






Moteurs pas à pas
Page 1 sur 3 • 1, 2, 3 

 Moteurs pas à pas
Moteurs pas à pas
![]() rogerj Jeu 19 Avr 2018 - 23:58
rogerj Jeu 19 Avr 2018 - 23:58
J’ai besoin de conseils pour le choix de moteurs pas à pas
Ci-dessous quelques photos de la Fraiseuse CNC que je m’amuse à construire
(à part les glissières rectifiées, les roulements et les vis à billes tout est fait main par votre serviteur, reste à poser la vis à bille de la table)
J’arrive bientôt au stade du choix des moteurs et de l’électronique



J’envisage de graver, percer, aléser, fraiser, découper au laser, sculpter sur différents matériaux
Bien entendu la colonne porte outil pourra recevoir différentes têtes d’usinage électriques ou pneumatiques ou laser
Elle est oscillante de +45° à – 45° pour pouvoir faire des perçages ou dressages obliques
La tête d’usinage peut se monter dessus verticale ou horizontale selon les besoins
J’ai imaginé l’ensemble pouvant subir des contraintes de 200 à 250kg dans les différents axes d’efforts sans flexions significatives et surtout sans entrainer de déformations et peu de vibrations
C’est entre autres pour cela que les guides de la table et du chariot transversal sont doublées (2 en rails supportés pour encaisser les poussées d’usinage et le poids de l’équipage mobile et des glissières cylindriques pour assurer la précision du guidage quel que soit le sens de la poussée résultante
La traverse horizontale (réglable en altitude) a une forte résistance à la flexion et à la torsion
Je ne cherche pas à avoir une machine aux déplacements très rapides mais plutôt une machine robuste relativement universelle et pouvant usiner de l’alu et éventuellement avec précaution de l’acier mi-dur ou inoxydable
La question de fond que je me pose pour le choix des moteurs pas à pas :
Compte tenu de la large gamme d’efforts très variables auxquels ils vont être soumis comment vont-ils se comporter en précision de mouvement ?
Exemple : comment se comporte un moteur NEMA 34 (ou NEMA 23) lorsqu’il subit un faible effort par exemple gravure au laser et un effort beaucoup plus important par exemple perçage 10mm dans un bloc d’alu (même avec un avant trou de 5mm) ?
Autrement dit dois-je viser haut et tout équiper en NEMA 34 à fort couple (qui peut le plus peut le moins ou trop fort n’a jamais manqué comme disaient autrefois les marins bretons) ?
Ou dois-je ajuster au mieux la puissance motrice en fonction du travail à effectuer quitte à concevoir un changement facile de moteur ou de démultiplication pour garder une bonne précision de mouvement ?
Ensuite j’envisage un équipement Arduino/Grbl à moins que vous ne me conseilliez un cran au-dessus compte tenu de mon programme
N’ayant quasiment aucune expérience pratique d’utilisateur (seulement la tête pleine de lectures et d’exercices théoriques) d’usinage en CNC je suis avide de conseils de pratiquants expérimentés
Par avance merci

rogerj- posteur Régulier

- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES

Re: Moteurs pas à pas
![]() dh42 Ven 20 Avr 2018 - 18:10
dh42 Ven 20 Avr 2018 - 18:10
Pour les moteur PàP, les efforts qu'ils ont à fournir (et donc le couple nécessaire) sont surtout déterminés par les masses en mouvement, le pas des vis et les accélérations demandées ; l'usinage en lui même ne demande pas de gros efforts sur les moteurs (pour du bois) ... sauf si tes outils ne coupent rien !
(edit: en usinage bois, pour ma part, je dépasse très rarement les 50N de force exercée sur la dent ; tu peux utiliser HSM Advisor pour les évaluer)
Il faudrait connaitre la masse (approximative) de chaque axe et le pas des vis pour avoir une idée.
par exemple, sur une PFE comme la mienne, le portique (Y) + axe Z et broche fait dans les 70Kg, au moins ! Les VàB sont au pas de 10 et un moteur de 3Nm suffit ; sur les versions rehaussées, ou il y a encore 15 à 20 Kg de plus, ils sont passés à du 6Nm il me semble.
Ensuite j’envisage un équipement Arduino/Grbl à moins que vous ne me conseilliez un cran au-dessus compte tenu de mon programme
Perso, je te déconseille vivement le GRBL, ce n'est pas fait pour une "vraie" fraiseuse, mais plutôt pour les machines à graver (laser) ; le langage GRBL est un Gcode édulcoré ou il manque de nombreuses fonctions utiles en fraisage (changement d'outil, cycles de perçage, gestion de la vitesse constante/trajectoire exacte ...)
Il vaut mieux partir sur du "traditionnel" ; une Breakout board (BoB), des drivers séparés et un soft de pilotage adapté (Mach3, USB-CNC, LinuxCNc,...) ; le choix du soft peut être influencé par le type de connexion au PC ; port //, Ethernet, USB ; et la BoB devra être choisie en conséquence.
Le moins cher, c'est le pilotage via le port //, mais ce n'est pas ce qu'il y a de plus fiable, par contre par la suite il est possible d'y mettre une carte intermédiaire USB-// ou Ethernet - // (carte d'interpolation) si tu a des problèmes de fiabilité.
voir ce sujet, on en parle avec LCL2000
http://www.metabricoleur.com/t15481p100-mes-premiers-tests-de-cambam#307916
Un exemple d'un Kit complet (de qualité) pour des moteurs de 4.2A (3Nm)
https://www.sorotec.de/shop/DriveSet-3-Axis-4-2A.html
c'est en port //, donc utilisable directement avec Mach3 ou LinuxCNc.
des moteurs 3Nm
https://www.sorotec.de/shop/Stepping-Motor-4-2A-Bipolar-3-NM-Nanotec.html
des 5.5Nm (attention, dans ce cas le Kit n'est plus le même, il faut des drivers plus gros)
https://www.sorotec.de/shop/Stepping-Motor-5-9A-Bipolar-5-5-NM-DS.html
++
David
Dernière édition par dh42 le Ven 4 Déc 2020 - 15:25, édité 1 fois (Raison : complément d'informations)
_________________
Traduction Française de CamBam et de sa documentation.

dh42- Admin

- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -

Re: Moteurs pas à pas
![]() MCrevot Ven 20 Avr 2018 - 18:26
MCrevot Ven 20 Avr 2018 - 18:26
pour compléter ce que dit David, il faudrait, comme tu cherches la polyvalence (objectif très ambitieux), que tu précises, pour chacun des types d'opérations que tu envisages, les vitesse, accélération et couple sur chaque axe ; le choix des moteurs en découle directement, mais tu vas vite réaliser qu'aller vite sans beaucoup d'efforts, lentement avec beaucoup d'efforts, avec à chaque fois de la précision, c'est un peu la quadrature du cercle.
Par ailleurs, n'oublies pas qu'une cnc correcte requiert de nombreux réglages, longs à réaliser, et qu'une fois réalisés il faut tout faire pour les stabiliser ; donc changer les organes moteurs, modifier la géométrie de la machine, changer de "tête d'usinage", tout ça va requérir des ajustages absolument parfaits ...
Enfin, tu dois très rapidement choisir la/les broches, car là aussi la polyvalence ne semble pas vraiment exister.
Ceci dit, ta conception est originale, ma première réaction a été de me dire qu'elle aurait mérité des rails prismatiques ; voilà un projet que je vais suivre avec beaucoup d'intérêt.
Michel
MCrevot- je prends du galon

- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
choix des moteurs pap et du système de commande
![]() rogerj Ven 20 Avr 2018 - 22:20
rogerj Ven 20 Avr 2018 - 22:20
Je vais donc approfondir l'étude d'équipement Mach3 en USB ou Ethernet car je suis peu tenté par la version // (ça me rappelle trop les approximations des parametrages des années 90, les conflits d'IRQ, les tâtonnements des adresses mémoires, etc....) et je vais un peu décanter mes objectifs et rationnaliser mon projet
A priori je vais orienter ma priorité vers de l'usinage compte tenu de la structure de ma machine et garder la gravure et autres travaux légers à ma petite graveuse GRBL quitte à la booster un peu car elle me surprend par sa précision et sa relative robustesse
Donc je vais prendre un peu de recul puis je vous recontacte ensuite pour vous faire part de mes préférences et solliciter vos avis avant de passer mes commandes
Encore merci à vous et je suis toujours preneur de toute remarque , interrogation, critique et bien entendu ouvert à tous conseils
Pour info les 3 VàB sont des 16mm pas 5mm et j'ai prévu une commande démultiplié par 2 avec courroie crantée largeur 15mm et possibilité de commande manuelle. Cela vous parait-il logique?
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() dh42 Ven 20 Avr 2018 - 23:01
dh42 Ven 20 Avr 2018 - 23:01
Pour info les 3 VàB sont des 16mm pas 5mm et j'ai prévu une commande démultiplié par 2 avec courroie crantée largeur 15mm et possibilité de commande manuelle. Cela vous parait-il logique?
Moi je ne mettrais pas de démultiplication, car ça va fortement te limiter en V maxi.
Avec un PàP, si tu ne veux pas tomber dans la plage de régime ou il n'a presque plus de couple (et être obligé de surdimensionner les moteurs et le reste) il faut rester dans les 600/800 RPM maxi, surtout si tu veux conserver de bonnes accélérations (ce qui est plus utile que de hautes vitesses)
Avec une VàB au pas de 5 sans démultiplication, ça fait du 3000/4000 mm/min maxi ; c'est déjà juste pour de l'usinage bois efficace par exemple, et lent pour la V rapide. Si tu démultiplie encore par 2 tu sera limité à du 1500/2000 mm/min maxi.
Ce n'est pas par hasard que les machines comme ma BZT ont des VàB au pas de 10 en X et Y, et moteurs sans démultiplication ; ça permet d'atteindre les 8000 mm/min tout en ayant encore assez de couple moteur. (et si les constructeurs amateurs et Chinois mettent du 5, c'est une question de tarif en général)
voila une courbe assez caractéristique du couple d'un moteur PàP

Comme tu peux voir, même dans les meilleurs conditions (câblage moteur en // et alimentation en 48V) le couple chute très vite avec la vitesse, et si il est constant de 0 à environ 200 tr, il n'est plus que de la moitié à 600 tr. Ce sont des moteurs fait pour être exploités sur des basses vitesses de rotation, mais qui on un gros couple par rapport à leur petite taille.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
tests moteurs pap
![]() rogerj Sam 21 Avr 2018 - 5:56
rogerj Sam 21 Avr 2018 - 5:56
J’avais bien intégré la notion de fort couple à basse vitesse mais n’avais pas envisagé des niveaux d’accélération et des vitesses rapides à la hauteur de celles auxquelles tu fais référence.
Comme je n’ai pas du tout l’intention de réinventer l’eau chaude je vais m’orienter vers un accouplement direct (ce qui du reste et plus facile et moins couteux à réaliser) et plutôt investir dans une électronique de qualité
J’ai acheté il y a quelques semaines dans le but de faire un premier essai un moteur bipolaire (23HS41-1804S) de 2.4Nm axe de 8mm, 4,95V, 1,8A/phase chez Gotronic (me disant que s’il était trop petit je pourrais toujours l’utiliser pour un 4ème ou 5ème axe) avec un driver DRI0043 basé sur un module TB6600 pouvant admettre un courant de 5A et une tension maxi de 42Vcc ainsi qu’une alim chinoise de 42Vcc 14,3A et 1 petite alim 24Vcc de 5A (histoire de tester une autre tension)
Je vais donc dans un premier temps connecter ce moteur en direct alternativement sur chaque axe et le piloter pour l’instant avec mon Arduino UNO (à moins que tu ne me le déconseilles) pour mieux appréhender ce que je peux obtenir comme vitesses et poussées compte tenu des masses, inerties, résistances au frottement et roulement tout en mesurant tension et ampérage aux bornes du moteur puis je te ferais part des résultats.
Ça va me prendre un peu de temps car il faut aussi que je fasse un peu de stratification et de peinture(j’attendais le beau temps) sur mon dernier bateau (un petit trimaran de 18 pieds) pour le revendre nickel
Encore merci David
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() dh42 Sam 21 Avr 2018 - 17:08
dh42 Sam 21 Avr 2018 - 17:08
Je vais donc dans un premier temps connecter ce moteur en direct alternativement sur chaque axe et le piloter pour l’instant avec mon Arduino UNO (à moins que tu ne me le déconseilles) pour mieux appréhender ce que je peux obtenir comme vitesses et poussées compte tenu des masses, inerties, résistances au frottement et roulement tout en mesurant tension et ampérage aux bornes du moteur puis je te ferais part des résultats.
Je ne pense pas que ça pose problème pour les tests.
Pour info, c'est le rapide qui demande le plus de perfs aux moteurs (because la V maxi est tj utilisée dans ce cas) ; Il faudrait que tes moteurs supportent une accélération de 500mm/s² environ (ou plus) à la V maxi du rapide sans décrocher ou perdre des pas pour avoir une réactivité correcte de la machine. Comme le Z doit vaincre la gravité, en général on utilise la même valeur d'accélération en Z que pour les autres axes, mais avec une V rapide de la moitié de celle utilisée sur XY
Pour tester la mienne, après avoir installé mon ESS, j'ai pris un programme d'usinage assez "touffu" et j'ai remplacé toutes les V d'avance par 7000 mm/min , puis j'ai lancé le programme plusieurs fois de suite et j'ai vérifié au comparateur si mes axes avaient perdu des pas ou non.
Si la valeur de vitesse demandée dans le GCode est + grande que la v maxi réglée dans le soft de pilotage, c'est la valeur du soft de pilotage qui sera utilisée ; par exemple dans mon cas la V maxi est réglée à 7000 pour X et Y, mais seulement à 2500 pour le Z ; dans ce cas même si une vitesse de 7000 est demandée pour le Z dans le GCode, il ne dépassera pas les 2500 réglés dans Mach3. (J'ignore si les autres softs, ou l'arduino, réagissent de la même manière)
++
David
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
test moteurs pap
![]() rogerj Dim 22 Avr 2018 - 9:05
rogerj Dim 22 Avr 2018 - 9:05
Les valeurs d'accélération et de vitesses que tu m'indiques vont m'être très précieuses pour mes essais
En fait je ne savais pas trop ce qu'il était souhaitable d'obtenir
Je vais donc pouvoir travailler plus efficacement
Reste pour moi à définir une méthode de mesure à partir de mon Arduino
C'est encore pour moi un peu flou mais je vais me replonger dans mes bouquins
Cela ne me fera pas de mal de réviser la théorie
En ce qui concerne le choix du soft je suis encore indécis
A priori je pencherais plus pour Mach 3 mais toutes les remarques sur les ennuis des utilisateurs m'effraient un peu et je ne trouve pas grand chose de précis et concret sur une utilisation en usb ou ethernet
Ce n'est pas très rassurant surtout que j'aimerais bien pouvoir un jour gérer 5 axes (au début 3 seulement)
La solution UCCNC USB parait intéressante mais est-elle bien documentée et il y a-t-il une communauté d'utilisateurs français expérimentés avec qui on peut discuter ?
Je crois avoir compris qu'il faut aussi acheter une carte spécifique en même temps que leur logiciel
Donc encore pas mal de problèmes à résoudre (je me demande comment on peut s'ennuyer à la retraite !!!)
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
moteurs pas à pas
![]() rogerj Dim 22 Avr 2018 - 10:42
rogerj Dim 22 Avr 2018 - 10:42
Ici je réponds à ta remarque très judicieuse sur le choix de glissières prismatiques plutôt que cylindriques
En fait je me suis dès le début posé cette question mais ai considéré que la réalisation en serait plus complexe et surtout plus longue
Je me suis même posé la question si je ne ferais pas mieux de transformer ma fraiseuse actuelle en fraiseuse CNC ( ci dessous la photo de ma fraiseuse)

Mais j'ai pensé qu'outre le plaisir de créer de toute pièce et de réaliser de bout en bout son projet je prenais le risque de modifier une machine qui me satisfait (à part que j'ai motorisé la montée et descente de la tête car c'était pénible à la manivelle et que je n'aime pas faire travailler la broche trop en porte à faux) pour une version dont je n'avais aucune expérience sérieuse.
Et puis qui sait si après avoir bien appréhendé ma nouvelle CNC (je l'espère) je m'attaquerai pas ce coup là à modifier ma fraiseuse pour des travaux lourds (si j'en ai l'utilité ???) en CNC avec la possibilité de fabriquer certaines pièces avec celle que je suis entrain de mettre au point
Et comme il faut toujours avoir un projet d'avance à murir alors....
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() MCrevot Dim 22 Avr 2018 - 17:45
MCrevot Dim 22 Avr 2018 - 17:45
Un peu comme toi, je me suis également posé la question de la numérisation d'une petite fraiseuse (en l'occurrence une petite sieg X2), mais la surface de travail ne correspondait absolument pas à mes besoins, et puis pour le bois ça n'était pas vraiment non plus adapté ; et puis vitesse de la broche plus adapté au fraisage de l'acier qu'autre chose ! donc pas vraiment un dilemme, ce serait plutôt complémentaire.
D'ailleurs, je pense qu'après avoir numerisé l'un des axes de mon petit tour je numériserai également l'axe X de la X2 ...
En tous les cas, quel plaisir et quelle satisfaction de construire intégralement sa machine ...
https://www.usinages.com/threads/cnc-en-profiles-alu.82791/
Pour en revenir au guidage par rail, c'est vrai que les guidages cylindriques présentent leur limite dès que tu fais dans le dur, car les patins sont fendus et ont tendance à "s'ouvrir" sous l'effort ; je regrette un peu de n'avoir mis du prismatique que sur le Z, c'est vraiment extrêmement rigide ; autre exemple, j'ai choisi des rails prismatiques de 16 (même pas du 20) pour mon tour, et je peux t'assurer que ç'est très satisfaisant à l'usage.
Michel
MCrevot- je prends du galon
- Messages : 58
Points : 66
Date d'inscription : 02/02/2016
Age : 74
Localisation : Pornic -
moteurs pas à pas
![]() rogerj Dim 22 Avr 2018 - 18:56
rogerj Dim 22 Avr 2018 - 18:56
Joli travail, tant ta CNC que ton simulateur
Ca m'encourage à persévérer
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() Wilder Dim 22 Avr 2018 - 19:31
Wilder Dim 22 Avr 2018 - 19:31
Le truc de guedin!! Respect total et absolu!!!
Chapeau bas!!
Wilder- petit nouveau

- Messages : 9
Points : 11
Date d'inscription : 19/04/2018
Age : 52
Localisation : Vendée
Re: Moteurs pas à pas
![]() dh42 Dim 22 Avr 2018 - 21:14
dh42 Dim 22 Avr 2018 - 21:14
Les valeurs d'accélération et de vitesses que tu m'indiques vont m'être très précieuses pour mes essais
En fait je ne savais pas trop ce qu'il était souhaitable d'obtenir
C'est vraiment très dépendant du travail à faire ; pour usiner du bois il faut avancer vite, et pour que la machine soit suffisamment réactive et suive une trajectoire avec précision tout en essayant de conserver une V d'avance constante, l'accélération doit suivre.
Pour imager, si ta machine se déplace vite mais que ses accélérations/freinages sont "mou" en comparaison de la vitesse, elle vas avoir tendance à "couper les virages" et à arrondir les angles.
http://www.metabricoleur.com/t7112p75-premiere-utilisation-de-cambam#149251
http://www.metabricoleur.com/t10567p9-question-parcours-d-outil#204977
A priori je pencherais plus pour Mach 3 mais toutes les remarques sur les ennuis des utilisateurs m'effraient un peu et je ne trouve pas grand chose de précis et concret sur une utilisation en usb ou ethernet
Mach3 fonctionne très bien, c'est plus un problème avec le pilotage direct par le port //, mais si comme moi tu met une carte Ethernet - // ou USB - // de qualité, il n'y a pas de soucis. Ce n'est pas le fait d'utiliser un port // qui pose soucis, mais le fait que dans ce cas, c'est Mach3 qui produit les pulses moteur de manière logiciel au lieu que ce soit une carte dédiée pour ça comme en mode USB ou Ethernet ... L'avantage du pilotage direct par port // c'est que c'est moins cher car tu économise une carte d'interpolation, soit entre 80€ pour de l'entrée de gamme Chinoise à 200€ pour une carte comme la mienne.
La solution UCCNC USB parait intéressante mais est-elle bien documentée et il y a-t-il une communauté d'utilisateurs français expérimentés avec qui on peut discuter ?
Je ne connais pas ; les softs les plus courant sont Mach3, LinuxCNc et USB-CNC de EdingCNC (à ne pas confondre avec CNC-USB)
Note que l'UC100 (à savoir la carte d'interpolation USB - //) est compatible aussi bien avec UCCNC qu'avec Mach3
https://cncdrive.com/UCCNC.html
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
choix du spot
![]() rogerj Dim 22 Avr 2018 - 23:36
rogerj Dim 22 Avr 2018 - 23:36
Tu me rassures sur Mach3
Je vais donc choisir ce soft
J'aimerais que tu me précises s'il te plait
- où ais je intérêt à l'acheter
- quelle option préférer : USB ou Ethernet
- modèle de carte d'interpolation de qualité (référence) et où l'acheter
Je préfère investir quelques dizaines d'euro de plus et avancer efficacement que de galérer pendant des jours et tourner en rond.... et fulminer !!
Dans ces conditions n'aurais-je pas intérêt à faire tout de suite mes essais moteurs directement avec Mach 3 plutôt qu'avec mon Arduino UNO (est-ce que mon driver basé sur le circuit TB6600 va être reconnu par Mach 3 sachant que j'aimerais bien pouvoir travailler en Windows 10 64 bits) dès que j'aurais ma licence et reçu la carte USB ou Ethernet ?
Si toutefois c'est possible de gérer un unique moteur alternativement sur les 3 axes avec Mach3 ?
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() dh42 Lun 23 Avr 2018 - 2:22
dh42 Lun 23 Avr 2018 - 2:22
Alors je précise quand même que c'est un avis personnel en ce qui concerne la choix du matos ; l'Ethernet smoothstepper (ESS), j'en ai un, et j'ai pu voir non seulement le gain apporté mais aussi la compatibilité de l'engin avec Mach3.
le message ici devrais répondre à la plupart des tes questions.
http://www.metabricoleur.com/t15481p100-mes-premiers-tests-de-cambam#307916
Note que l'ESS ne sert pas de BoB, il en faut une en plus à connecter dessus (une simple BoB à 20€ fait l'affaire d'après le fabricant de l'ESS)
Si toutefois c'est possible de gérer un unique moteur alternativement sur les 3 axes avec Mach3 ?
Oui, bien sûr.
est-ce que mon driver basé sur le circuit TB6600 va être reconnu par Mach 3 sachant que j'aimerais bien pouvoir travailler en Windows 10 64 bits
Mach3 se moque du type de driver que tu utilise, lui il ne communique qu'avec la breakout board directement en port //, ou via la carte d'interpolation si en USB ou Ethernet. Avec un Windows 64bits par contre tu ne pourra pas utiliser le pilotage direct en port //, il te faudra obligatoirement une carte d'interpolation USB ou Ethernet.
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
moteurs pas à pas
![]() rogerj Ven 27 Avr 2018 - 18:55
rogerj Ven 27 Avr 2018 - 18:55
J'ai reçu ma licence Mach 3 et j'attends maintenant la livraison de la carte ethernet ESS et de la BOB 5 axes ensuite je ferais mes essais moteurs comme prévu.
Je profite de ce délai pour étudier Mach 3
Se pose aussi le problème du choix de broche
Pour l'instant je peux commencer par utiliser une broche verticale 220v 700w pinces 3.175 et 6mm à variateur manuel et marche arrêt intégrés dont je me suis très peu servi (à la main) mais j'envisage l'acquisition d'une broche plus puissante ayant au moins une capacité ER20 pour de l'usinage alu
Les broches que je trouve à vendre ont toutes de très grandes vitesses maxi dont j'aurais rarement besoin
Bien sur ont peu les ralentir mais qu'est-ce- qu'il reste comme couple à 500t/mn ?
Faut-il choisir une broche nu (je peux envisager de la fabriquer s'il le faut à partir d'un porte pince ER sur tige diamètre 20 ou 25 longueur 150mm) et y accoupler un moteur avec démultiplication mais quel type de moteur ?
Si on veut pouvoir régler la vitesse de la broche en fonction de l'opération d'usinage à partir de Mach 3 il faut un moteur adapté à ce type de pilotage (servomoteur, moteur bruhless, ......?)
Est ce raisonnable ou trop ambitieux ?
J'aimerais bien avoir votre opinion sur ce sujet
Par avance MERCI
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() dh42 Ven 27 Avr 2018 - 19:03
dh42 Ven 27 Avr 2018 - 19:03
Bien sur ont peu les ralentir mais qu'est-ce- qu'il reste comme couple à 500t/mn ?
Les broches VFD ne sont pas faite pour tourner aussi doucement, la V mini utilisable est généralement de 6000 tr.
Faut-il choisir une broche nu (je peux envisager de la fabriquer s'il le faut à partir d'un porte pince ER sur tige diamètre 20 ou 25 longueur 150mm) et y accoupler un moteur avec démultiplication mais quel type de moteur ?
Oui, et tu y met un banal moteur asynchrone triphasé que tu pilote avec un VFD (le même genre de VFD que pour les broches)
http://www.metabricoleur.com/t5462-cnc-v-2-chassis-beton-de-f6fco-1#91726
Si on veut pouvoir régler la vitesse de la broche en fonction de l'opération d'usinage à partir de Mach 3 il faut un moteur adapté à ce type de pilotage (servomoteur, moteur bruhless, ......?)
Du moment que tu a un VFD, tu peux le piloter via Mach3.
Edit: Tu n'a peut être pas besoin de descendre si bas en vitesse pour l'alu ; si on prends une Vc de 200 m/min, ce qui est raisonable avec du carbure, avec une fraise de 13 (max de l'ER20) ça fait une V de rotation de ~ 5000 tr/min
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Choix d'une broche
![]() rogerj Ven 27 Avr 2018 - 19:58
rogerj Ven 27 Avr 2018 - 19:58
Pour la VFD je vais me documenter et j'ai déja vu sur le site qu'il y a plusieurs discussions
J'en profite pour dire que je trouve ce site formidable !!!
Pour les vitesses de coupe je te rejoins mais je pensais à des perçages multiples assez profonds et de diamètre 10 et 12mm
A bientôt
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() dh42 Ven 27 Avr 2018 - 20:13
dh42 Ven 27 Avr 2018 - 20:13
Je n'usine que très rarement de l'alu à la CNc, mais j'ai trouvé que le fraisage en spirale (à la fraise) pour les perçages donnaient de meilleurs résultats qu'un simple perçage au forêt (état de surface) et ça dégage bien les copeaux ; de plus tu fais le Ø que tu veux avec un même outil (du moment qu'il est plus petit que le trou, bien sûr
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Choix d'une broche
![]() rogerj Ven 27 Avr 2018 - 20:58
rogerj Ven 27 Avr 2018 - 20:58
Je n'avais pas envisagé ce mode d'usinage mais je vais essayer
Je pense que je suis encore trop imprégné des méthodes d'usinage traditionnelles
Je vais donc essayer pour l'instant de tirer parti le plus possible de mes outils existants dans un esprit CNC
Ensuite je verrai avec un peu plus d'expérience comment aller plus loin
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() dh42 Ven 27 Avr 2018 - 23:30
dh42 Ven 27 Avr 2018 - 23:30
sur la vidéo de ce message, tu peux voir à quelle vitesse on peux percer en usinage spirale. (vers 7:00)
http://www.metabricoleur.com/t859-guide-de-coupe-plasma#8433
++
David
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
Choix d'une broche
![]() rogerj Sam 28 Avr 2018 - 10:38
rogerj Sam 28 Avr 2018 - 10:38
Je n'ai que des fraises en HSS E de 1 à 30mm (et 1 de 50mm à surfacer à plaquettes carbures)
Je crois comprendre que j'ai intérêt à investir dans des petites fraises carbure
J'ai vu sur le site IronWood des fraises: " Elles sont à coupe au centre, une des dents est déportée ce qui permet une pénétration dans la matière sans perçage préalable" en 6 et 5mm à 16€ ht .Est ce que c'est ce type de fraise qu'il faut privilégier ? Peut on les trouver un peu moins cher ailleurs pour une même qualité ? (Je sais que les bons outils ont un coût qui se justifie à l'usage !)
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Re: Moteurs pas à pas
![]() dh42 Dim 29 Avr 2018 - 0:19
dh42 Dim 29 Avr 2018 - 0:19
J'ai vu sur le site IronWood des fraises: " Elles sont à coupe au centre, une des dents est déportée ce qui permet une pénétration dans la matière sans perçage préalable" en 6 et 5mm à 16€ ht .Est ce que c'est ce type de fraise qu'il faut privilégier ? Peut on les trouver un peu moins cher ailleurs pour une même qualité ? (Je sais que les bons outils ont un coût qui se justifie à l'usage !)
Ici il y a pas mal de choix, pas forcément moins cher que chez IW , mais au moins chez eux tu n'attendra pas 3 semaines pour avoir une fraise
https://www.sorotec.de/shop/Cutting-Tools/
En usinage alu avec fraise de petit Ø, ce qui vas bien, ce sont les fraises à une seule dent, ça dégage mieux le copeau et évite le "collage" ..
https://www.sorotec.de/shop/Cutting-Tools/sorotec-tools/1-flute-mills/END-Mill-ALU-412/
sinon, pour faire des tests, il y a les fraises Chinoises, c'est pas top, mais c'est pas cher ..
http://stores.ebay.fr/outilsetpiecesdetachees
++
David
PS: il y a toujours 2 messages privés dans ta boite qui attendent que tu les lise depuis ..... un certain temps
_________________
Traduction Française de CamBam et de sa documentation.
dh42- Admin
- Messages : 25324
Points : 38040
Date d'inscription : 21/06/2009
Age : 60
Localisation : Près de St Etienne (42) -
choix fraises
![]() rogerj Dim 29 Avr 2018 - 9:55
rogerj Dim 29 Avr 2018 - 9:55
Pour quelques tests préliminaires je vais m'équiper en quelques fraises carbure chinoises histoire de ne pas risquer d'abimer une fraise de qualité puis ensuite en fonction de mes besoins je m'équiperai en qualité supérieure
ps: j'ai vidé ma boîte MP .... et merci pour les messages
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Essais moteurs pas à pas , Choix BoB
![]() rogerj Jeu 10 Mai 2018 - 8:53
rogerj Jeu 10 Mai 2018 - 8:53
Dans un premier temps j'ai fait un essai sous Arduino de mon moteur Nema 23 2,4Nm et son driver: fonctionnement correct mais manque de puissance en vitesse rapide
Ensuite j'ai reçu ESS// puis BOB 5 axes
ESS// correctement reconnue par Mach3 et dialogue avec BOB réussi mais …..
La BOB chinoise 5 axes ne répond que sur 3 axes et dans un ordre qui ne correspond pas à la description
Xmach3=X Ymach3=B Zmach3=A les 2 autres axes Y et Z de la carte ne répondent pas
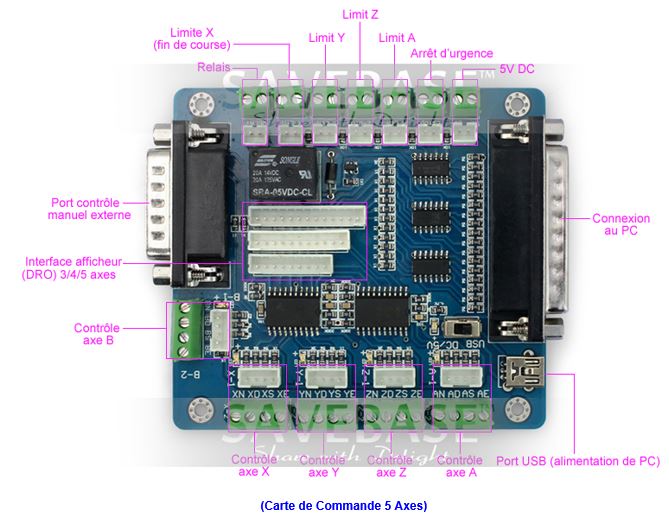
En fait quand je dis "répondent" c'est à dire qu'une led rouge s'allume à l'emplacement de l'axe imprimé sur la carte quand j'actionne soit une flèche du clavier soit le jog à la souris
Mais le moteur via son driver ne réagit absolument pas (alim 42v)
Toutes les alim 5V sont séparées avec chacune un chargeur 1,5A
Je crois avoir bien suivi les config ESS et Mach3
Je mets donc en doute la qualité de la BOB chinoise
Où trouver une BOB 5 ou 6 axes de qualité correcte en dehors de EBay, Amazone, Bang good, Ali express ?
J'ai du mal à en trouver malgré mes recherches sur internet.
J'en trouve à profusion pour Arduino mais ….
Merci pour vos conseils à venir
rogerj
rogerj- posteur Régulier
- Messages : 164
Points : 206
Date d'inscription : 16/04/2018
Age : 82
Localisation : 33740 ARES
Page 1 sur 3 • 1, 2, 3

 Sujets similaires
Sujets similaires» Question Palpeur
» Rétrofit de fraiseuse conventionnelle
» Utilisation simplifiée d'un moteur pas à pas
» Petits moteurs