœufs "
eh bien c'est tout simple, autrefois dans les fermes ils fallait écorner certaines vaches qui blessées leurs congénères et cela ce faisait seulement les jours de grand vent car il n'y pas de mouche lorsqu'il y a du vent.
voilà c'était la minute culturelle
bonne soirée
Pierre
la bricole- complétement accro
- Messages : 631
Points : 1641
Date d'inscription : 07/10/2009
Age : 67
Localisation : CHERBOURG
Re: Fabrication d'une poignée de tourelle.
![]() nexty Mar 18 Déc 2012 - 8:40
nexty Mar 18 Déc 2012 - 8:40
Belle etat de surface en tous cas - j'en suis loin...!
nexty- complétement accro
- Messages : 637
Points : 1761
Date d'inscription : 23/02/2012
Age : 36
Localisation : Belgique
Re: Fabrication d'une poignée de tourelle.
![]() brise-copeaux Mar 18 Déc 2012 - 15:48
brise-copeaux Mar 18 Déc 2012 - 15:48
Salut,pili a écrit:Bonjour à tous
Intéressant le post, j'apprécie !
Question pour David, voilà mon appareil, je n'ai jamais réussi à moleter propre, quelle erreur je fais?
Pourtant ce n'est pas un outil chinois, c' est sûrement l'homme
Amitié Pierre
Un peut tard pour cette réponse....en fait c'est pas un outil a moleté... nous on appelait cela une grogneuse.
Ça s'utilise manuellement pour faire des surfaces d'accroche avant collage, on s'en sers on peu comme un coupe tube.
Donc je ne suis pas étonner que tu ais de mauvais résultat sur un tour.
@ +

brise-copeaux- complétement accro
- Messages : 833
Points : 1756
Date d'inscription : 09/01/2012
Age : 76
Localisation : Rouen Haute Normandie et Bagnoles de l'Orne
Re: Fabrication d'une poignée de tourelle.
![]() pili Mar 18 Déc 2012 - 18:45
pili Mar 18 Déc 2012 - 18:45
Bonsoir à tous
Bien reçu Brise - copeaux !!! Je me suis posé plein de questions avec ce bidule et je comprend mieux maintenant !
Merci pour ces renseignements !!! A+ Pierre
pili- Modérateur
- Messages : 3403
Points : 7557
Date d'inscription : 21/02/2011
Age : 82
Localisation : suisse st aubin ne
Re: Fabrication d'une poignée de tourelle.
![]() dh42 Mer 19 Déc 2012 - 0:16
dh42 Mer 19 Déc 2012 - 0:16
nexty a écrit:Belle etat de surface en tous cas - j'en suis loin...!
Salut,
C'est en partie dépendant du métal aussi, ici c'est du chien, et plus c'est dur, meilleur est l'état de surface, rajoute outil carbure + haute vitesse + lubrif pour la finition.
Si tu utilise des pastilles carbure (amovibles), tu verra que souvent au début si tu a un mauvais état de surface, c'est que tu ne prend pas des passes assez grosses et/ou que l'avance est trop lente ; ça écroui le métal plutôt que de le couper, ça le 'repousse' et ça fait des bourrelets sur la pièce.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

 Sujets similaires
Sujets similaires» Une poignée de faitout à la cnc
» INSTALLATION ET PARAMETRAGE CNC XHC MK4-ET-T8S
» Decoupe dune plaque en fonte
» Electroportatifs PARKSIDE(2b)
» Poignée de Numero 5
» INSTALLATION ET PARAMETRAGE CNC XHC MK4-ET-T8S
» Decoupe dune plaque en fonte
» Electroportatifs PARKSIDE(2b)
» Poignée de Numero 5
Page 1 sur 1
Permission de ce forum:
Vous ne pouvez pas répondre aux sujets dans ce forum